

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
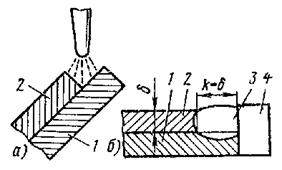
Рис. I.25. Сварка медных шин внахлестку:
1, 2 - шины; 3 - сварной шов; 4 - угольный брусок
I.2.16. При подготовке электродной проволоки ее следует очистить от жира и грязи и намотать на кассету (барабан) полуавтомата.
I.2.17. Далее необходимо установить шины в приспособлении и начать сварку (рис. I.28). Сварочную головку необходимо поддерживать на высотемм от поверхности шин. Угол наклона головки в сторону сварки не должен превышать 15° к вертикали.
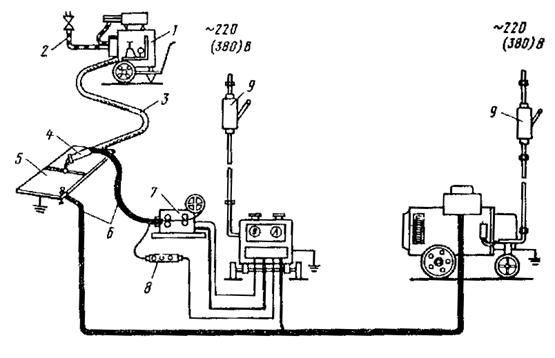
Рис. I.26. Сварочный пост для полуавтоматической сварки под флюсом (полуавтомат ПДШМ-500):
1 - флюсоаппарат; 2 - магистраль сжатого воздуха; 3 - шланг подачи флюса; 4 - сварочная головка; 5 - изделие; 6 - сварочные провода; 7 - механизм подачи проволоки; 8 - выносной пульт управления; 9 - рубильник
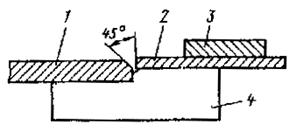
Рис. I.27. Сборка медных шин различной толщины под сварку:
1, 2 - медные шины; 3 - теплоотводящая медная пластина; 4 - угольная подкладка
При сварке шин толщиной до 6 мм головку перемещают без поперечных колебаний; при сварке более толстых шин ей сообщают поперечные колебания с амплитудой 2 - 3 мм.
Перед сваркой шин толщиной более 10 мм необходим их предварительный подогрев до °С. После подогрева стык шин посыпают флюсом "борный шлак".
Таблица I.15
Оборудование* | Назначение |
Сварочный преобразователь: ПСО-500; ПСУ-500 | Источник сварочного тока |
Сварочный выпрямитель ВДУ-504 | " " " |
Сварочный полуавтомат: ПДШМ-500; ПДШР-500; ПШ-5; ПШ-54 | Подача электродной проволоки и флюса; регулирование процесса сварки |
* Можно использовать любой из указанных типов.
Особое внимание следует уделять качественному провару начала шва, а также правильному направлению движения головки вдоль стыка.
I.2.18. В конце шва следует вывести дугу на угольный брусок, формирующий шов, нажатием кнопки на головке выключить сварочный ток и подачу электродной проволоки и перекрыть подачу флюса; неиспользованный флюс собрать для повторного применения.
I.2.19. Немедленно после сварки необходимо охладить стык водой и удалить шлаковую корку.
I.2.20. Режимы сварки и ориентировочный расход материалов приведены в табл. I.17.
Режимы полуавтоматической сварки шин внахлестку, а также сварки компенсаторов аналогичны приведенным в табл. I.17.
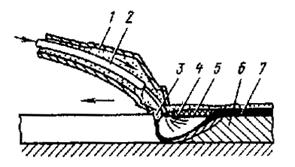
Рис. I.28. Сварка меди под флюсом:
1 - сварочная головка; 2 - электродная проволока; 3 - флюс; 4 - дуга, 5 - газовый пузырь; 6 - сварной шов; 7 - шлак
Таблица I.16
Материал | Назначение |
Проволока медная сварочная: МО, M1 | Электродная проволока, присадочный материал |
Флюсы плавленые сварочные: АН-348А, АН-26, ОСЦ-45 | Защита дуги и сварочной ванны от кислорода воздуха |
Отходы графитированных углей | Изготовление формующих подкладок |
Бензин, ацетон | Обезжиривание свариваемых кромок |
Ветошь обтирочная | Протирка кромок шин |
Таблица I.17
Размеры шин, мм | Сварочный ток *, А | Напряжение на дуге, В | Скорость подачи электродной проволоки, м/мин | Время, с | Расход на один стык, г |
| ||
подогрева | сварки | |||||||
электродной проволоки | флюса |
| ||||||
40 х 4 | 250 | 28 - 30 | 3,3 | - | 10 | 14 | 50 |
|
50 х 5 | 270 | 29 - 31 | 3,4 | - | 12 | 17 | 70 |
|
60 х 6 | 320 | 31 - 32 | 3,9 | - | 15 | 27 | 100 |
|
80 х 8 | 350 | 33 - 34 | 4,2 | - | 22 | 48 | 120 |
|
100 х 10 | 400 | 35 - 37 | 4,7 | - | 30 | 66 | 150 |
|
120 х 14 | 500 | 40 - 42 | 5,6 | 30 | 60 | 230 | 300 |
|
300 х 12 | 500 | 40 - 42 | 5,6 | 40 | 75 | 400 | 500 |
|
*Постоянный ток, полярность обратная.
Полуавтоматическая дуговая сварка в защитных газах
I.2.21. Этим видом сварки следует соединять шины из меди толщиной мм.
I.2.22. Для полуавтоматической сварки в защитном газе следует собрать сварочный пост в соответствии с требованиями п. I.1.11, но без импульсного генератора.
I.2.23. При сварке нужно использовать материалы, приведенные в табл. I.16, кроме флюсов.
I.2.24. При подготовке шин к сварке следует руководствоваться пп. I.2.5 и I.2.15 настоящей Инструкции.
I.2.25. Электродную проволоку необходимо подготовить согласно требованиям п. I.2.16 настоящей Инструкции.
I.2.26. Далее следует установить шины в приспособлении и начать сварку. Сваривать "углом назад" (рис. I.29), совершая круговые движения концом электрода.
Перед сваркой шин толщиной более 10 мм необходимо предварительно подогреть кромки до °С. Для подогрева рекомендуется использовать пропано-кислородное или ацетилено-кислородное пламя.
Для подогрева шин толщиной мм достаточно после возбуждения сварочной дуги переместить ее туда и обратно вдоль всего стыка и сразу же после этого начать сварку.
Зажигать дугу и прекращать сварку следует на подкладке из графитированного угля.
Немедленно после окончания сварки соединение необходимо охладить водой.
Режимы сварки и ориентировочный расход материалов приведены в табл. I.18.
I.2.27. Сварка одиночных шин в вертикальном и горизонтальном положениях допускается при использовании медной проволоки диаметром 1, 2 мм. В этом случае кроме оборудования, указанного в п. I.1.11 настоящей Инструкции, требуется приспособление для фиксации и подогрева шин (приложение 13).
Шины толщиной до 4 мм собирают под сварку без разделки кромок; при толщине 5 мм и более необходим односторонний скос кромок под углом 30° с притуплением около 2 мм. Зазор между кромками не должен превышать 3 мм. Шины перед сваркой подогревают. Первый проход выполняют "ниточным" швом снизу вверх. Последующие проходы также выполняют снизу вверх, но с поперечными колебаниями электродной проволоки. Облицовочный шов выполняют сверху вниз.
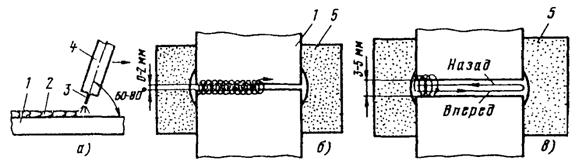
Рис. I.29. Полуавтоматическая сварка медных шин в защитном газе:
а - положение горелки при сварке; б - движение горелки при сварке шин толщиной до 6 мм; в - то же при толщине шин мм; 1 - шина; 2 - шов; 3 - сварочная проволока; 4 - сопло; 5 - уплотнительные бруски
Таблица I.18
Толщина шины, мм | Сварочный ток *, А | Напряжение на дуге, В | Скорость подачи электродной проволоки, м/мин | Расход на 100 мм шва | |
электродной проволоки, г | аргона, л | ||||
3 | 37 - 39 | 3,5 - 4,5 | 12 | 50 | |
4 | 38 - 40 | 4,5 - 5,0 | 22 | 55 | |
5 | 39 - 41 | 4,5 - 5,5 | 33 | 60 | |
6 | 40 - 42 | 5,0 - 6,0 | 47 | 65 | |
7 | 41 - 43 | 5,5 - 6,5 | 64 | 70 | |
8 | 42 - 44 | 6,0 - 7,6 | 84 | 75 | |
9 | 43 - 45 | 6,5 - 7,5 | 106 | 80 | |
10 | 44 - 46 | 7,0 | 130 | 85 |
* Постоянный ток, полярность обратная.
Режимы сварки приведены в табл. I.19.
Шов после сварки охлаждают водой.
Плазменная сварка
I.2.28. Сваркой этого вида следует соединять шины из меди толщиной до 12,5 мм при нижнем положении шва.
I.2.29. Для плазменной сварки следует собрать сварочный пост по схеме рис. I.30 из оборудования, указанного в табл. I.20.
I.2.30. При сварке используют материалы, приведенные в табл. I.12 (поз. 1, 2, 4) настоящей Инструкции.
I.2.31. Далее необходимо подготовить шины к сварке согласно требованиям пп. I.2.5 и I.2.15.
I.2.32. Подготовить сварочную проволоку согласно требованиям п. I.2.6.
I.2.33. Собрать шины в приспособлении без зазора и начать сварку. Подогреть шины, расплавить кромки и ввести присадку в соответствии с требованиями п. I.2.8 настоящей Инструкции.
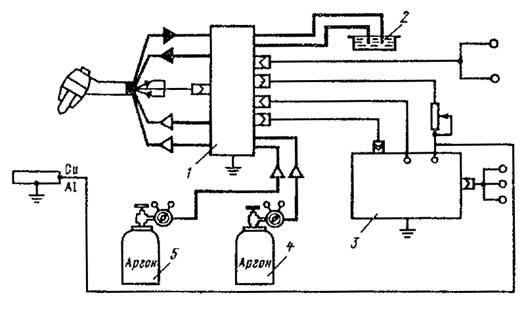
Рис. I.30. Пост для плазменной сварки:
1 - пульт управления; 2 - установка для водяного охлаждения; 3 - преобразователь сварочный; 4 - баллон с плазмообразующим газом; 5 - баллон с защитным газом
Режимы плазменной сварки приведены в табл. I.21. Схема питания сжатой дуги дана на рис. I.31, а схема сварки - на рис. I.32.
Таблица I.19
Последовательность прохода | Сварочный ток *, А | Напряжение на дуге, В | Скорость подачи электродной проволоки, м/мин | Параметры импульса | |
Амплитуда, А | Длительность, мс | ||||
1-й | 26 - 27 | 5,5 - 6,5 | 1,8 - 2,2 | ||
2-й и последующие | 24 - 26 | 4,5 - 5,5 | 1,8 - 2,2 |
* Постоянный ток, полярность обратная.
Таблица I.20
Оборудование * | Назначение |
Преобразователь: ПСО-500; ПСУ-500 | Источник сварочного тока |
Выпрямитель сварочный: ВДУ-504; ВКС-500 | То же |
Установка для плазменной сварки УРПС-3М | Ручная сварка в нижнем положении |
Установка водяного охлаждения УВ-2 | Охлаждение плазмотрона |
Реостат балластный: РБ-300; РБ-200 | Ограничение тока вспомогательной дуги |
Баллоны стальные для сжатых газов | Хранение и транспортировка плазмообразующего и защитного газов |
Редуктор КБД-25 | Регулировка рабочего давления газов |
* Можно использовать любой из указанных типов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
