

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
** Прутки, нарезанные из шин или листов, должны иметь квадратное сечение со стороной квадрата, равной диаметру круглого прутка, указанному в таблице. У прутков, отливаемых в уголок и имеющих в поперечнике форму треугольника, размер стороны должен быть равен 1,5 диаметра круглого прутка.
Таблица I.10
Материал | Назначение |
Пластинчатые электроды П4 | Подведение тока к шлаковой ванне; заполнение шва |
Флюс АН-А302, АН-А303 для электрошлаковой сварки | Образование шлаковой ванны; раскисление и защита металла от воздуха |
Асбест шнуровой, картон асбестовый | Уплотнение соединения |
Бензин, ацетон | Обезжиривание свариваемых кромок |
Ветошь обтирочная | Протирка кромок растворителем |
I.1.31. Электрошлаковую сварку необходимо выполнять в следующем порядке:
обрезать шины под прямым углом, зачистить свариваемые торцы металлической щеткой и удалить с них влагу. Установить шины "на ребро" на поддон формующего приспособления, обеспечив необходимый зазор специальным шаблоном. Свариваемые кромки при этом должны симметрично выступать примерно на 5 мм в пределы канавок на боковых накладках, усиливающих шов;
на верх свариваемых кромок установить вставки для вывода шлаковой ванны и кратера за пределы шин. Высота выводных вставок должна быть не менее 80 мм. Вставки могут быть из графитированного угля, стали или меди;
после установки вставок свариваемый стык сжать и в зазор между шинами установить пластинчатый электрод, слегка зажатый винтом электрододержателя. С помощью механизмов корректировки и подачи электрод установите в центре зазора между свариваемыми кромками, опустить до упора на поддон и зажать окончательно. Для лучшего наведения электрошлаковой ванны конец электрода должен быть заострен на длине мм. Электроды на сварку должны поступать очищенными и обезжиренными;
насыпать в зазор между кромками сварочный флюс, который предварительно, но не более чем за 1 ч до сварки должен быть просушен при температуре °С. Сначала засыпают примерно 1/3 необходимого количества флюса, а затем, по мере стабилизации электрошлакового процесса, высыпают остальную часть флюса;
сварку начать одновременным нажатием кнопок "Пуск" и "Вниз" на пульте управления, включающих сварочный трансформатор и механизм подачи электрода. Сначала под действием небольшого сварочного тока (около 1000 А) возникает дуга, расплавляющая нижние кромки шин и флюс. В течение первыхс при помощи регулятора скорости подачи электрода необходимо равномерно увеличивать сварочный ток до оптимального значения. В это же время в зазор высыпать оставшийся флюс. По достижении оптимального значения сварочного тока переключатель режима работ поставить в положение, при котором происходит автоматическое регулирование процесса;
в процессе сварки следить за положением электрода, который должен располагаться точно по середине зазора, а при отклонениях подправлять его механизмами продольной и поперечной корректировки;
когда шлаковая ванна достигнет выводных вставок, переключатель режимов работы поставить в положение "Ручное", снизить ток до 2А и затем отключить его нажатием кнопки "Стоп 1", не прекращая подачи электрода (для заполнения усадочной раковины). В течениес электрод оплавляется за счет тепла шлаковой ванны и заполняет усадочную раковину. Для прекращения сварки нажать кнопки "Стоп 2" и "Верх", вывести электрод из шлаковой ванны и отключить питание аппаратуры. Во время сварки могут быть выплески шлака, в этом случае необходимо добавить флюс для поддержания требуемой глубины шлаковой ванны;
после застывания шлаковой ванны раскрыть формирующее приспособление, освободить сварное соединение, закрыть вентиль водяной магистрали и произвести очистку шва от шлака.
Рекомендуемые режимы и ориентировочный расход материалов при ЭШС приведены в табл. I.11.
Особенности технологии сварки алюминиевых токопроводов различных профилей
I.1.32. При выполнении сварки токопроводов из прямоугольных плоских шин необходимо руководствоваться следующими указаниями:
а) при сварке токопроводов из одиночных шин следует выполнять стыковые соединения, а при сварке токопроводов из шин, собранных в пакеты, - нахлесточные.
Характерные типы соединений прямоугольных шин показаны на рис. I.8;
б) в зависимости от того, где выполняется сварка - в мастерской (на заводе) или в монтажной зоне, используют различные приспособления.
При сварке в мастерских (на заводе) следует применять сварочные столы с упорами (приложение 8). Приварку шин под углом также следует производить на плитах сварочных столов; при этом упоры для шин нужно располагать под углом.
При сварке в монтажной зоне следует применять переносные сборные приспособления (рис. I.9);
в) при приварке ответвительных шин внахлестку необходимо следить, чтобы расплавление кромок ответвительной шины происходило после расплавления поверхности сборной шины; в противном случае натек металла на сборную шину вызовет непровар;
г) для соединения секций шин, расположенных на ребро (например, монтажные стыки шинопроводов ШМА), а также для приварки ответвлений к смонтированным таким образом шинам выполняют нахлесточные соединения, свариваемые по верхним кромкам (рис. I.10).
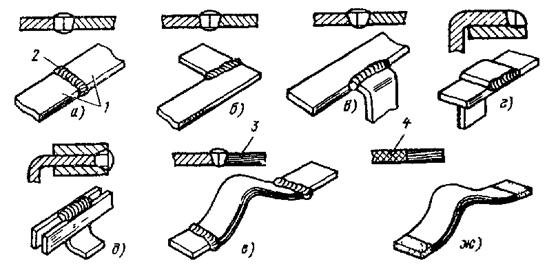
Рис. I.8. Основные сварочные соединения прямоугольных шин:
а - соединение шин встык; б - соединение под углом; в - приварка ответвления к шине, расположенной плашмя; г - приварка ответвления к шине внахлестку; д - сварка шин по верхним кромкам; е - приварка компенсатора к шинам; ж - компенсатор со сплавленными в монолит торцами; 1 - шина; 2 - сварной шов; 3 - пакет гибких лент; 4 - монолит
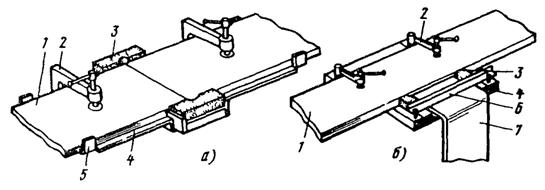
Рис. I.9. Переносные сборные приспособления для сварки шин на монтаже:
а - для сварки встык; б - для приварки ответвлений; 1 - шина; 2 - зажим; 3 - графитовый брусок; 4 - основание приспособлений; 5 - упор; 6 - откидной зажим; 7 - ответвление
Этот способ следует применять для приварки ответвлений как к однополосным, так и многополосным сборным шинам. При этом ответвления могут быть также многополосными и иметь как меньшую, так и равную толщину. При приварке шин меньшей толщины получающийся зазор должен уплотняться вставкой из шины соответствующей толщины.
Таблица I.11
Размеры свариваемой шины, мм | Сварочный ток, А | Рабочее напряжение, В | Скорость сварки, м/ч | Скорость подачи электрода, м/ч | Технологический зазор между кромками шин, мм | Размеры электрода *, мм | Расход на стык, кг | |
электродов | флюса | |||||||
60 х 430 | 4000 | 27,5 | 7,5 | 25 - 28 | 50 | 20 х 50 х 2200 | 4,9 | 0,5 |
70 х 515 | 5000 | 28 | 7,2 | 22 - 25 | 60 | 20 х 60 х 2200 | 7,5 | 0,6 |
120 х 430 | 5500 | 28,5 | 6,5 | 21 - 23 | 50 | 20 х 110 х 2200 | 9,1 | 0,9 |
150 х 430 | 6500 | 29 | 6 | 20 - 22 | 50 | 20 х 140 х 2200 | 11,2 | 1,1 |
200 х 430 | 8000 | 28 - 30 | 6 | 18 - 20 | 50 | 20 х 190 х 2200 | 14,7 | 1,4 |
* При сварке по трехфазной схеме применяют два электрода, суммарное сечение которых примерно равно сечению электрода, указанному в таблице.
Приваривать следует в специальном приспособлении, устраняющем опасность вытекания алюминия и обеспечивающем возможность наплавления слоя металла, достаточного для получения сварного шва необходимого сечения.
Сваривать необходимо так, чтобы сечение шва было не меньше сечения ответвительной шины. Для этого целесообразно кромки свариваемых шин сместить, как показано на рис. I.11, а в тех случаях, когда это невозможно, выполнить наплавку слоя металла требуемой толщины;
д) сваривать секции шинопроводов ШМА необходимо с применением специального приспособления (приложение 9);
е) для сварки пакетов тяжелых шин торцы привариваемых шин следует сместить вниз на половину их толщины. Узел скрепить и заформовать целиком (рис. I.11).
Сначала следует дугой разогреть и расплавить кромки свариваемых шин, после чего ввести в сварочную ванну присадочный пруток и начать процесс формирования шва, наплавляя металл в зазор между шинами до полного его заполнения.
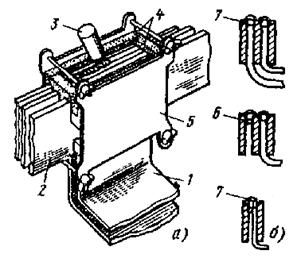
Рис. I.10. Сварка шин по верхним кромкам (а) и поперечные разрезы соединений (б):
1 - ответвление; 2 - сборная шина; 3 - горелка полуавтомата; 4 - графитовые вкладыши; 5 - сжимная пластина; 6 - алюминиевый вкладыш; 7 - сварной шов
Режимы сварки шин по верхним кромкам должны соответствовать режимам, приведенным в табл. I.3, I.5, I.6 и I.9 настоящей Инструкции.
Если ответвление идет вверх и приварка его к сборным шинам встык невозможна, то к ответвительным шинам следует приваривать предварительно под углом обрезки шин, которые затем служат для приварки к сборным шинам по верхним кромкам.
I.1.33. При выполнении сварки коробчатых токопроводов и токопроводов из профиля "двойное Т" необходимо руководствоваться следующим:
а) коробчатые шины изготавливают сваркой двух корытных профилей, собранных полками внутрь.
Характерные типы сварных соединений указанных токопроводов показаны на рис. I.12;
б) организация сварочных работ различна в зависимости от того, изготавливают секции и узлы коробчатых токопроводов на заводе и в МЭЗ или сваривают на монтажной площадке.
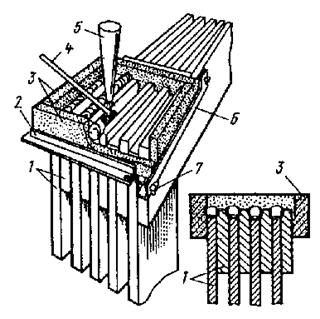
Рис. I.11. Сварка пакетов тяжелых шин по верхним кромкам:
1 - шины; 2 - каркас приспособления; 3 - угольные формующие вкладыши; 4 - присадка; 5 - электрод; 6 - откидная планка; 7 - барашек
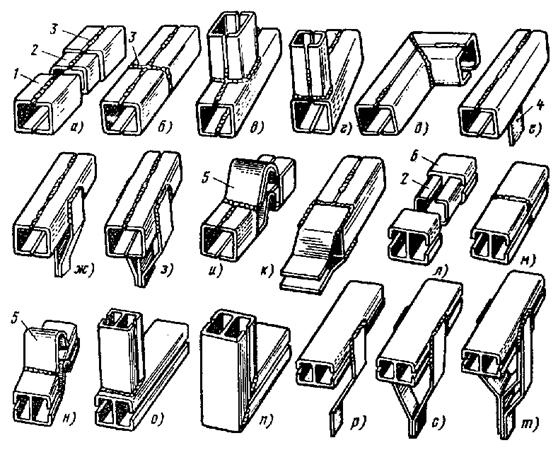
Рис. I.12. Сварное соединение коробчатого профиля и профиля "двойное Т":
а, л - секция токопровода с приваренным вкладышем; б, м - соединение встык; в, г, о - соединение впритык; д, п - угловые секции; р, с, т, е, ж, з - ответвление плоскими шинами; и, н - компенсаторы; к - оконцевание короба плоскими шинами; 1 - профиль корытный; 2 - вкладыш; 3 - шов; 4 - плоская шина; 5 - компенсатор; 6 - профиль "двойное Т"
В первом случае возможна кантовка сварных узлов, например, в кантователе, разработанном трестом Севзапэлектромонтаж (приложение 10).
Во втором случае в ряде мест при сварке неповоротных стыков смонтированных коробчатых токопроводов следует выполнить кроме нижних горизонтальные и вертикальные швы. Узлы коробчатых токопроводов конструируют таким образом, чтобы сварка в потолочном положении исключалась или сводилась к минимуму;
в) при изготовлении коробчатых токопроводов необходимо выполнять следующие работы: сварку коробов из двух шин корытного профиля; приварку вкладышей на концах прямолинейных секций для стыкования их и формирования шва при сварке на монтаже; сварку угловых секций; приварку температурных компенсаторов; оконцевание коробов плоскими шинами сваркой для подключения к выводам аппаратов; приварку к коробам дополнительных косынок и планок для исключения на монтаже сварки в потолочном положении;
г) при заготовке секций коробчатого токопровода сначала необходимо корытный профиль собрать в короб при помощи скоб, устанавливаемых на расстоянии 2 - 3 м одна от другой (рис. I.13). Зазор между полками профилей устанавливают с помощью поворотных фиксаторов. Сваривать профили следует прерывистым швом на специальной формующей лопатке, которую вставляют в зазор между полками профилей и плотно прижимают к нижней плоскости полок противовесом на конце рукоятки.
Режимы сварки такие же, как при нижней сварке шин. Длина шва около 100 мм.
Вкладыш (рис. I.12) приваривают с одной стороны каждой секции коробчатого токопровода через верхний и нижний зазоры между полками корытных профилей.
Угловые секции сваривают в соответствующих шаблонах с формовкой корня шва подкладками необходимой формы. Температурные компенсаторы следует сваривать, как указано в п. I.1.35;
д) профиль "двойное Т" сваривают в МЭЗ при изготовлении укрупненных секций и отдельных узлов токопроводов. Режимы и технология сварки аналогичны сварке коробчатых токопроводов. Сварной шов накладывают только по внешнему периметру профиля. Внутренние перемычки между собой не сваривают ввиду недоступности. Допустимость соединения профилей "двойное Т" только внешними швами подтверждается результатами испытаний.
При стыковке профиля "двойное Т" (рис. I.14) с одного торца профиля необходимо вварить вкладыши, которые облегчают сборку и служат для формирования внутренней стороны шва при сварке.
Максимально возможное количество швов следует сваривать в нижнем положении. С этой целью прямолинейные участки токопроводов сваривают в секции возможно большей длины. Сваривать удобнее в кондукторах, обеспечивающих кантовку секций на 180°;
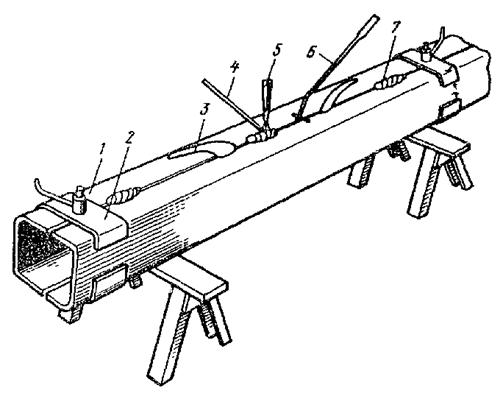
Рис. I.13. Сварка короба из корытного профиля:
1 - корытный профиль; 2 - скоба; 3 - поворотный фиксатор зазора; 4 - присадка; 5 - электрод; 6 - формующая лопатка; 7 - перемычка - соединительный шов
е) при сварке между собой установленных на изоляторы секций токопроводов на монтаже могут встретиться два случая: стык доступен для сварки с двух сторон и стык доступен для сварки только с одной стороны (например, если шина расположена близко к стене.
В первом случае (рис. I.14 а, в) к одному концу каждой из соединяемых секций следует заблаговременно приварить алюминиевые вставки и планки, а в монтажной зоне выполнить один шов в нижнем положении, два - в вертикальном и угловой шов - в нижнем положении.
Во втором случае (рис. I.14 б, г, д) коробчатый токопровод и шины профиля "двойное Т" в месте стыка должны иметь вырез, через который выполняют швы в нижнем и вертикальном положениях. После этого вырез необходимо закрыть изготовленной заранее вставкой с приваренными к ее нижним полкам планками. Вставку приваривают двумя стыковыми и двумя угловыми швами.
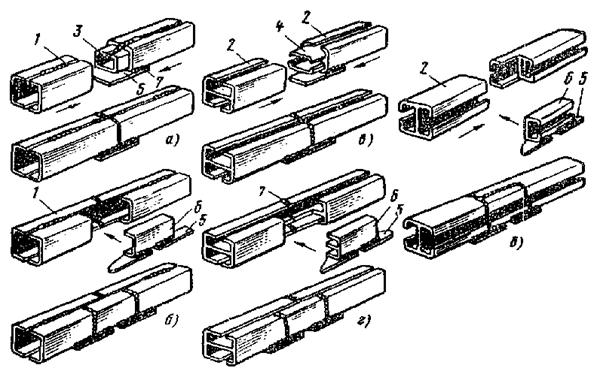
Рис. I.14. Сварка неповоротных стыков коробов и профиля "двойное Т":
1 - короб; 2 - профиль "двойное Т"; 3, 4 - вкладыш; 5 - планка; 6 - вставка; 7 - сварной шов
При использовании полуавтоматической импульсно-дуговой сварки отпадает необходимость в дополнительных планках, так как может быть выполнен потолочный шов;
ж) ответвления от коробчатых шин и шин "двойное Т" выполняют как шинами такого же профиля (рис. I.15), так и прямоугольными (рис. I.16).
Для приварки ответвлений к коробчатым шинам следует ответвительную шину прямоугольного профиля пропустить в зазоры между полками короба и приварить сверху по торцевой кромке. Для формирования швов используют подкладки с прорезью для пропускания шины. Если зазор между полками больше, чем толщина шины ответвления, в остающийся промежуток необходимо вложить отрезок алюминиевой шины. Ответвления от профиля "двойное Т" прямоугольными шинами также целесообразно выполнять сваркой по верхней кромке шины с наружной стороны профиля;
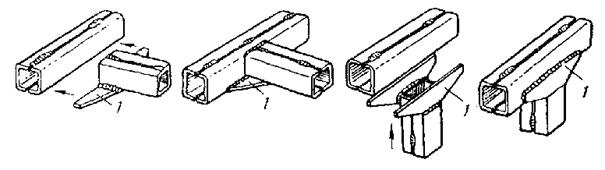
Рис. I.15. Сварка коробчатых шин:
1 - планки, привариваемые при заготовке секций
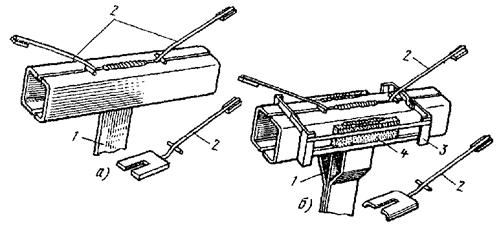
Рис. I.16. Приварка прямоугольных шин к коробам:
а - одна плоская шина; б - три плоские шины; 1 - ответвительная шина; 2 - формующие лопатки; 3 - шарнирная рамка; 4 - графитовый вкладыш
з) для температурной компенсации к смонтированным шинам приваривают два компенсатора (сначала нижний, а затем верхний). Суммарное сечение компенсаторов должно быть равно сечению профиля (рис. I.17). Так как толщина компенсатора больше толщины полок коробов, к последним с наружной стороны до монтажа должны быть приварены планки такой толщины, чтобы общая толщина планки и полки короба равнялась толщине компенсатора;
и) при сооружении трехфазных симметричных токопроводов кроме вышеописанных работ требуется сваривать угловые секции, приваривать переходные детали и сваривать стыки секций.
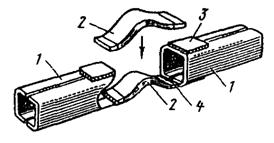
Рис. I.17. Приварка компенсаторов к коробам:
1 - секции коробов; 2 - компенсаторы; 3 - планки; 4 - сварной шов
Переходные детали применяют при сварке угольным электродом, они служат для облегчения сварочных работ в монтажной зоне. Их применение обусловлено невозможностью выполнения сварки угольным электродом в вертикальном и потолочном положениях.
При полуавтоматической импульсно-дуговой сварке переходные детали не нужны;
к) наиболее целесообразной длиной заготовляемых в МЭЗ секций токопровода является длина, равная расстоянию между компенсаторами м). Если по условиям транспортировки невозможна заготовка секций такой длины, стыковка и сварка между собой коротких секций в зоне монтажа может производиться с помощью специальных кантователей на земле, после чего секция поднимается и устанавливается на проектной отметке.
Сварка токопроводов из профиля "труба круглая"
I.1.34. При сварке токопроводов из профиля "труба круглая" необходимо руководствоваться следующими указаниями:
а) сваривают секции в МЭЗ, где может быть обеспечена кантовка узлов для выполнения швов в нижнем положении. Характерные узлы соединений шин из профиля "труба круглая" приведены на рис. I.18.
Прямолинейные секции токопроводов собирают и сваривают на стендах. Простейшим стендом могут служить две параллельно уложенные трубы. Центровка трубчатых шин достигается самой укладкой их на стенд. Кантовка свариваемых секций на таком стенде затруднена ввиду возникающего при этом значительного трения. С этой точки зрения лучшими являются роликовые стенды.
При малых объемах работ кантовать свариваемые секции можно вручную, а при больших необходимо применять механические кантователи.
Собирают секции в монтажной зоне с помощью центраторов (приложение 11) с эксцентриковыми или винтовыми зажимами, обеспечивающих совпадение осей свариваемых труб;
б) сваривать соединения труб необходимо так, как указано в пп. I.1.1 - I.1.18 настоящей Инструкции. Для формовки шва с внутренней стороны применяют подкладные кольца, изготовленные из листового алюминия толщиной 3 - 5 мм;
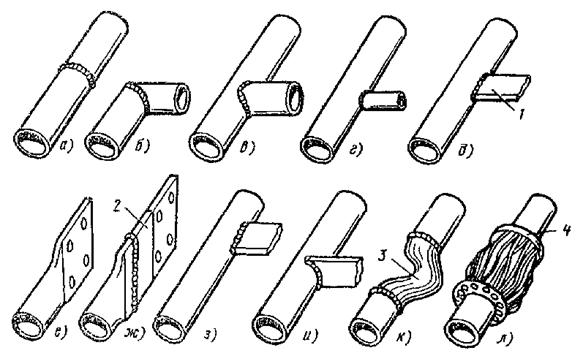
Рис. I.18. Сварные соединения шин из профиля "труба круглая":
а - соединение встык; б - соединение под углом; в, г - ответвления трубчатым профилем; д - ответвление плоской шиной; е - наконечник, выполненный сплющиванием конца трубы; ж - наконечник с приваренной медно-алюминиевой пластиной; з - поворот плоской шиной; и - ответвление от трубы плоской шиной при расположении ее на ребро; к - компенсатор, приваренный непосредственно к трубе; л - компенсатор, приваренный к фланцам; 1 - прямоугольная шина; 2 - пластина медно-алюминиевая; 3 - компенсатор; 4 - фланец
в) компенсаторы для трубчатых токопроводов изготавливают из многопроволочных алюминиевых голых проводов. Для этого в зависимости от диаметра трубы нужно нарезать куски проводов длиной мм. Концы проводов длиноймм следует распушить и очистить, как указано в приложении 1 к настоящей Инструкции.
Обработанные провода собирают в приспособление (рис. I.19), состоящее из внутренней графитовой оправки и наружного зажимного кольца, в котором производят оплавление проводов в кольцевой монолит.
К монолитной части компенсатора с обеих сторон приваривают отрезки труб (наконечники).
После сварки компенсатор следует изогнуть, придав ему требуемую форму. Если компенсатор предназначен для использования в водоохлаждаемых токопроводах, то перед изгибанием на него необходимо надеть резиновый рукав и стянуть зажимными хомутами. В этом случае длина жесткой трубчатой части компенсатора (наконечника) должна быть такой, чтобы обеспечить возможность его приварки без повреждения (поджога) резинового рукава. На не охлаждаемых водой токопроводах устанавливают компенсаторы из алюминиевых лент. При этом концы труб, к которым приваривается плоский компенсатор, необходимо сплющить. Сварку вести на режимах, соответствующих режимам сварки прямоугольных шин;
г) сварка угловых секций и приварка ответвлений должны выполняться без применения каких-либо переходных деталей, так как рекомендуемые способы сварки позволяют выполнять швы в любом пространственном положении.

Рис. I.19. Приспособление для сплавления алюминиевых проводов в монолит:
1 - внутренняя графитовая оправка; 2 - наружное зажимное кольцо; 3 - шарнир; 4 - алюминиевые провода; 5 - барашек
Для приварки ответвления из трубчатого профиля его торец необходимо обработать, так, чтобы он сопрягался с поверхностью основной трубы, или в основной трубе высверлить отверстие, равное внешнему диаметру ответвительной трубы. Собранный узел сваривают по периметру сопряжения труб. Режимы сварки должны соответствовать режимам сварки труб с меньшей толщиной стенки.
При приварке ответвления следует применять специальные приспособления, фиксирующие положение труб при сварке.
Ответвления от трубчатого токопровода шинами прямоугольного профиля, выполняемые в монтажной зоне, приваривают после установки труб на изоляторы и окончательного закрепления их в шинодержателях. При сварке шины прижимают к трубе струбцинами.
Особенности сварки компенсаторов и приварки проводов к шинам
I.1.35. При изготовлении ленточных компенсаторов и приварке пакетов гибких лент к шинам необходимо руководствоваться следующими указаниями:
а) компенсаторы следует изготовлять оплавлением концов пакетов лент в монолит при помощи аргонодуговой сварки плавящимся или неплавящимся, а также угольным электродами. Компенсаторы для сырых помещений и наружных установок сваривают только аргонодуговой сваркой.
Сборка компенсатора в приспособлении для замоноличивания показана на рис. I.20.
Режимы и технология сварки компенсаторов толщиной 8, 10 и 12 мм при замоноличивании и приварке к шинам аналогичны режимам сварки шин соответствующей толщины (см. табл. I.5, I.6 и I.9);
б) при сварке лент в монолит угольным электродом сначала следует предварительно подогреть торец пакета растянутой дугой при движении ее "на себя" со скоростью, при которой не наступало бы еще интенсивного плавления металла, но появились бы отдельные его капли. При последующем движении короткой дуги в направлении "от себя" торцы лент расплавляются на необходимую глубину и в сварочную ванну сплавляется присадочный материал.
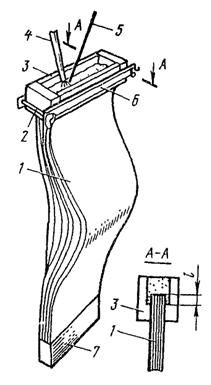
Рис. I.20. Сборка компенсатора в приспособлении для замоноличивания:
l - выступающая часть ленты для оплавления; 1 - пакет лент; 2 - зажимный винт; 3 - графитовый вкладыш; 4 - электрод; 5 - присадка; 6 - приспособление для сварки; 7 - сварной монолит
Для качественного сплавления лент необходимо перемешивать плавку присадочным прутком. В процессе сварки форму следует доверху заполнить алюминием.
Заблаговременно до сборки компенсатора алюминиевые ленты должны быть протравлены в 5 %-ном растворе каустической соды при температуре°С в течение 2 - 3 мин, тщательно промыты водой и просушены;
в) сваривать анодные стояки ошиновки электролизеров угольным электродом необходимо на специальных столах (приложение 12). Режимы сварки аналогичны приведенным в табл. I.9. Для защиты верхней ленты от прожога при сварке на пакет лент на расстояниимм от свариваемой кромки следует накладывать теплоотводящую медную пластину, по ширине равную ширине пакета лент;
г) после сварки угольным электродом место сварки необходимо тщательно зачистить от шлака и остатков флюса.
I.1.36. При приварке алюминиевых проводов к шинам и оконцевании шин медно-алюминиевыми пластинами необходимо руководствоваться следующими указаниями:
а) приваривать провода к шинам можно как угольным электродом, так и аргонодуговой сваркой. Сварные соединения проводов с шинами показаны на рис. I.21;
б) сваривать провода с алюминиевыми шинами необходимо в следующем порядке:
с проводов удалить изоляцию на длине 60 мм;
при необходимости концы проводов обезжирить ацетоном или бензином;
шину и жилы проводов зачистить стальной проволочной щеткой;
с помощью приспособлений (рис. I.22, I.23) собрать свариваемый узел;
произвести сварку: при сечении жил проводов от 16 до 95 мм2 токомА; при сечении проводов от 120 до 240 ммА; технология сварки та же, что при сварке шин;
после сварки угольным электродом место сварки тщательно зачистить стальной щеткой от шлака и остатков флюса;
в) при оконцевании алюминиевых шин переходными пластинами МА следует сваривать алюминиевую часть пластины с шиной.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
