

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
II.3.34. Покрыть жилы флюсом, подготовить и насадить на жилы втулки согласно требованиям пп. II.3.7, II.3.8, II.3.10.
II.3.35. Подготовить присадку согласно требованиям п. II.3.11 настоящей Инструкции.
II.3.36. Надеть термитный патрон на жилы, оконцованные алюминиевыми втулками так, чтобы кокиль в нижней части выступал от втулки не менее чем на 7 мм (рис. II.12). Уплотнить кокиль, для чего сделать подмотку жил асбестовым шнуром и сдвинуть эту подмотку в зазор между жилами и кокилем.
II.3.37. Надеть охладитель на сложенные вместе жилы, предварительно удалив временный бандаж. Втулки охладителя подобрать по суммарному сечению соединенных жил. Если втулки не плотно охватывают жилы, последние обмотать медной фольгой.
II.3.38. Поджечь муфель термитной спичкой; одновременно с началом горения муфеля в кокиль патрона сплавить присадочный пруток. После расплавления концов жил произвести плавное перемешивание сварочной ванны мешалкой и добавить присадку до заполнения кокиля.
II.3.39. После застывания металла сколоть муфель, снять кокиль и зачистить соединение согласно требованиям пп. II.3.25, II.3.26.
Соединение жил сечением мм2
II.3.40. Для выполнения соединений необходимы:
а) стойка с соединительной планкой из набора НСПК-2;
б) рамка ножовочная ручная с полотном ножовочным для металла;
в) охладители (приложение 14);
г) вкладыши (приложение 15) к охладителям по 2 шт. на охладитель для каждого сечения жил;
д) щетка из кардоленты или стальная;
е) банка с крышкой и кисточка для нанесения флюса;
ж) инструмент согласно требованиям п. II.3.1 в - з настоящей Инструкции;
з) материалы согласно табл. II.4 (поз. 1,
II.3.41. Выполнить подготовительные операции согласно требованиям п. II.3.3 и в зависимости от сечения снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2
Снятая изоляция, мм0 120
II.3.42. Выполнить подготовительные операции согласно требованиям пп. II.3.5 - II.3.8, II.3.11 - II.3.13 настоящей Инструкции, а также установить и закрепить нижние половинки охладителя на соединительной планке, скрепленной со стойкой.
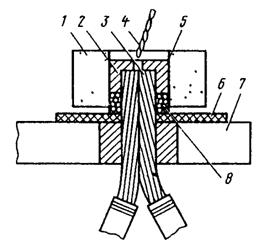
Рис. II.12. Подготовка к термитной сварке по торцам алюминиевых проводов:
1 - термитный патрон; 2 - алюминиевая втулка; 3 - провод; 4 - пруток присадочный; 5 - кокиль; 6 - подкладка асбестовая; 7 - охладитель (клещи); 8 - шнур асбестовый
Закрепить охладители на жилах, следя за тем, чтобы жилы были плотно зажаты.
II.3.43. Перед сваркой жил сечением 625 и 800 мм2 наложить теплоизоляцию на боковую поверхность патрона по обе стороны от литникового отверстия, использовав для этой цели ленты из асбестового картона шириноймм. Ленты стянуть бандажами из стали толщиной 1 - 1,5 мм.
II.3.44. У кабелей с контрольными жилами отогнуть последние, как показано на рис. II.5, и соединить пайкой после сварки основной жилы.
II.3.45. Выполнить операции по сварке и разборке согласно требованиям пп. II.3.20 - II.3.26.
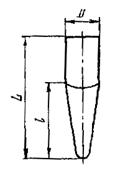
Оконцевание жил кабелей сечениеммм2 наконечниками ЛАШт
II.3.46. Для выполнения оконцеваний необходимы:
а) принадлежности и инструмент согласно требованиям п. II.3.1 а, в - з настоящей Инструкции;
б) материалы согласно табл. II.4 (поз, 12);
в) наконечники ЛАШт;
г) термитные патроны ПАН.
II.3.4.7. Выполнить подготовительные операции согласно требованиям п. II.3.3 а, б. Подготовить сварочную проволоку для присадки, как указано в приложении 1 настоящей Инструкции, и нарубить ее на кусочки (отрезки) длиной 3 - 5 мм.
II.3.48. Удалить с концов жил изоляцию на длине, на 5 мм большей суммарной длины гильзы наконечника и втулки охладителя.
II.3.49. Выполнить подготовительные операции согласно требованиям пп. II.3.5, II.3.6, II.3.13.
II.3.50. Наложить и закрепить охладители на оголенных участках жил.
II.3.51. Установить и закрепить жилу в вертикальном положении.
II.3.52. Однопроволочные секторные жилы на участке введения в наконечник спилить на 1 - 2 мм по большой оси сектора.
II.3.53. Насадить на жилу кабеля наконечник так, чтобы жила выступала на 5 - 8 мм из гильзы. Защитить наконечник экранами из асбестового картона, надеть на гильзу наконечник и термитный патрон (рис. II.13). Насыпать на торцы жил кабеля и наконечника тонкий слой порошкообразного флюса ВАМИ. В кокиль термитного патрона до его верхних кромок засыпать присадку (кусочки) и поверх нее небольшое количество флюса ВАМИ.
II.3.54. При сварке наконечников ЛАШт-150, ЛАШт-185 и ЛАШт-240 кокиль патрона прикрыть кусочком листового асбеста, который снять перед началом перемешивания плавки.
II.3.55. Поджечь термоспичкой муфель термитного патрона в верхней его части (рис. II.13, а). Черезс после окончания горения термитного патрона произвести перемешивание плавки (рис. II.13, б).
II.3.56. После затвердения металла в кокиле сколоть с помощью зубила и молотка термитный патрон, удалить кокиль и асбестовый экран. Неровности в верхней части наплыва запилить напильником; место сварки зачистить стальной щеткой и протереть тряпкой, смоченной в бензине или ацетоне (рис. II.13, в).
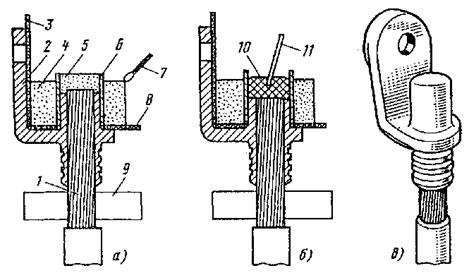
Рис. II.13. Термитная сварка наконечника ЛАШт с жилой:
1 - алюминиевая жила; 2 - наконечник; 3 - защитный экран; 4 - муфель; 5 - присадка (кусочки); 6 - кокиль; 7 - термитная спичка; 8 - защитный экран; 9 - охладитель; 10 - сварочная ванна; 11 - проволочная мешалка
Оконцевание жил сечением мм2 наконечниками ЛАС
II.3.57. Для выполнения оконцеваний необходимы:
а) принадлежности и инструмент согласно требованиям пп. II.3.1 в - з, II.3.40 а - е;
б) материалы согласно табл. II.4 (поз. 1, 3 - 10, 12);
в) наконечники ЛАС.
II.3.58. Выполнить подготовительные операции согласно требованиям пп. II.3.3, II.3.5 - II.3.8, II.3.11, II.3.41 настоящей Инструкции.
Зачистить до блеска стержневую часть наконечника, покрыть ее тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насадить на нее алюминиевую втулку термитного патрона.
II.3.59. Установить термитный патрон на жилу и стержневую часть наконечника таким образом, чтобы их стык находился в центре литникового отверстия.
II.3.60. Уплотнить кокиль термитного патрона согласно требованиям п. II.3.13.
II.3.61. Подобрать и установить вкладыши в охладителях и закрепить нижние половинки охладителей на соединительной планке.
II.3.62. Закрепить жилу и наконечник в охладителе, при этом под контактную часть наконечника, закрепляемую в охладителе, следует подложить алюминиевую пластину, по толщине равную половине толщины контактной части наконечника.
II.3.63. Выполнить операции согласно требованиям пп. II.3.17, II.3.19, II.3.43.
II.3.64. Выполнить операции по сварке и разборке согласно требованиям пп. II.3.20 - II.3.26.
II.4. Дуговая сварка
Оконцевание жил сечениеммм2 наконечниками ШАС
II.4.1. Наконечники ШАС предназначены для оконцевания жил проводов и кабелей с пластмассовой или резиновой изоляцией сечениеммм2 при помощи аргонодуговой сварки полуавтоматом или неплавящимся вольфрамовым электродом.
II.4.2. Для оконцевания аргонодуговой полуавтоматической сваркой необходимы следующее оборудование и инструмент:
а) полуавтомат ПРМ-2 или ПРМ-4 с однопостовым источником питания ПСГ-500, ВДГ-301 или другим источником постоянного тока с жесткой внешней характеристикой;
б) оснастка для оконцевания (сопла с ловителем и охладителями);
в) приставка к полуавтомату ПРМ для регулирования цикла сварки;
г) напильник плоский длиной 200 мм с насечкой № 2;
д) плоскогубцы;
е) щетка стальная;
ж) баллондля сжатого аргона.
II.4.3. Для оконцевания требуются следующие материалы:
а) сварочная проволока СвАК5 диаметром 2 мм;
б) аргон газообразный;
в) бензин Б-70 или ацетон;
г) ветошь обтирочная;
д) наконечники ШАС (приложение 20).
II.4.4. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2-
Снятая изоляция, мм45
II.4.5. Зачистить жилы и сварочную проволоку (приложение 1).
II.4.6. Включить полуавтомат ПРМ и приставку в электросеть и привести их в рабочее состояние.
II.4.7. Присоединить обратный сварочный провод (минус) источника питания к контактной лапке охладителя.
II.4.8. Установить режим сварки по табл. II.5 в соответствии с сечением оконцовываемой жилы. Правильность выбора режима проверить на отдельных образцах.
II.4.9. Надеть на оконцовываемую жилу наконечник и закрепить их в охладителе в вертикальном положении.
II.4.10. Установить горелку полуавтомата с помощью скобы, имеющейся на специальном сопле, в охладитель таким образом, чтобы сопло находилось над закрепленной жилой кабеля (рис. II.14)
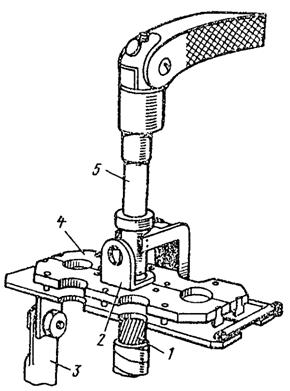
Рис. II.14. Приварка наконечника к жиле полуавтоматом ПРМ:
1 - жила; 2 - наконечник; 3 - провод сварочный; 4 - охладитель; 5 - горелка
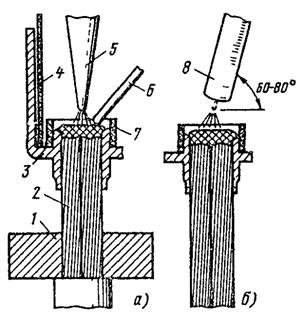
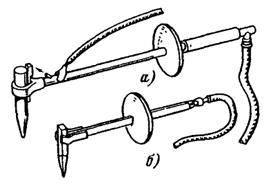
Рис. II.15. Приварка наконечника ЛА к жиле кабеля:
1 - охладитель; 2 - жила; 3 - наконечник; 4 - асбестовый экран; 5 - угольный электрод; 6 - присадочный пруток; 7 - угольная формующая втулка; 8 - горелка полуавтомата
II.4.11. Нажать пусковую кнопку на рукоятке сварочной горелки. После окончания цикла сварки отпустить кнопку, снять сварочную горелку, раскрыть охладитель и освободить жилу с приваренным наконечником.
При правильно выбранном режиме сварки зачищать оконцевание после сварки не требуется.
Приваривать наконечник ШАС к жиле можно полуавтоматической сваркой без регулятора цикла, а также ручной аргонодуговой сваркой вольфрамовым электродом. В этом случае сваривают на пониженных режимах, которые подбирают на пробных образцах.
Таблица II.5
Сечение жил, мм2 | Напряжение, В | Время сварки, с | Скорость подачи проволоки, см/с |
16 | 23 | 0,5 | 7,0 |
25 | 25 | 0,5 | 8,3 |
35 | 26 | 0,5 | 9,3 |
50 | 28 | 0,6 | 10,7 |
70 | 29 | 0,8 | 11,8 |
95 | 30 | 1,3 | 13,0 |
120 | 31 | 1,8 | 14,0 |
150 | 35 | 2,5 | 15,0 |
185 | 40 | 3,5 | 16,0 |
240 | 40 | 4,5 | 17,0 |
Сварочный ток к наконечнику подводят электрододержателем.
Оконцевание кабелей сечением мм2 наконечниками ЛА
II.4.12. Приваривать наконечники ЛА можно как дуговой сваркой неплавящимся угольным электродом (рис. II.15, а), так и полуавтоматической аргонодуговой сваркой (рис. II.15, б).
II.4.13. Для оконцевания с помощью дуговой сварки неплавящимся угольным электродом необходимо следующее оборудование:
а) однопостовый источник питания постоянного сварочного тока с падающей внешней характеристикой, например, сварочный преобразователь ПСО-300, ПСО-500 или сварочный выпрямитель ВД-301, ВД-302;
б) электрододержатель (приложение 3);
в) формующее приспособление (приложение 21);
г) напильник, плоскогубцы, щетка стальная;
д) охладители и вкладыши из набора НСПК-2 и указанные в приложениях 14 и 15.
II.4.14. Для оконцевания требуются следующие материалы:
а) сварочная проволока СвАК5 диаметром 4 мм для оконцевания жил сечением мм2 и диаметром 8 мм для жил сечением мм2;
б) сварочные угли или электроды, изготовленные из отходов графитированных анодов (приложение 3);
в) флюс ВАМИ;
г) картон асбестовый толщиной 2 - 4 мм;
д) шнур асбестовый диаметром 2 и 4 мм;
е) материалы согласно требованиям п. II.4.3 в, г;
ж) наконечники ЛА.
II.4.15. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2500
Снятая изоляция, мм
II.4.16. У жил с бумажной изоляцией снять маслоканифолевый состав тряпкой, смоченной бензином или ацетоном.
II.4.17. Выполнить операции согласно требованиям пп. II.2.38, II.2.42, II.2.43, II.2.46.
II.4.18. Установить и закрепить жилу в вертикальном положении, надеть на конец жилы наконечник, установить на него формующее приспособление и защитить контактную часть наконечника асбестовым картоном.
II.4.19. Подсоединить к охладителю сварочный провод от зажима "плюс" источника питания.
II.4.20. Сваривать при силе тока А. Дугу возбуждать на торце жилы и медленно перемещать по спирали к центру жилы, расплавляя ее проволочки и гильзу наконечника до образования монолита. Перемешивать сварочную ванну и очищать ее от шлака присадочным прутком в процессе его подачи. При сварке направлять дугу на расплавленный металл, не поджигая проволочек жилы.
II.4.21. После остывания металла удалить формующее приспособление и охладитель, зачистить сварное соединение стальной щеткой, протереть ветошью, смоченной в бензине или ацетоне, и спилить неровности шва напильником.
II.4.22. Для оконцевания полуавтоматической аргонодуговой сваркой необходимы оборудование, приспособления, инструмент и материалы согласно требованиям пп. II.4.2 а, г - ж, II.4.3 а - г.
II.4.23. Выполнить подготовительные операции согласно требованиям пп. II.2.38, II.2.42, II.4.5, II.4.15, II.4.16, II.4.18.
II.4.24. Подсоединить к охладителю сварочный провод от зажима "минус" источника питания.
II.4.25. Сваривать при силе тока А (скорость подачи электродной проволоки 3 - 4 м/мин), напряжении на дугеВ и расходе аргонал/мин.
Сварочную дугу перемещать по спирали от наружной окружности жилы к центру, следя за правильным формированием сварного шва и плавлением проволочек жилы. Сварку закончить в центре сварного соединения.
II.4.26. После остывания металла удалить формующее приспособление, зачистить при необходимости соединение стальной щеткой и запилить неровности шва напильником.
II.5. Сварка контактным разогревом
Соединение и ответвление однопроволочных жил проводов в скрутке при стендовой заготовке проводов суммарным сечением до 12,5 мм2
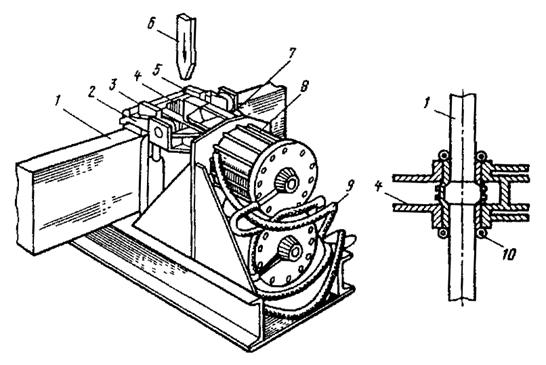
II.5.1. Соединение при стендовой заготовке электропроводок сетей освещения для жилых и общественно-бытовых зданий можно выполнять сваркой контактным разогревом аппаратами ВКЗ-1 (пистолет) (рис. II.16) и АСАП-20М с источниками питания. Сварочный ток аппарата 280 А при напряжении 2 - 4 В.
II.5.2. Снять с концов жил изоляцию на длинемм и зачистить их до металлического блеска (щеткой из кардоленты или наждачной бумагой). Скрутить жилы.
II.5.3. Отвести назад угольный электрод у аппарата ВКЗ-1 и зажать скрученные жилы губками держателя так, чтобы их торцы упирались в лунку электрода. Нажать на спусковой рычаг аппарата ВКЗ-1.
После срабатывания спускового механизма подается напряжение и угольный электрод, продвигаясь вперед, начинает сваривать. Сварка производится автоматически и прекращается в момент оплавления жил на заданную длину.
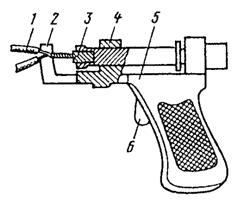
Рис. II.16. Сварка алюминиевых жил аппаратом ВКЗ-1:
1 - свариваемые провода; 2 - губка подвижная; 3 - сварочный электрод; 4 - губка неподвижная; 5 - пистолет сварочный; 6 - спусковой рычаг
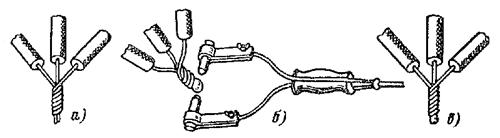
Рис. II.17. Сварка жил в клещах с двумя угольными электродами
II.5.4. Провода суммарным сечением по 12,5 мм2 в монтажной зоне соединяют сваркой контактным разогревом с применением клещей с угольными электродами (рис. II.17), подключенных к источнику питания 0,5 кВ . А при напряжении В.
II.5.5. Для соединения и ответвления жилы зачистить, скрутить и покрыть тонким слоем флюса ВАМИ на длине 5 - 6 мм.
II.5.6. Скрутку жил расположить вертикально вниз (рис. II.17, а). Перед сваркой угольные электроды клещей должны быть замкнуты и раскалены. Электроды прижать к торцам жил и держать их в этом положении до образования шарика расплавленного металла. Отвести электроды от скрутки (рис. II.17, б). После остывания место сварки зачистить от шлака, остатков флюса; покрыть изоляционным лаком и заизолировать лентой или полиэтиленовым колпачком (рис. II.17, в).
Расход материалов при пропано-кислородной, термитной и электродуговой сварке приведен в приложении 22.
II.6. Контроль качества сварных соединений, оконцеваний, ответвлений жил
II.6.1. Основным методом контроля является внешний осмотр мест сварки, который производится после удаления со шва шлака, брызг металла и остатков флюса.
II.6.2. Поверхность сварных соединений (наплавки) не должна иметь заметных трещин, прожогов, непроваров и надрезов.
II.6.3. Если качество швов вызывает сомнение, сваривают образцы-свидетели на тех же режимах и испытывают их.
II.6.4. Сварные соединения при испытании должны обеспечивать: механическую прочность не ниже прочности отожженного металла; электропроводность не ниже проводимости целой жилы.
II.7. Техника безопасности
II.7.1. При соединении, ответвлении и оконцевании жил проводов и кабелей необходимо строго выполнять требования общих и специальных разделов "Правил техники безопасности при электромонтажных и наладочных работах" (М., "Энергия", 1973), а также "Правил безопасности в газовом хозяйстве" (М., "Недра", 1970).
II.7.2. Кроме перечисленных требований при термитной сварке необходимо строго соблюдать следующее:
производить сварку в рукавицах, кожаных ботинках и в головном уборе. Следить за тем, чтобы пряди волос не выпадали из-под головного убора;
не наклоняться над горящим патроном и вводить присадку в патрон вытянутой рукой. При сварке проводов воздушных линий электропередачи на горящий патрон обязательно должен быть опущен защитный кожух приспособления для сварки;
помнить, что термитные спички не гаснут даже на ветру и в воде и что температура горения термитного патрона и термитной смеси более 2500 °С, а спичек 1500 °С, поэтому неосторожное обращение с ними может привести к тяжелым ожогам. Зажигать спичку разрешается только после закрепления ее в специальном держателе или плоскогубцах.
II.7.3. Запрещается пользоваться увлажненными патронами и работать под открытым небом во время дождя. Попадание воды на горящий патрон может вызвать взрыв и тяжелые ожоги.
ПРИЛОЖЕНИЕ 1
Химическая обработка сварочной проволоки из алюминия и алюминиевых сплавов
Для обезжиривания и удаления окисной пленки проволоку поместить на 1,5 - 2 мин для травления в ванну с 5 %-ным раствором едкого натра NaOH технического марки А по ГОСТ 2263-71. Температура раствора°С.
После травления проволоку промыть в горячей проточной воде в течениес. Промытую проволоку осветлить погружением нас в 15 %-ный раствор азотной кислоты марки "чистая" или ЧДА (ГОСТ 701-68) при комнатной температуре °С).
Осветленную проволоку промыть в проточной воде в течениес и просушить в шкафу при температуре °С.
Обработанную проволоку хранить в герметически закрытой таре в сухом месте. Срок хранения не более 15 дней.
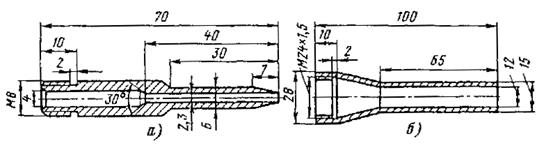
ПРИЛОЖЕНИЕ 2
Наконечник (а) и сопло (б) к полуавтомату ПРМ-2
ПРИЛОЖЕНИЕ 3
Электрододержатели
а - с воздушным охлаждением на ток свыше 800 А для сварки тяжелых шин; б - без охлаждения на ток до 800 А
ПРИЛОЖЕНИЕ 4
Электроды из графитированного угля
Сварочный ток, А | Размеры электрода, мм | ||
D | L | l | |
12 | 200 | 80 | |
15 | 200 | 80 | |
20 | 250 | 100 | |
25 | 300 | 100 | |
30 | 350 | 100 | |
1 | 35 | 350 | 150 |
1 | 40 | 350 | 150 |
ПРИЛОЖЕНИЕ 5
Флюсы
Химический состав | Содержание, % | Примечание |
ВАМИ: | ||
хлористый калий | 50 | Применяют в виде пасты или порошка |
хлористый натрий | 30 | |
криолит | 20 | |
Борный шлак: | ||
переплавленная бура | 95 | Приготовление: прокалить буру в тигле, смешать с порошком металлического магния, расплавить, остывший шлак размолоть и просеять через сито. Применяют в виде порошка. Перед применением просушить |
металлический магний | 5 | |
АН-А302: | ||
хлористый калий | 40 | |
хлористый натрий | 30 | |
хлористый литий | 20 | |
криолит | 10 | |
АН-А303: | ||
хлористый калий | 45 - 55 | |
хлористый натрий | 35 - 45 | |
криолит | 5 - 10 |
ПРИЛОЖЕНИЕ 6
Приспособление для механизированной сборки шин под сварку

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
