

Меламин используют для придания огнестойкости в основном жестким полимерным материалам – полиамидам, полиэфирам. Ввод меламина может составлять до 65%, но чаще всего он вводится с другими антипиренами в количестве 10-15 %.
В сочетании с полиэтиленом используются соли меламина (фосфаты, цианураты, бораты) и смеси, содержащие пентаэритрит. Для достижения класса огнестойкости V0 необходимо применение до 30% добавки на основе меламина, в случае ненаполненного полиэтилена.
Помимо органических антипиренов, обладающих частичной совместимостью с полимерами, применение находят также неорганические соединения, в качестве гетерогенных добавок.
Наиболее простыми неорганическими огнестойкими добавками являются гидроксиды магния и алюминия. Важнейшим преимуществом этих добавок является их полная экологическая безопасность, особенно в сравнении с ОПБ. Гидроксиды магния и алюминия являются инертными, не вызывающими коррозии, не выделяющими вредных веществ при нагревании и разложении, устойчивыми к действию различных внешних факторов, не имеют тенденции к миграции из материала во внешнюю среду.
Существенно, что применение таких антипиренов весьма значительно снижает образование дыма при горении, в отличие, например, от производных меламина.
Механизм действия:
¾ разбавление полимерной матрицы, поэтому гидроксиды требуют довольно большой загрузки;
¾ выделение воды при нагревании, образование паровой «подушки»;
¾ отвод тепла на эту реакцию.
Гидроксид алюминия широко применяется в сочетании с полиэтиленом практически всех марок. В тех случаях, когда температура переработки превышает 200 С используют гидроксид магния. Недостатком Al(OH)3, как и других неорганических антипиренов является их полная несовместимость с вмещающим полимером. Существование границы раздела наполнитель-полимер, адгезия на этой границе, заметным образом сказываются на механических свойствах материала. Поэтому существенное значение приобретает гранулометрический состав, форма частиц и характеристики поверхности зерен наполнителя. Низкая адгезия на поверхности может приводить к ухудшению прочностных характеристик материала, в частности, ударной вязкости. Для увеличения адгезии и совместимости, выпускают специальные марки неорганических наполнителей с модифицированной поверхностью зерен. Для регулирования свойств поверхности применяют химическую прививку органосиланов по поверхностным гидроксильным группам или формирование пленки на поверхности без химического взаимодействия. Аппретирование гидроксиных антипиренов органическими кислотами жирного ряда (1-3%) является одним из самых доступных методов повышения совместимости антипирена с полимерной матрицей.
Если сопоставить гидроксиды магния и алюминия, первый представляется более предпочтительным. Mg(OH)2 обладает существенно меньшей твердостью, за счет этого ниже его абразивное действие.
Гидроксид магния обладает наибольшей теплостойкостью (разрушение гидроксида магния происходит в интервале 330-450°С) по сравнению с более распространенным и дорогостоящим гидроксидом алюминия (до 220°С) и бромсодержащими антипиренами (170-300°С). Процесс сопровождается выделением кристаллизационной влаги (до 31 % по массе). Протекающий процесс температурного разрушения пластика, является эндотермическим и сопровождается поглощением тепла (до 328 ккал/г) и охлаждением пластической массы. Гидроксид магния эффективнее (на 15-20 %) поглощает тепло, чем гидроксид алюминия. В результате этой химической реакции значительно уменьшается процесс теплового разрушения пластических масс.
Mg(OH)2 максимально эффективен в системах допускающих высокое наполнение (до 40-70 % от массы полимера) антипирена. Использования гидроксида магния в качестве наполнителя способствует формированию дымоподавляющих свойств различных композиций. Продукты термического разложения безвредны, препятствуют доступу кислороду и огнеопасных газов к области горения, создавая паровую оболочку вокруг полимера. В результате чего частично сорбируют выделяющиеся агрессивные газы, и уменьшается скорость горения. Применение гидроксида магния позволяет создать экологически чистый продукт или производство, по сравнению с галоген-, фосфороснованными антипиренами, способствующими образованию коррозийных и токсичных газов, в том числе в установках по сжиганию отходов. Это предопределяет варианты частичной их замены на гидроксид магния, в рецептурах не предполагающих высокого наполнения. Применение таких системы двойного (тройного) сочетания различного типа антипиренов с обязательным включением гидроксида магния позволяют получить максимальный экономический выигрыш при выполнении огне-, дымоподавляющих ограничений. Наиболее часто гидроксид магния используется при производстве изделий из полипропилена и АБС пластика.
Помимо Al(OH)3 и Mg(OH)2 определенное применение находит также борат цинка, который чаще используется не сам по себе а в составе синергических смесей с ОПБ, упомянутыми Al(OH)3 и Mg(OH)2 и оксидом сурьмы. Соединения цинка ускоряют разложение галогенуглдеводородов, оксид бора способствует формированию «керамического» изолирующего слоя в зоне горения. Как и в случае других неорганических антипиренов, присутствие бората цинка способствует подавлению дымообразования при горении. В присутствии ОПБ загрузка бората цинка может быть от 3 до 20%, в отсутствии – до 70%.
Из неорганических антипиренов, активно подавляющих процесс горения в твердой фазе, наиболее эффективными являются соли фосфорных кислот, в частности, фосфаты аммония. Для фосфорных кислот и их солей характерно существование большого числа различных химических структур. Наибольший интерес представляют линейные полифосфорные кислоты. Предпочтительное использование именно полифосфатов обусловлено, с одной стороны, их полимерной природой и связанными с этим особенностями механических свойств, а с другой – растворимостью в воде. По сравнению с органическими соединениями и гидроксидами магния/алюминия, соли фосфорной кислоты могут обладать заметной растворимостью в воде, таким образом, водостойкость защищаемого материала будет понижена. Растворимость полифосфатов аммония сильно зависит от степени полимеризации и может изменяться от 400–500 г/л при степени полимеризации меньше 20, до 3 г/л при степени полимеризации больше 1000. Две существующие кристаллические фазы полифосфата аммония приблизительно отвечают степеням полимеризации 20 и 1200.
Огнезащитное действие полифосфата аммония обусловлено его термическим разложением и начинается при 150°С для фазы 1 и при 250-300°С для фазы 2. Огнезащитное действие может быть усилено путем введения в композицию синергически действующих добавок – пентаэритрита или меламина, взаимодействующих с образующейся при разложении полифосфата аммония (ПФА) полифосфорной кислотой.
Как и другие неорганические добавки, ПФА несовместим с органическими полимерами и образует гетерогенные смеси с границей раздела ПФА-полимер, существование которой обуславливает некоторое снижение механических характеристик материала. Поэтому предпочтительным является использование специальных марок ПФА, имеющих органическое покрытие частиц. Обработка поверхности частиц ПФА с формированием органической пленки приводит, с одной стороны, к улучшению механических характеристик композиционного материала за счет повышения совместимости наполнителя с полимером, а с другой стороны – повышает водостойкость наполнителя и всей системы в целом. Гранулометрический состав дисперсного наполнителя также играет важную роль в сохранении механических характеристик материала.
ПФА может применяться в композициях с полиолефинами, полиэфирами и полиуретанами. Для достижения класса огнестойкости V0 материалов на основе полиэтилена необходимо вводить в композицию от 20 до 30% ПФА (если не используются другие антипирены или неорганические наполнители).
На сегодняшний день, полифосфат аммония является одним из самых эффективных и экологически безопасных антипиренов для полимерных материалов
Лекция 11
Длинноволоконные композиционные полимерные материалы
Полимерные композиционные материалы представляют собой полимерные матрицы, армированные прочными органическими или неорганическими волокнами, ориентированными в этой матрице определенным образом. Строго говоря, полимерным композитом является многофазная система, в которой хотя бы один компонент является полимером.
Исходя из этого определения, практически все полимерные материалы могут рассматриваться как композиционные материалы. Поэтому в настоящем курсе понятие «полимерный композиционный материал» рассматривается несколько уже, как и представлено выше.
Композиционные длинноволоконные полимерные материалы представляют собой термореактивные или термопластичные матрицы, армированные длинными органическими или неорганическими волокнами, лентами или листами, расположенными в определенном порядке друг относительно друга (параллельными пучками, пачками, жгутами, матами, неткаными матералами, а также специально сформированными трехмерными структурами).
Основные характеристики и принципы создания полимерных композитов на основе термореактопластов
Армирующие наполнители в полимерных композиционных материалах (ПКМ) играют роль силового элемента, а полимерное связующее — матрицы, предназначенной для передачи и распределения усилий в структуре материала.
Основные физико-механические и технологические свойства наиболее используемых и перспективных связующих приведены в таблице 11.1.
Все перечисленные связующие относятся к классу термореактопластов и состоят из двух основных компонентов: основы (смолы) и отвердителя. Для уменьшения хрупкости, повышения пожаростойкости, регулирования текучести в состоянии переработки, повышения вибродемпфирующих свойств, регулирования теплопроводности и т. п. в состав водятся различные добавки – пластификаторы, антиперены, тиксотропные и электропроводящие наполнители и т. д.
Таблица 11.1 – Типичные свойства термореактивных полимерных матриц.
Свойство | Полиэфирные связующие | Эпоксидные связующие | Фенолоформальдегидные связующие | Полиимидные связующие |
Плотность, кг/м3 | 1400 | |||
Прочность, МПа | 55-96 | 28-90 | 34-48 | 83-107 |
Модуль упругости, ГПа | 2,1 | 0,69-3,45 | 6,9-9,7 | 3,45-4,14 |
Предельная деформация, % | 5-300 | 3-50 | - | 2-12 |
Прочность при ударе (по Изоду), Дж/см | 2,72 | 1,09-5,44 | 1,63-1,99 | 13,6 |
Теплопроводность кал/(см×с×град) | 1,.7-2,1 | 0,1-0,25 | 0,17-0,22 | 2,2 |
Коэффициент линейного теплового расширения КТР,106, 1/град | 40-80 | 10-20 | 15-22 | 20-40 |
Температура размягчения(1,8 МПа), °С | 50-60 | 40-260 | 130-195 | 260-320 |
Адсорбция воды за 24 ч, % | 0,08-0,09 | 0,08-0,15 | 0,30-0,60 | 0,30-0,50 |
Средняя цена за 1 кг, руб. | 70-120 | 150-200 | 120 | — |
Основная особенность данного типа связующих такова, что после введения отвердителя происходит необратимая реакция полимеризации. Материал переходит из вязкотекучего в твердое состояние. После полимеризации материал не может быть изменен никаким методом переработки кроме механической обработки.
Всю гамму термореактопластов обычно подразделяют на отдельные группы. Например, по температуре полимеризации (температуре переработки) можно выделить:
¾ связующие холодного отверждения (полимеризация идет при температуре 20 – 60ºС);
¾ связующие горячего отверждения (полимеризация идет при температуре 150 – 180ºС).
Связующие горячего отверждения и, соответственно, ПКМ на их основе имеют наиболее высокие механические характеристики. Связующие холодного отверждения позволяют создать наиболее дешевый технологический процесс с минимальными затратами на оснастку и технологическое оборудование. Чаще всего, в качестве связующих холодного отверждения используют полиэфирные связующие, которые отличаются высокой усадкой (из-за стирола, входящего в состав композиции) и гидрофильностью. Наиболее «популярными» и обладающими оптимальными технологическими и механическими характеристиками являются эпоксидные связующие. Последние не выделяют летучих компонентов в ходе полимеризации (что снижает требования к технологической оснастке), обеспечивают наилучшие механические характеристики конечного продукта. Однако данные связующие отличаются повышенной стоимостью, по сравнению с остальными.
При необходимости получить изделие с повышенной термостойкостью без добавления специализированных добавок, используют фенолоформальдегидные и полиимидные связующие. Однако при их полимеризации происходит выделение летучих побочных продуктов, что усложняет технологию процесса. Также необходимо отметить, что, в связи с выделением летучих компонентов при полимеризации фенолоформальдегидных связующих, стеклопластики на их основе проявляют нестабильность свойств при эксплуатации в условиях большой влажности.
В настоящее время для создания термостойких композитов вместо эпоксидных и полиимидных смол за рубежом все больше используют бисмалеимиды – соединения, получаемые по реакции диамина с малеиновым ангидридом с последующей химической или термической имидизацией олигоамидокислоты.
Перечислим основные требования к связующему:
¾ высокая температура стеклования;
¾ низкое водопоглощение и слабое изменение свойств при поглощении воды;
¾ высокая ударная прочность;
¾ высокая прочность и жесткость;
¾ хорошая адгезия к армирующим наполнителям;
¾ нетоксичность.
Армирующие наполнители
Наличие большого выбора длинноволоконных наполнителей, различающихся по своей природе и свойствам, позволяет получать ПКМ с широким диапазоном свойств. Армирующие наполнители являются несущим элементом структуры, вследствие чего определяют как механические характеристики ПКМ, так и выбор способа переработки.
По природе армирующего материала различают: стеклянные, углеродные, органические, базальтовые наполнители. Стеклянные наполнители обеспечивают максимальную прочность при легкости механической обработки. Углеродные придают материалу максимальный модуль упругости (жесткость), минимальную плотность, максимально возможные удельные механические характеристики (отношение прочности к плотности), однако они имеют отрицательный коэффициент линейного расширения, а кроме того весьма дорогостоящи (в России существует только одно производство в г. Мытищи). Базальтовые способны обеспечить более высокую химическую стойкость по сравнению со стеклянными, а также более высокий модуль упругости, но они имеют более высокую плотность и стоимость (объем производства стеклянных волокон неизмеримо больше).
Органические наполнители (арамидные) имеют те же достоинства, что и угольные, и позволяют получать легкие, прочные, пуле - и взрывостойкие изделия. Существенными их недостатками является высокая цена и сложность механической обработки (требуются специализированный инструмент и высококвалифицированные рабочие).
Волокнистые наполнители можно разделить на следующие виды:
¾ нити;
¾ ровинги (пучки нитей);
¾ ткани однослойные и многослойные, в том числе трикотаж;
¾ полотна нетканые и хаотично армированные (холсты, маты);
¾ дискретные (мелко рубленная нить).
Нити в перечисленных материалах бывают либо однонаправленные, либо крученые.
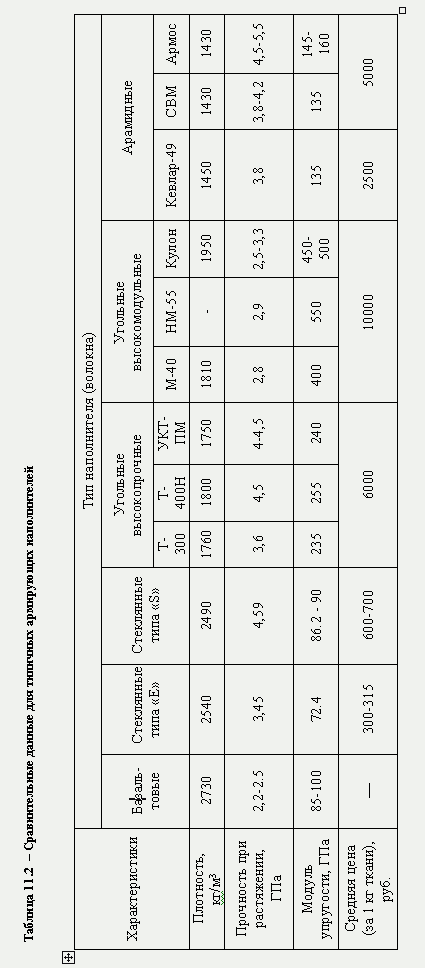
В таблице 11.2 приведены некоторые данные типичных армирующих наполнителей.
Особенности стеклянных наполнителей
Основой материала являются стеклянные мононити, получаемые вытяжкой из расплава стекла. Размер их составляет 10 мкм. Мононити собираются в пучок практически без скрутки, для последующей переработки на ткацких станках. В процессе вытяжки мононить получает много дефектов, вследствие чего обладает повышенной хрупкостью и активно реагирует с влагой воздуха (повышенная гидрофильность). Для уменьшения хрупкости, придания поверхности гидрофобных свойств, а также для облегчения процесса ткачества ткани (не аппретированная нить сильно трется о детали ткацкого станка) нить покрывают аппретирующими составами или замасливателями. Замасливатель соединяет элементарые волокна в первичные нити, защищает их от истирания во время текстильной переработки и препятствует накоплению зарядов статического электричества. Различают два вида замасливателей: текстильные и «прямые» (гидрофобно-адгезионные). Первые служат только для обеспечения текстильной переработки первичной нити.
Самым дешевым, простым и популярным текстильным замасливателем является парафиновая эмульсия (парафиновый замасливатель). Материал с таким покрытием широко применяется в электротехнической промышленности и в качестве теплоизоляции, когда не требуется получения высоких механических характеристик, поскольку парафиновый замасливатель препятствует склейке (адгезии) со связующим., в результате чего наблюдается повышенная пористость материала, а также определенное снижение механических характеристик.
Для материалов, применяемых в высоконагруженных или ответственных изделиях, используются специальные замасливатели с добавлением аппретов – так называемые «прямые» замасливатели. Данные замасливатели способствуют смачивамости армирующего материала связующим и увеличению их адгезионной связи. Для каждого типа связующего (эпоксидные, полиэфирные, фенолоформальдегидные и т. д.) можно подобрать индивидуальный аппретирующий состав, позволяющий получить максимальные адгезионные характеристики. Чаще всего используют стандартные аппретирующие составы на основе силанов, подходящие под большинство типов связующих. Состав некоторых, наиболее популярных «прямых» замасливателей (в масс. %) для эпоксидных и фенольных стеклопластиков, представлен в таблице 11.3.
Таблица 11.3 – Рецептуры «прямых» замасливателей
Состав замасливателя/номер замасливателя | 76 | 78 | 80 |
АГМ-9 – γ-аминопропилэтоксисилан | 0,50 | 0,50 | 1,0 |
ДЦУ – дициандиамидформальдегидная смола | 2,0 | 2,0 | 1,5 |
ДБС – дибутилсебацинат | 2,0 | 2,0 | 2,0 |
ОС-20 – смесь полиэтиленгликолевых эфиров высших жирных окислов | 1,2 | 1,2 | 1,1 |
ТЭГ-1 – водорастворимая эпоксидная смола | — | 2,0 | 2,0 |
Волан – комплексное соединение хрома | — | 0,5 | — |
Ледяная уксусная кислота | 0,10 | 0,05 | 0,3 |
Латекс СКН-40НК – бутадиенакрилнитрильный латекс | — | — | 0,5 |
Политерпен – продукт полимеризации терпеновых углеводородов | 3,0 | — | — |
ПЭГ-35 – полиэтиленгликоль с ММ ≈ 1% раствор) | 0,70 | — | — |
ПЭГ-13 – полиэтиленгликоль с ММ ≈ 600 | 0,40 | — | — |
Вода дистилированная | 90,5 | 91,7 | 91,6 |
Механические характеристики и технологические свойства ПКМ зависят от структурного состава армирующего наполнителя. Максимальные механические характеристики реализуются вдоль однонаправленных некрученых нитей. Скрутка, изгиб неизбежные при получении тканей снижают механические характеристики. Свойства материалов на основе дискретных и мелкодисперсных наполнителей существенно ниже. С другой стороны, применение дискретных и мелкодисперсных материалов/наполнителей существенно упрощает технологический процесс переработки, позволяя механизировать процессы. Вышесказанное можно проиллюстрировать рисунком, который отгостится не только к стеклянным, но и к угольным, базальтовым и органическим волокнам.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
