

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
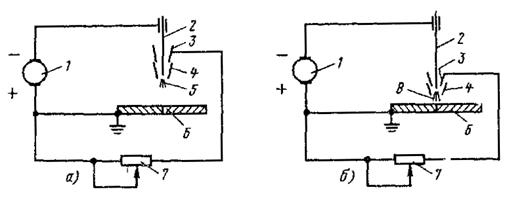
Рис. I.31. Схема питания сжатой дуги:
а - возбуждена вспомогательная дуга; б - возбуждена основная дуга; 1 - источник сварочного тока; 2 - электрод; 3 - внутреннее сопло горелки; 4 - наружное сопло горелки; 5 - вспомогательная дуга; 6 - свариваемые шины; 7 - балластный реостат; 8 - основная дуга
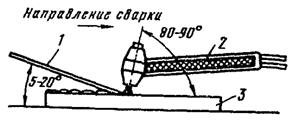
Рис. I.32. Ручная плазменная сварка:
1 - присадочный пруток; 2 - плазменная горелка; 3 - свариваемые шины
Таблица I.21
Толщина шины, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр вольфрамового электрода, мм | Диаметр сопла, мм | Длина канала сопла, мм | Расход плазмообразующего газа, л/мин |
4 | 37 - 40 | 4 | 5 | 5 | 0,8 - 1 | |
6 | 37 - 40 | 6 | 7 | 7 | 1 - 2 | |
10 | 40 - 45 | 6 | 7 | 7 | 2 - 3 | |
12,5 | 40 - 45 | 8 | 9 | 9 | 2,5 - 3,5 |
Примечания: 1. Расстояние от сопла до изделия 8 мм.
2. Расход защитного газа л/мин.
Автоматическая дуговая сварка под флюсом
I.2.34. Сваркой данного вида следует соединять медные шины толщиной 20 мм и более протяженными швами в нижнем положении.
I.2.35. Для автоматической сварки применяют комплектные сварочные автоматы АДС-1000 или ТС-17.
I.2.36. При сварке используют материалы в соответствии с требованиями п. I.2.14 настоящей Инструкции.
I.2.37. Подготовку шин к сварке выполняют согласно требованиям п. I.2.5 настоящей Инструкции.
I.2.38. При подготовке электродной проволоки ее очищают от грязи, жира и наматывают на кассету (барабан) автомата.
I.2.39. Технология сварки рассмотрена ниже на примере сварки шин размером 50 х 250 мм с блюмсом размером 50 х 60 мм швом длиной 5 м (рис. I.33):
наплавить для подогрева шины в непосредственной близости от места сварки мм) валик;
повернуть соединение в кондукторе на 45° "в лодочку" и наложить первый основной шов;
повернуть узел в обратную сторону на 90° и наложить второй основной шов с другой стороны блюмса. При этом подогревающий валик наплавлять не требуется, так как шины достаточно нагреты выполненной сваркой.
Режим сварки рассмотренного узла следующий: диаметр электродной проволоки 2,9 мм, скорость подачи проволоки 2 м/мин, сварочный ток 900 А, скорость сварки 0,5 м/мин.
Особенности сварки компенсаторов и токоведущих блюмсов
I.2.40. При сварке компенсаторов с шинами необходимо руководствоваться следующими указаниями:
а) сваривать в приспособлениях для сварки шин на подкладке с канавкой. Разделывать кромки шин не требуется. Ленты гибкого пакета следует укладывать ступенчато. Под нижнюю и на верхнюю ленты нужно положить полоски шириной 30 мм из той же ленты для защиты от подплавления крайних лент компенсатора;
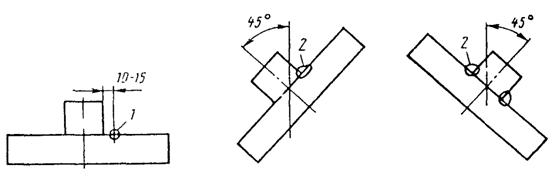
Рис. I.33. Схема автоматической сварки под флюсом медной шины:
1 - валик, наплавленный для подогрева; 2 - основной шов
б) для защиты лент от перегрева на их верхнюю поверхность на расстоянии 10 мм от кромки следует наложить медные теплоотводящие пластины толщиной мм;
в) для сварки угольным электродом режимы выбирают по табл. I.14, но сварочный, ток устанавливают на 50 А меньше. Сваривают аналогично сварке шин встык с той лишь разницей, что дугу направляют преимущественно на шину.
I.2.41. При сварке и резке токоведущих блюмсов необходимо руководствоваться следующими указаниями:
а) токоведущие блюмсы сваривать встык угольным электродом (при монтаже электролизеров) в следующем порядке: сделать скос торцов блюмсов под углом° нагреть концы блюмсов до °С; место сварки тщательно заформовать брусками из графитированного угля.
Режимы сварки приведены в табл. I.22.
Во время сварки производится интенсивное расплавление свариваемых кромок и присадки и непрерывное заполнение шва металлом;
б) приваривать ответвительные шины размером 100 х 10 мм к шинам толщиной 30 мм и к блюмсам надо при обязательном предварительном подогреве последних до °С. При сварке применять приспособления, показанные на рис. I.34. Устанавливать приспособления после нагрева шины или блюмсов. Ответвления приваривать встык к верхним кромкам шин и блюмсов.
Для сварки установить зазор 6 - 8 мм. Сила тока при сварке А. Дугу направлять преимущественно на блюмс или толстую шину. Техника сварки та же, что указана в пп. I.2.1 - I.2.11 настоящей Инструкции;
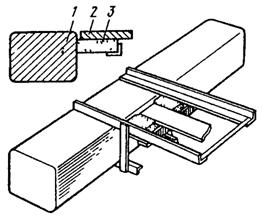
Рис. I.34. Приспособление для приварки ответвлений к блюмсу:
1 - блюмс; 2 - ответвление; 3 - угольная подкладка
в) в процессе работ по заготовке ошиновки нередко возникает необходимость в резке блюмсов. При отсутствии требуемого механического оборудования резку допускается производить дугой угольного электрода. Блюмс в месте реза должен быть нагрет до 800 °С. Сила тока при резке блюмсов такая же, как и при сварке. Резка ведется последовательным выплавлением слоев металла по вертикальной пинии. Дуговую резку угольным электродом допускается использовать как один из способов подготовки кромок блюмсов под сварку; при этом после дуговой резки блюмсов механическую обработку не производят.
Таблица I.22
Сечение блюмсов, мм | Сварочный ток, А | Технологический зазор между кромками, мм | Диаметр угольного электрода, мм | Сечение присадочного прутка, мм2 |
50 х 50 | 900 | 10 | 25 | 200 |
60 х 60 | 1100 | 10 | 30 | 200 |
90 х 90 | 1500 | 15 | 35 | 350 |
100 х 100 | 1700 | 15 | 35 | 350 |
* Постоянный ток, полярность прямая.
I.3. Сварка электромонтажных изделий из разнородных металлов
Сварка меди со сталью и с алюминием
I.3.1. Медь со сталью сваривают при изготовлении катодных узлов электролизеров алюминия (рис. I.35) угольным электродом (см. пп. I.1.19 - I.1.27 и I.2.1 - I.2.11) постоянным током А с применением формующих приспособлений. В качестве присадки используют медные прутки сечением мм2.
Перед сваркой концы стальных стержней необходимо очистить от окалины стальной щеткой или пескоструйным аппаратом, а кромки медных пластин - стальной щеткой. В качестве флюса следует применять "борный шлак", которым посыпают кромки пластин и стальной блюмс.
Шов сваривают за один проход. Перед сваркой необходимо предварительно подогреть кромки растянутой дугой, которую следует направлять преимущественно на стальной стержень. После разогрева дугу концентрируют в начале шва до образования сварочной ванны и начинают сварку. Присадочным прутком, перемещаемым вслед за дугой, необходимо перемешивать расплавленные объемы меди и стали.
I.3.2. Медь с алюминием сваривают при изготовлении переходных пластин МА и наконечников ТАМ и ШП; соединяют стыковой контактной сваркой оплавлением с ударной осадкой на переоборудованных машинах МСМУ-150 и специальных машинах МС-2006.
Сварка алюминия со сталью
I.3.3. Алюминий сваривают со сталью при изготовлении сталеалюминиевых планок аргонодуговой сваркой вольфрамовым или угольным электродом.
I.3.4. Стальные пластины перед сваркой следует алитировать по следующей технологии:
зачистить пластины до металлического блеска (лучше наждачным кругом), покрыть разведенным водой флюсом ВАМИ слоем толщиной около 0,5 мм и тщательно просушить;
погрузить пластину на 2 - 5 мин в расплавленный и нагретый до °С алюминий; вынутая из расплава пластина должна быть хорошо смочена сплошным, ровным, тонким слоем алюминия. Наличие мест, не покрытых алюминием, не допускается. Пластины с дефектным покрытием после остывания подвергнуть повторной зачистке и алитированию.
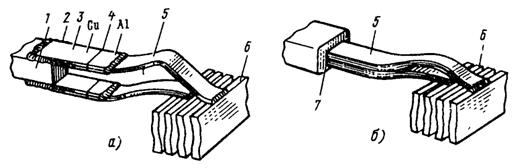
Рис. I.35. Катодный узел электролизера алюминия:
а - медно-алюминиевый гибкий спуск; б - алюминиевый гибкий спуск; 1 - катодный стальной блюмс; 2 - сварной шов медь-сталь; 3 - медно-алюминиевая пластина; 4 - стыковой сварной шов медь-алюминий; 5 - пакет алюминиевых гибких лент; 6 - алюминиевая катодная шина; 7 - стыковой сварной шов сталь-алюминий
I.3.5. Дуговую сварку стальных алитированных пластин с алюминиевыми (рис. I.36) следует выполнять на режимах, приведенных в табл. I.23 настоящей Инструкции, с соблюдением следующих требований:
а) алитированную стальную и алюминиевую пластины с тщательно зачищенными кромками укладывают в приспособлении;
б) на кромки пластин наносят флюс ВАМИ;
в) в процессе сварки дугу направляют на кромку алюминиевой пластины, осуществляя нагрев стальной натекающим на нее расплавом алюминия и не допуская плавления стали.
I.3.6. Сталеалюминиевые планки допускается изготовлять ручной аргонодуговой сваркой вольфрамовым электродом (режимы см. в табл. I.3). Сварку ведут согласно требованиям п. I.3.5 а, в настоящей Инструкции.
I.3.7. Важным условием получения механически прочного соединения является наплавка алюминия на сталь шириной не менее 15 мм как с лицевой, так и с обратной стороны.
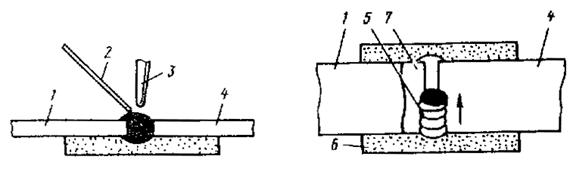
Рис. I.36. Сварка стальных алитированных пластин с алюминиевыми:
1 - стальная пластина; 2 - присадка; 3 - электрод; 4 - алюминиевая пластина; 5 - сварной шов; 6 - угольная подкладка; 7 - слой алитирования
Усиление шва (с обеих сторон) делается примерно равным толщине шины.
I.3.8. При приварке алюминиевых проводов к стальным шинам сначала следует сваривать провода с алюминиевой частью сталеалюминиевого перехода (планки), после чего приварить стальную часть перехода к шине обычными стальными электродами.
I.3.9. Алюминий сваривают со сталью также при изготовлении катодных спусков электролизеров алюминия (рис. I.33, б). Соединяют пакет алюминиевых лент со стальным стержнем стыковой контактной сваркой оплавлением с ударной осадкой на специальной машине МС-3201 или переоборудованной машине МСГА-500.
I.4. Защита сварных соединений от коррозии
I.4.1. Не удаленные после сварки остатки флюса и шлака при наличии влаги с течением времени могут вызвать коррозию алюминия и привести к частичному или полному разрушению сварных соединений лент температурных компенсаторов и шин.
Следует учитывать, что в условиях электромонтажного производства полное удаление остатков флюса возможно только из стыковых соединений плоских шин. В остальных случаях, особенно при выполнении нахлесточных соединений, соединений сваркой по торцевым и боковым кромкам и в температурных компенсаторах, флюс остается между плоскостями шин или лент.
Таблица I.23
Размеры пластины, мм | Сварочный ток *, А | Зазор между кромками, мм | Диаметр электрода, мм | Диаметр присадочного прутка, мм | Количество проходов | Размеры канавки в подкладке, мм | |
Ширина | Глубина | ||||||
30 х 3 | 150 | - | 15 | 5 | 1 | 15 | 3 |
40 х 4 | 200 | - | 15 | 5 | 1 | 20 | 3 |
50 х 5 | 200 | - | 18 | 5 | 1 | 25 | 3,5 |
60 х 6 | 250 | - | 18 | 8 | 1 | 30 | 6 |
80 х 8 | 300 | 2 | 18 | 10 | 1 | 35 | 7 |
100 х 10 | 350 | 3 | 20 | 12 | 2 | 40 | 8 |
100 х 12 | 350 | 3 | 20 | 12 | 2 | 40 | 8 |
* Постоянный ток, полярность прямая.
I.4.2. Для обеспечения достаточной коррозионной стойкости соединений необходимо флюс наносить на свариваемые кромки тонким слоем, без излишков (особенно при сварке компенсаторов), тщательно удалять после сварки остатки флюса.
I.4.3. Все сварные соединения, выполненные с применением флюса, должны окрашиваться:
в токопроводах, находящихся в сухих помещениях, теми же красителями, что и шины;
в токопроводах, эксплуатируемых на открытом воздухе, в помещениях с влажностью свыше 80 % или с химически активной средой, пентафталевой эмалью ПФ-133 или эпоксидными эмалями ЭП4171 или ЭП4173, применяемыми с отвердителем № 1 (раствор гексаметилендиамина в этиловом спирте в массовых соотношениях 1:1). Отвердитель добавляют в количестве 5 % общего количества эмали непосредственно перед окрашиванием.
I.5. Контроль качества сварных соединений
I.5.1. Качество сварных соединений зависит от качества исходных материалов, точности подготовки и сборки узлов, правильности режима сварки, а также от квалификации сварщика.
I.5.2. К работам по сварке шин допускаются сварщики не ниже третьего разряда, прошедшие специальное обучение, сдавшие технологическую пробу и аттестованные в соответствии с "Положением об обучении и проверке знаний сварщиков", утвержденным Главэлектромонтажем 30 июня 1965 г.
Технологическая проба сдается сварщиком также в случае перерыва в выполнении им сварочных работ более 6 мес. Сварщикам выдают индивидуальные клейма, которыми они отмечают каждое выполненное ими сварное соединение.
I.5.3. Контроль качества на заводах осуществляет ОТК, а на монтаже - прораб или мастер.
Во всех случаях основным методом контроля является внешний осмотр соединений, который производят после удаления шлака, брызг металла и остатков флюса.
Сварные швы должны иметь равномерно-чешуйчатую поверхность без наплывов и плавный переход к основному металлу. Швы не должны иметь трещин, прожогов, непроваров длиной более 10 % длины шва, но не более 30 мм, незаплавленных кратеров и подрезов глубиной более 0,1 толщины шины, но не более 3 мм. Сварные соединения компенсаторов также не должны иметь подрезов и непроваров на лентах основного пакета.
I.5.4. Дефекты сварки шин из алюминия и сплава АД31 устраняют подваркой. Дефектные соединения медных шин разрезают и заваривают вновь.
Если качество швов вызывает сомнение или же к швам предъявляются повышенные требования в отношении механических свойств, сваривают образцы-свидетели на тех же режимах и в тех же условиях, при которых сваривают токопроводы, для проведения механических испытаний. В особых случаях для испытаний вырезают образцы из готовых соединений. После исправления дефектов соединения повторно принимает мастер.
I.6. Техника безопасности
I.6.1. К электросварочным работам допускаются электросварщики, достигшие 18-летнего возраста, имеющие не ниже второй квалификационной группы по технике безопасности.
Все электросварщики цветных металлов при поступлении на работу и ежегодно должны проходить медицинский осмотр.
I.6.2. Сварочные установки следует располагать и устанавливать в соответствии с ПУЭ, гл. VII-6 (М., "Энергия" 1966).
При обслуживании электросварочных установок помимо указаний настоящего раздела следует выполнять указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции завода-изготовителя.
I.6.3. Все виды постоянных работ по электросварке в зданиях должны производиться в специально для этого отведенных вентилируемых помещениях, площадь и кубатура которых удовлетворяют требованиям СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
Ручная дуговая сварка или сварка в защитном газе, выполняемые систематически, должны производиться в специальных хорошо вентилируемых кабинах со светонепроницаемыми стенками из несгораемого материала. Те же виды сварки, выполняемые несистематически, а также на крупногабаритных изделиях, должны производиться при ограждении мест работы светонепроницаемыми щитами или занавесами из несгораемого материала.
I.6.4. В помещениях для сварки запрещается хранить легковоспламеняющиеся вещества и материалы.
В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах и доставке изделий к месту сварки.
I.6.5. Многопостовые агрегаты и установки из нескольких сварочных агрегатов должны располагаться в отдельном помещении или в части общего производственного помещения, отделенной постоянными перегородками, решетками, сетками и т. п. высотой не менее 1,7 м.
I.6.6. В сварочной цепи для подвода тока к электроду следует применять гибкий шланговый кабель (провод). Изоляция проводов должна быть защищена от механических повреждений. Запрещается применять сварочные провода с нарушенной изоляцией и оплеткой. При повреждении оплетки сварочные провода необходимо заключать в резиновый шланг.
I.6.7. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить гибкие провода. Использование в качестве обратного провода сети заземления, металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Следует тщательно соединять между собой отдельные элементы, используемые в качестве обратного провода (сваркой или с помощью болтов, струбцин или зажимов).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
