
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В результате этой реакции наряду с водородом образуется в значительном количестве оксид углерода. Путем взаимодействия оксида углерода с водяным паром при более низких температурах с использованием оксидных катализаторов удается окислить СО до СО2, при этом образуется водород. До последнего времени в качестве катализатора для осуществления этой реакции применялся Fe3O4 с добавками оксида хрома. Такой катализатор достаточно активен только при температурах выше 670 К. При этой температуре равновесие реакции
![]()
даже при избытке водяного пара значительно смещено влево и конечная реакционная смесь содержит значительное количество оксида углерода, присутствие которого резко снижает активность катализаторов синтеза аммиака. Для удаления остатков СО необходимо было применять сложную промывку газовой смеси аммиачным раствором Сu2О под давлением.
За последние годы был и найдены новые катализаторы взаимодействия оксида углерода с водяным паром, содержащие медь в форме различных шпинелей или других оксидных соединений. Такие катализаторы обеспечивают высокую скорость превращения оксида углерода уже при температуре 450-560 К. Благодаря этому, конечное содержание оксида углерода может быть снижено до десятых долей процента, а сложная операция отмывки заменена более простым процессом превращения остатка оксида углерода в безвредный для катализаторов, в том числе и при синтезе аммиака, метан:
![]()
Этот процесс осуществляется также каталитически с помощью никелевых катализаторов. Таким образом, разработка более активного катализатора позволила существенно упростить технологическую схему.
В качестве еще одного примера можно привести каталитические процессы нефтепереработки. В 1920-е годы переработка нефти ограничивалась ректификацией и разложением при нагревании до высоких температур, так называемым термическим крекингом, без применения катализаторов. Только в конце 1930-х годов были сделаны первые попытки использовать для переработки нефти каталитические процессы.
Изобретатель каталитического крекинга французский инженер Гудри в докладе на II Международном конгрессе по катализу обратил внимание на то, что в обзоре Американского института нефти о состоянии и перспективах промышленности нефтепереработки, опубликованном в 1935 г., ни разу не упоминается слово "катализ", а через несколько лет каталитические методы вызвали коренное преобразование этой отрасли промышленности. Эффективность применения катализа оказалась столь значительной, что за несколько лет в нефтеперерабатывающей промышленности произошла подлинная техническая революция, позволившая на основе применения катализаторов резко повысить как выход, так и качество получаемых моторных топлив,
В настоящее время свыше 80% нефти перерабатывается с использованием каталитического крекинга, риформинга, гидрогенолиза сернистых соединений, гидрокрекинга и других каталитических процессов. В табл. 2.1 приведены важнейшие современные каталитические процессы нефтепереработки. 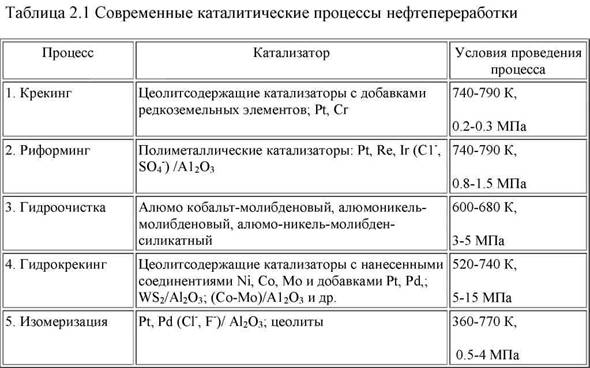
Каталитический крекинг ранее осуществляли при температурах 670-770 К с использованием синтетических и природных алюмокремниевых, кремнемагниевых, алюмокремнециркониевых и других катализаторов кислотной природы. В последние годы широкое промышленное использование получили катализаторы на основе кристаллических синтетических цеолитов. Активность этих катализаторов, особенно содержащих оксиды редкоземельных элементов, значительно выше, чем аморфных алюмосиликатных катализаторов.
Применение катализаторов позволяет не только увеличить скорость образования углеводородов более низкой молекулярной массы, но и повысить выход ценных фракций по сравнению с термическим крекингом.
В результате образования коксоподобных отложений активность катализаторов в процессе крекинга быстро снижается, но может быть полностью восстановлена путем обжига в кислородсодержащей среде.
Особенно эффективным оказалось проведение крекинга в псевдоожиженном слое тонкодисперсного катализатора, позволяющее легко осуществлять циркуляцию катализатора через реактор и регенератор.
Каталитический крекинг является наиболее высокотоннажным промышленным каталитическим процессом. С его помощью в настоящее время перерабатывается свыше 300 млн т нефти в год, что требует ежегодного расхода около 300 тыс. т катализаторов.
Несколько позже, в 1950-х годах, в нефтеперерабатывающей промышленности начал широко использоваться каталитический риформинг. Ранее этот процесс осуществляли при температуре 740-790 К и давлении 1,5-4 МПа, применяя в качестве катализатора преимущественно платину, нанесенную на оксид алюминия, обработанный хлористым водородом для увеличения кислотных свойств. В настоящее время процесс проводится при 0,8-1,5 МПа благодаря использованию новых полиметаллических катализаторов.
В процессе риформинга протекают реакции дегидрирования нафтенов в ароматические углеводороды, циклизации парафинов и олефинов и изомеризации пятичленных циклических углеводородов в шестичленные.
В настоящее время каталитический риформинг используется для переработки более 200 млн т нефти в год. Его применение позволило не только повысить качество моторного топлива, но и вырабатывать значительные количества ароматических углеводородов для нужд химической промышленности.
Ценным побочным продуктом каталитического риформинга является водород. Появление дешевого водорода позволило широко использовать каталитическую гидроочистку нефтепродуктов, содержащих серу, с выделением ее в виде Н2S. Для этой цели могут применяться различные катализаторы гидрирования. Наибольшее распространение получили катализаторы, приготовляемые из оксидов кобальта и молибдена, нанесенных на оксид алюминия. Кроме того, перспективными катализаторами являются те же каталитические композиции, но с добавками цеолитов.
Условия проведения процесса зависят от свойств очищаемого сырья, но чаще всего лежат в пределах 600-680 К и 3-5 МПа. Гидроочистке подвергается ежегодно около 300 млн т нефтепродуктов. Этот процесс позволяет получать значительные количества серы, облегчает последующие каталитические процессы переработки нефти, а также уменьшает загрязнение атмосферы выхлопными газами при сжигании моторного топлива.
В последнее время значительное развитие получил процесс гидрокрекинга, при котором одновременно осуществляются реакции крекинга, изомеризации и гидроочистки. Применение катализаторов позволяет осуществлять этот процесс при 520-740 К, давлении около 5-15 МПа и получать значительный выход дизельного топлива с высоким цетановым числом. В качестве катализаторов используют сульфид вольфрама, смешанные вольфрам никелевые сульфидные катализаторы на носителях, кобальт-молибденовые катализаторы на оксиде алюминия, с добавками Ni, Pt, Pd и других металлов на аморфных или кристаллических цеолитах.
Для улучшения качества бензинов служат процессы каталитической изомеризации с использованием платиновых и палладиевых катализаторов на различных носителях.
Из сказанного можно заключить, что каталитические методы занимают в настоящее время ведущее положение в нефтепереработке. Благодаря катализу ценность продуктов, получаемых из нефти, удалось повысить в несколько раз. Отметим, что эта тенденция продолжается и сейчас. В связи с ростом цен на нефть становится крайне важным наиболее полно использовать все ее компоненты. Надо полагать, что рост стоимости нефти будет продолжаться, так как постепенно придется переходить к таким ее источникам, которые представляют большие трудности для эксплуатации. Поэтому крайне важно повышать степень извлечения из нефти ценных продуктов, что может быть достигнуто более широким применением совершенных катализаторов.
Область применения катализа продолжает быстро расширяться, и перед исследователями возникают новые важные задачи. В связи с резким повышением стоимости нефти ведутся широкие разработки получения жидкого топлива из угля. За основу взяты старые каталитические методы, использовавшиеся в Германии во время второй мировой войны. Новым в методе гидрирования является экстракция органического вещества угля с получением тяжелого масла, подвергаемого далее каталитическому гидрированию под давлением. Весьма перспективны и методы синтеза жидкого топлива из газа, состоящего из оксида углерода и водорода, получаемого путем газификации угля водяным паром.
Вопросы для самоконтроля:
1. Применение благородных металлов?
2. Общая схема электролитического рафинирования серебра?
3. Технологическая схема золотого передела аффинажного производства?
Рекомендуемая литература:
1 Основная литература
1 , . Металлургия благородных металлов. «Металлургия» 2002
2 ., ,. . Методы анализа продкутов предприятий свинцово – цинковой промышленности. «Металлургия» Москва. 2004. 295 с
3 , ,. . Основы металлургии. «Металлургия» Москва. 1998
4. лагородные металлы. М.: Знание, 1979
5. В мире металлов. М.: Металлургия, 1988
6. О редких и рассеянных: Рассказы о металлах. М.:Металлургия, 1986
2 Дополнительная литература
1 Проектирование обогатителных фабрик. «Недра», 2000
2 Усовершенствование технологии переработки золотосодержащих руд и флотационных концентратов. Цветметиформация. 1968.
3 . и др. Практика обработки золотых руд и использованием цианирования. Цветинформация, 1998. 280 с.
4 Извлечение золота из упорных руд и концентратов. «Недра», 2001. 315с
Модуль 2. Научные основы приготовления катализаторов
Лекция 4. Исторические предпосылки развития научных основ приготовления катализаторов (1ч)
План:
1. Этапы развития приготовления катализаторов
2. Генезис катализаторов
В области развития научных основ приготовления катализаторов можно выделить несколько важных исторических этапов, связанных с соответствующим уровнем экспериментальных методов исследования свойств пористых твердых тел.
Первый этап связан с развитием в 1938 г. теории полимолекулярной адсорбции и созданием на ее основе метода измерения удельной поверхности пористых тел БЭТ, названный так по первым буквам авторов данной работы: Брунауэр, Эммет, Теллер. До того времени в литературах объясняли: работает в ходе реакции только внешняя поверхность катализатора, омываемая реакционным газом, или процесс протекает и на внутренней поверхности. Применяемые методы измерения поверхности давали для одного и того же катализатора различные значения величины поверхности. Теория БЭТ позволила достаточно надежно определять величину внутренней поверхности катализатора на основе экспериментальных данных.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
