

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1 - шина; 2 - механизм вертикального поджима; 3 - выводные колодки; 4 - охладитель; 5 - откидывающаяся щека; 6 - электрод; 7 - подвижная щека; 8 - пневмоцилиндр; 9 - воздушный шланг; 10 - уплотнение
ПРИЛОЖЕНИЕ 7
Шаблон для установки зазора между шинами
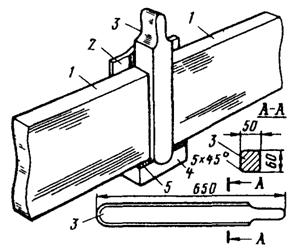
1 - собираемые, шины; 2 - формующая накладка; 3 - шаблон; 4 - поддон; 5 - уплотнение
ПРИЛОЖЕНИЕ 8
Сварочные столы
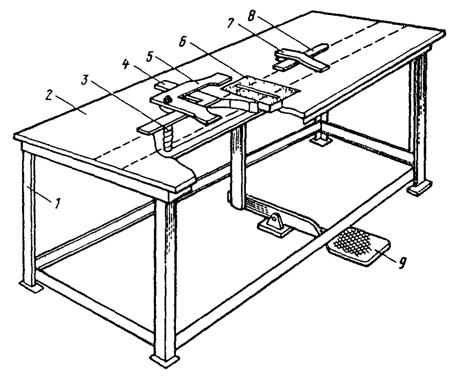
Рис. 1. Стол с пружинным зажимом для сварки шин толщиной до 12 мм:
1 - каркас стола; 2 - плита; 3 - пружина зажима; 4, 8 - упор; 5, 7 - зажим; 6 - угольная прокладка; 9 - педаль
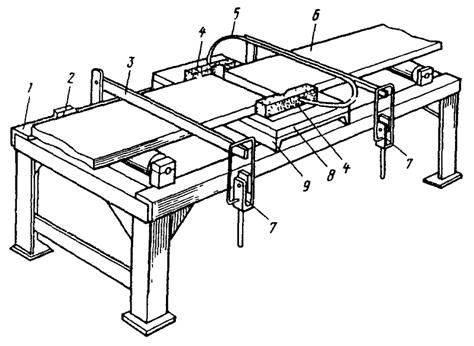
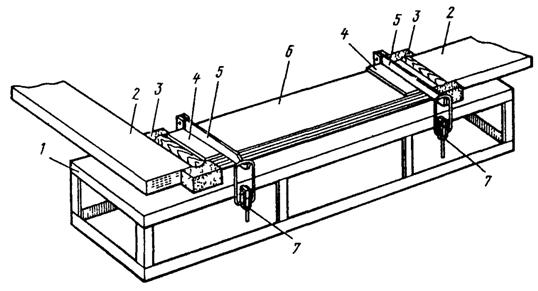
Рис. 2. Стол для сварки тяжелых шин, встроенный в технологическую линию заготовки ошиновки:
1 - станина; 2 - ролик; 3 - прижимная штанга; 4 - графитовый брусок; 5 - пружинный зажим; 6 - свариваемые шины; 7 - замок; 8 - подкладная плита; 9 - швеллер
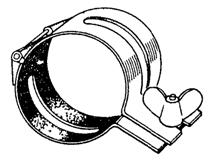
ПРИЛОЖЕНИЕ 9
Приспособление для сварки секций шинопроводов ШМА
1 - графитовый блок; 2 - свариваемые шины; 3 - откидная распорка; 4 - распорная втулка; 5 - шпилька; 6 - стальная щека; 7 - стяжной винт
ПРИЛОЖЕНИЕ 10
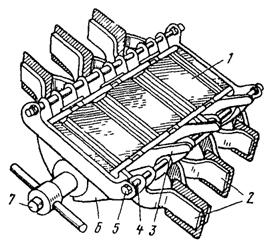
Кантователь трехфазных секций коробчатого токопровода
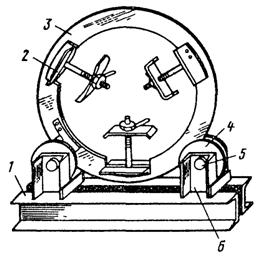
1 - основание; 2 - полки с зажимами; 3 - разъемный обод; 4 - ролики; 5 - оси роликов; 6 - стойки
ПРИЛОЖЕНИЕ 11
Центратор труб
ПРИЛОЖЕНИЕ 12
Стол для сварки тяжелых шин с пакетом лент
1 - каркас стола; 2 - шина; 3 - графитовый брусок; 4 - медная пластина; 5 - прижим; 6 - пакет лент; 7 - замок
ПРИЛОЖЕНИЕ 13
Приспособление для фиксации и подогрева шин
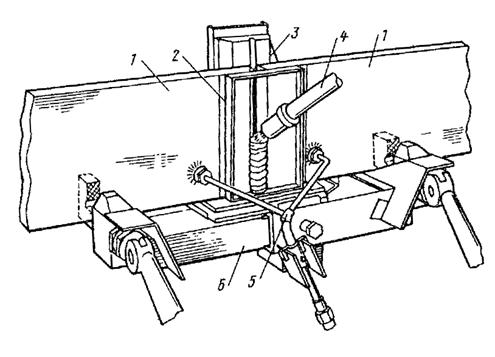
1 - свариваемые шины; 2 - газоотражатель; 3 - подкладка угольно-графитовая; 4 - горелка сварочная; 5 - горелка пропано-кислородная; 6 - основание
ПРИЛОЖЕНИЕ 14
Охладитель
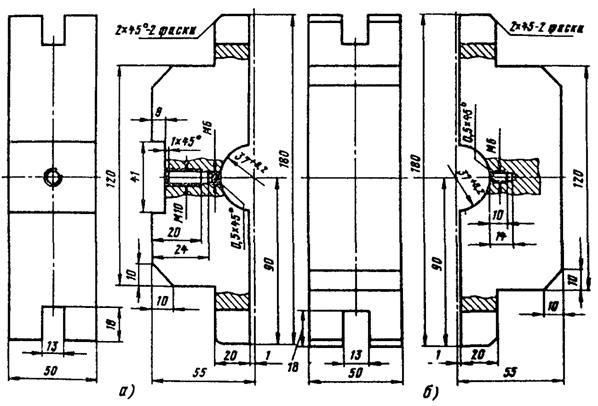
а - нижняя часть; б - верхняя часть
ПРИЛОЖЕНИЕ 15
Вкладыш медный к охладителям
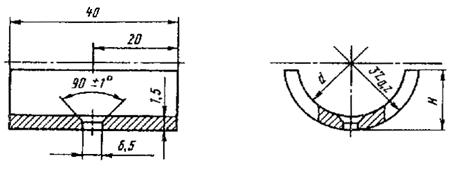
Сечение жил, мм2 | Размеры вкладыша, мм | |
d | H | |
300 | 22,5 | 10 |
400 | 25,8 | 12 |
500 | 29,5 | 13,5 |
625 | 32,7 | 15 |
ПРИЛОЖЕНИЕ 16
Формы для пропано-кислородной сварки соединений, ответвлений и оконцеваний алюминиевых жил
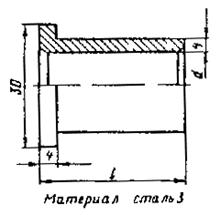
Таблица 1
Стержневое оконцевание жил
Сечение жил, мм2 | Размеры сварочной формы, мм | |
l | d | |
16 | 35 | 8 |
25 | 35 | 8 |
35 | 35 | 8 |
50 | 40 | 12 |
70 | 40 | 12 |
95 | 45 | 16 |
120 | 45 | 16 |
150 | 55 | 18 |
185 | 55 | 18 |
240 | 55 | 22 |
Таблица 2
Соединение и ответвление жил сваркой по торцам
Суммарное сечение, мм2 | Размеры сварочной формы, мм | |
l | d | |
32 | 25 | 8 |
50 | 30 | 12 |
70 | 30 | 12 |
95 | 30 | 16 |
120 | 35 | 16 |
150 | 35 | 18 |
185 | 35 | 20 |
240 | 35 | 22 |
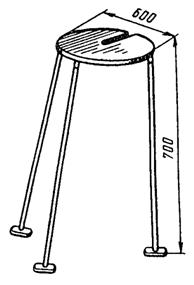
ПРИЛОЖЕНИЕ 17
Опорная стойка для оконцевания жил пропано-кислородной сваркой
ПРИЛОЖЕНИЕ 18
Формы для пропано-кислородной сварки оконцеваний алюминиевых жил наконечниками ЛАШт
Сечение жилы, мм2 | Наконечник | Размер формы *, мм | |
Внутренний диаметр | Длина | ||
70 | ЛАШт-70 | 18 | 25 |
95 | ЛАШт-95 | 22 | 30 |
120 | ЛАШт-120 | 22 | 30 |
150 | ЛАШт-150 | 24 | 30 |
185 | ЛАШт-185 | 26 | 30 |
240 | ЛАШт-240 | 30 | 30 |
* Толщина стенки у всех форм 4 мм.
ПРИЛОЖЕНИЕ 19
Гильза алюминиевая к термитному патрону для сварки кабелей на напряжение 20 и 35 кВ
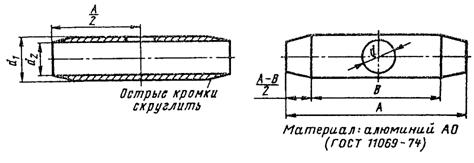
Сечение жил, мм2 | Размеры гильз, мм | ||||
А | В | d | d1 | d2 | |
25 | 47 | 33 | 5,0 | 9,9 | 6,7 |
35 | 48 | 34 | 5,5 | 11,1 | 7,9 |
50 | 52 | 38 | 8,0 | 12,8 | 9,5 |
70 | 58 | 44 | 10,0 | 14,5 | 11,3 |
95 | 66 | 50 | 12,0 | 17,5 | 13,3 |
120 | 74 | 54 | 13,0 | 19,2 | 14,8 |
150 | 74 | 54 | 14,0 | 21,0 | 16,3 |
185 | 76 | 58 | 16,0 | 22,9 | 18,3 |
Примечание. Размер d1 имеет допуск - 0,2 мм; размер d2 - +0,24 мм.
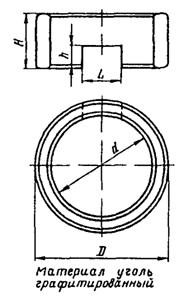
ПРИЛОЖЕНИЕ 20
Наконечники ШАС из алюминиевого сплава
Сечение жил, мм2 | Размеры наконечника, мм | |||
А | Б | Н | d | |
16 | 20 | 19 | 24 | 5,4 |
25 | 20 | 20 | 29 | 7 |
35 | 24 | 25 | 44 | 8 |
50 | 24 | 29 | 47 | 9 |
70 | 28 | 32 | 54 | 12 |
95 | 28 | 34 | 59 | 13 |
120 | 34 | 40 | 63 | 16 |
150 | 34 | 42 | 70 | 17 |
185 | 40 | 45 | 74 | 19 |
240 | 40 | 50 | 80 | 21 |
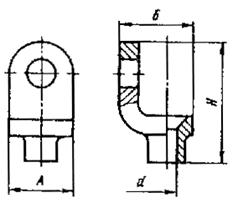
ПРИЛОЖЕНИЕ 21
Формующее приспособление для оконцевания

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
