

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Режимы сварки пластин МА с шинами толщиной до 12 мм аналогичны приведенным в табл. I.3, I.5, I.6, I.9. Охлаждения шва, выполненного контактной сваркой, при этом не требуется;
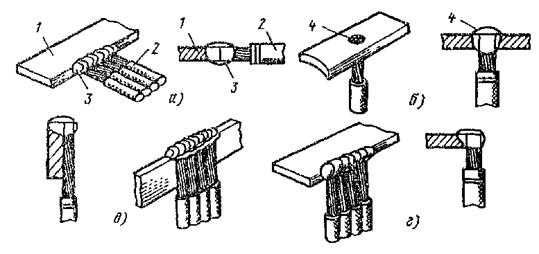
Рис. I.21. Сварные соединения проводов с шинами:
а - встык при горизонтальном расположении шины; б - электрозаклепкой; в - внахлестку при вертикальном расположении шины; г - угловое; 1 - шина; 2 - провод; 3 - сварной шов; 4 - электрозаклепка
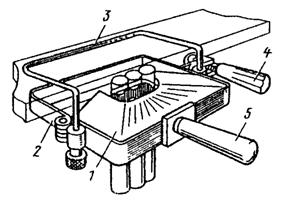
Рис. I.22. Приспособление для сварки проводов с шиной, расположенной на плоскости:
1 - медный вкладыш; 2 - шарнирная рамка; 3 - скоба; 4 - ручка зажима; 5 - ручка для переноски
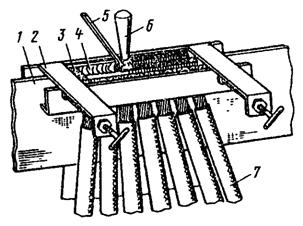
Рис. I.23. Приспособление для сварки проводов с шиной, установленной на ребро:
1 - шина; 2 - приспособление; 3 - графитовый вкладыш; 4 - сварной шов; 5 - присадка; 6 - электрод; 7 - провода
г) при сварке пакетов переходных медно-алюминиевых пластин с шинами большой толщины (рис. I.24) вследствие большого сварочного тока имеется опасность перегрева шва контрактной сварки (свыше 300 °С), что приводит к резкому росту хрупких интерметаллидов в шве медь - алюминий и разрушению пластин. Поэтому контактный шов охлаждают водой. Пакет пластин МА с шинами толщиной 29, 35, 50 мм и более собирают с водяными охладителями. Режимы сварки пакетов соответствуют режимам сварки шин (табл. I.9, табл. I.14).
I.2. Сварка шин и электромонтажных изделий из меди
Ручная дуговая сварка угольным электродом
I.2.1. Этот вид сварки следует применять для соединения шин и электромонтажных изделий из меди при нижнем положении шва.
I.2.2. Для ручной дуговой сварки угольным электродом следует применять оборудование, указанное в табл. I.7 настоящей Инструкции.
I.2.3. Для сварки необходимы материалы, указанные в табл. I.12.
I.2.4. При сварке шин и электромонтажных изделий из меди надо использовать такие же приспособления и инструменты, как при сварке из алюминия и его сплавов.
I.2.5. Подготовка шин к сварке кроме рихтовки и резки по размеру должна включать: обработку свариваемых кромок в зависимости от толщины материала в соответствии с табл. I.13; зачистку свариваемых кромок на участке не менее 30 мм от их торцов.
I.2.6. Перед сваркой следует подготовить сварочную проволоку, очистив ее от жира, грязи и разрезав на отрезки нужной длины для присадки. При необходимости несколько присадочных прутков могут быть скручены вместе.
I.2.7. Установить шины в приспособлении и насыпать на свариваемые кромки полосу флюса шириноймм.
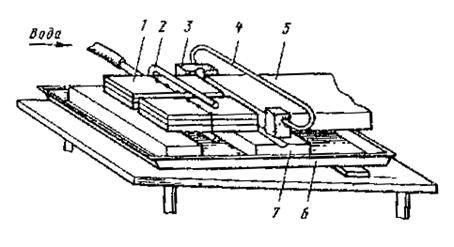
Рис. I.24. Сварка пакета медно-алюминиевых пластин с шинами большой толщины:
1 - пакет медно-алюминиевых пластин; 2 - трубчатый охладитель; 3 - угольный брусок; 4 - стальная скоба; 5 - шина; 6 - ванна для сбора воды; 7 - подкладка
I.2.8. Начиная сварку, следует подогреть свариваемые кромки путем медленного перемещения дуги вдоль них. Предварительный подогрев кромок заканчивают по появлении отдельных капель расплавленной меди в зоне дуги. После подогрева кромок дугу сосредоточивают в начале шва до появления сварочной ванны. Присадочный пруток вводят в задний край сварочной ванны (он должен плавиться от ее тепла). Сплавлять присадку каплями, внося ее в дугу, нельзя, так как это ведет к интенсивному окислению металла и образованию трещин в шве.
Таблица I.12
Материал | Назначение |
1. Проволока медная круглая электротехническая или катанка медная М0, M1 | Присадка для заполнения сварного шва |
2. Угли сварочные; допускается изготовление из электродов (отходов) дуговых электропечей (см. приложение 4) | Сварочные неплавящиеся электроды |
3. Флюс для сварки меди "борный шлак" (состав см. в приложении 5) | Раскиление свариваемого металла |
4. Бензин или ацетон | Обезжиривание кромок свариваемых шин |
5. Ветошь обтирочная | Протирка кромок шин |
Присадочный пруток используют одновременно для перемешивания сварочной ванны с целью ее дегазации и удаления шлаков. Погружая время от времени разогретый конец прутка во флюс, вносят флюс в сварочную ванну.
Сварку шин толщиной до 12 мм выполняют за один проход.
I.2.9. При сварке шин толщиной 30 мм и более необходим предварительный подогрев кромок пропано-кислородным или ацетилено-кислородным пламенем. Шины укладывают таким образом, чтобы сварка велась в сторону подъема (уклон 3 - 4°) и расплавленная медь не затекала вперед дуги, препятствуя проплавлению корня шва.
Сваривать следует в три прохода:
первый проход - расплавление корня шва. Перемещая дугу вдоль стыка, попеременно направляют ее на кромки обеих шин. При этом необходимо следить за тем, чтобы кромки шин в корне плавились равномерно. Присадочный металл при этом не вводят;
второй проход - интенсивное плавление кромок шин и присадочного металла. Во время прохода заполняют металлом основную часть шва;
третий проход - завершение формирования шва. Дугу равномерно перемещают вдоль шва, расплавляя ранее наплавленный металл. Присадочным прутком ритмично перемешивают сварочную ванну для придания шву равномерно-чешуйчатой формы.
Режимы сварки и ориентировочный расход материалов приведены в табл. I.14.
I.2.10. Медные шины следует соединять внахлестку так же, как алюминиевые.
При сварке кромки шин по возможности следует располагать "лодочкой" (рис. I.25, а), так как это способствует качественному провару кромок и получению швов нужного сечения.
При невозможности сварки "лодочкой" необходимо применять формующий угольный брусок (рис. I.25, б).
При толщине сборной шины свыше 6 мм необходим предварительный подогрев кромок дугой, как при сварке шин встык. Сваривать следует за один проход. Плавить кромки шины ответвления можно только после расплавления сборной шины во избежание непровара.
Режимы сварки шин внахлестку должны соответствовать приведенным в табл. I.14.
I.2.11. Немедленно после окончания сварки шов следует охладить водой для снятия внутренних напряжений.
Полуавтоматическая дуговая сварка под флюсом
I.2.12. Этот вид сварки следует применять для соединения шин из меди толщиной мм в нижнем положении.
I.2.13. Для полуавтоматической сварки под флюсом следует собрать сварочный пост по схеме, показанной на рис. I.26, из оборудования, указанного в табл. I.15.
I.2.14. При сварке рекомендуется использовать материалы, приведенные в табл. I.16.
I.2.15. Шины следует подготавливать к сварке согласно требованиям п. I.2.5 настоящей Инструкции.
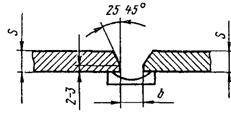
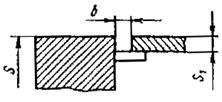
При сварке шин разной толщины (например, при приварке ответвлений) на более толстых шинах также снять фаску под углом 45° (рис. I.27). Подкладка под стыком в этом случае должна иметь уступ, высота которого равна разности толщин шин.
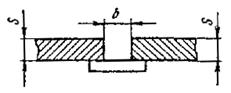
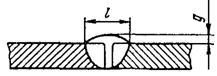
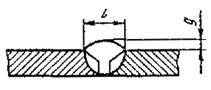
Конструктивные элементы | Способ сварки* | |
подготовленных кромок | шва сварного соединения | |
|
| РУ-Ф РУ-Ф РУ-Ф П-3 П-Ф |
|
| РУ-Ф РУ-Ф РУ-Ф П-Ф |
|
| РУ-Ф |
|
| РУ-Ф |
|
| РУ-Ф |
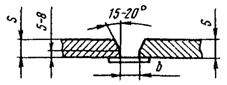
* РУ-Ф - ручная угольным электродом с добавкой флюса; П-3 - полуавтоматическая в защитных газах; П-Ф - полуавтоматическая под флюсом.
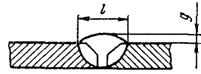
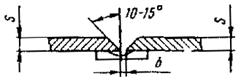
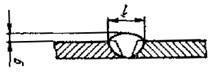
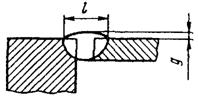
Примечание. Размеры S, b, l, g даны в миллиметрах.
Таблица I.13
S | b | l | g | |||
номинальное | предельное отклонение | номинальное | предельное отклонение | номинальное | предельное отклонение | |
3 - 6 | 2 | +2 | 15 | ±2,5 | 1,5 | ±0,8 |
6 - 12 | 4 | +2 | 20 | |||
3 - 8 | 2 | +2 | 15 | |||
8 - 10 | 4 | +2 | 20 | |||
3 - 6 | 2 | +2 | 13 | |||
12 - 16 | 3 | +2 | 27 | ±3,5 | 2,0 | ±1,0 |
16 - 22 | +2 | 30 | 2,5 | |||
22 - 30 | +2 | 40 | ±4,0 | 3,0 | ||
8 - 14 | +1 | 24 | ±3,0 | 2,0 | ||
30 и более | 4 | +2,5 | 45 | ±4,5 | 3,5 | +1,0 |
Блюмсы 50 х 50 и более | 4 | +3,0 | 50 | ±5,0 | 4,5 | ±1,0 |
Блюмс 30 и более S1 - ответвление 10 и менее | 6 | +3,0 | 25 | ±2,5 | 2,0 | ±1,0 |
Таблица I.14
Толщина шин, мм | Сварочный ток, А | Диаметр угольного электрода, мм | Диаметр присадочного прутка, мм | Расход на 100 мм шва, г | |
присадки | флюса | ||||
3 | 150 | 12 | 4 | 29 | 1 |
4 | 180 | 12 | 4 | 35 | 2 |
5 | 220 | 12 | 6 | 65 | 3 |
6 | 260 | 15 | 6 | 105 | 4 |
8 | 320 | 15 | 8 | 150 | 5 |
10 | 400 | 20 | 8 | 210 | 7 |
12 | 500 | 20 | 10 | 290 | 9 |
20 | 1000 | 30 | 15 | 450 | 12 |
30 | 1500 | 35 | 20 | 620 | 13 |
* Прямая полярность.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
