

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
I.6.8. Сварочные установки должны быть защищены со стороны питающей сети предохранителями или автоматами. Многопостовые сварочные агрегаты, кроме того, должны иметь автомат с максимальной защитой в общем проводе сварочной цепи и предохранители на каждом проводе к сварочному посту.
I.6.9. Подсоединять сварочные посты к многопостовому агрегату можно только при отключенном от сети агрегате.
Передвижные сварочные установки на время их передвижения необходимо отсоединять от сети.
I.6.10. Подсоединять к сети и отключать электросварочные установки на монтажном объекте, а также наблюдать за их состоянием в процессе эксплуатации должен обученный персонал.
I.6.11. Корпуса сварочных агрегатов, сварочные столы, плиты и т. п., а также обратные провода источников питания следует заземлять.
I.6.12. При одновременной работе сварщиков на различных высотах по одной вертикали должны быть предусмотрены надежные средства для защиты работающих от брызг металла и возможного падения огарков электродов и других предметов.
I.6.13. Спецодежда электросварщика должна состоять из брезентовых или суконных брюк и куртки, ботинок с глухим верхом, рукавиц, фартука с нагрудником и головного убора. При потолочной сварке необходимо пользоваться асбестовыми или брезентовыми нарукавниками. При сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, необходимо пользоваться фильтрующим респиратором.
I.6.14. При ручной сварке угольным электродом тяжелых алюминиевых и медных шин и при электрошлаковой сварке должен быть предусмотрен отсос газов непосредственно из зоны сварки. При ручной сварке рекомендуется, кроме того, подача воздуха непосредственно под щиток сварщика. В случае необходимости следует работать в шланговом противогазе.
I.6.15. Для защиты рук сварщика от ожогов излучением дуги на электрододержателе следует укрепить металлический экран. Электрододержатель должен прочно удерживать электрод. Рукоятку электрододержателя рекомендуется изготовлять из диэлектрического и теплоизолирующего материалов; металлическая рукоятка должна быть надежно изолирована.
I.6.16. Для защиты глаз и лица от лучей дуги и брызг металла сварщик должен пользоваться маской, снабженной темными светозащитными и предохранительными стеклами (табл. I.24).
Таблица I.24
Область применения | Обозначение маски | Классификационный номер | Марка стекла |
Сварочные работы током, А: | |||
30 - 75 | Э - 1 | 9 | ТС3 |
7 | Э - 2 | 10 | ТС3 |
Э - 3 | 11 | ТС3 | |
более 400 | Э - 4 | 12 | ТС3 |
Работа на открытых площадках при ярком солнечном свете и вспомогательные работы при электросварке в цехах | В-1 | 2; 4 | ТС2 |
Вспомогательные работы при электросварке в цехах | В-2 | 3 | ТС2 |
Вспомогательные работы при электросварке на открытых площадках; для газосварщиков и газорезчиков | В-3; Г-1 | 4 | ТС2 |
I.6.17. При сварке в защитных газах баллоны с газом должны быть установлены в стойках в вертикальном положении и прочно прикреплены хомутами или цепями.
Баллоны должны находиться от горелки на расстоянии не менее 5 м, а от отопительных батарей и электропроводки - не менее 1 м.
Часть II. СОЕДИНЕНИЕ, ОКОНЦЕВАНИЕ И ОТВЕТВЛЕНИЕ АЛЮМИНИЕВЫХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ СВАРКОЙ
II.1. Пропано-воздушная сварка
Соединение однопроволочных алюминиевых жил суммарным сечением до 20 мм2 в скрутке на монтаже сети освещения
II.1.1. Для выполнения соединений необходимы следующие инструменты: набор ОГК-19, плоскогубцы универсальные электромонтажные (в дальнейшем плоскогубцы), кисточка для нанесения флюса, стальная щетка.
II.1.2. Для выполнения соединений необходимы следующие материалы:
пропан (горючий газ), флюсы АФ4А, ВАМИ, ветошь обтирочная.
II.1.3. При подготовке к сварке необходимо снять с концов свариваемых жил изоляцию на длинемм, зачистить стальной щеткой и скрутить их между собой.
II.1.4. Далее следует покрыть при помощи кисточки конец скрутки тонким слоем флюса АФ4А, предварительно разведенного водой до пастообразного состояния. При сварке в сырых помещениях вместо флюса АФ4А должен применяться флюс ВАМИ.
II.1.5. Взять из набора ОГК-19 горелку с остронаправленным пламенем, присоединить рукавом к баллону с жидким газом, после чего открыть регулятор на 1/3 оборота и поднести пламя спички к горелочному соплу. После воспламенения установить с помощью регулятора необходимую интенсивность пламени.
II.1.6. Подвести жало пламени к концу скрутки (рис. II.1) и нагреть скрутку до расплавления. Появление жидкой капли металла (шарика) на конце скрутки свидетельствует о том, что провода сварились.
II.1.7. Погасить горелку, закрыв регулятор.
II.1.8. Удалить остатки флюса стальной щеткой. Протереть соединение чистой ветошью и изолировать.
II.2. Пропано-кислородная сварка
Соединение жил сечениеммм2
II.2.1. Для выполнения соединений необходимы следующее оборудование и инструмент:
а) набор НСПК-1;
б) механизмы и инструмент для округления секторных комбинированных и однопроволочных жил;
в) пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или рамка ножовочная ручная с полотном ножовочным для металла;
г) напильник плоский длиной 200 мм с насечкой № 2;
д) молоток массой 0,4 - 0,5 кг;
е) плоскогубцы;
ж) щетка стальная;
з) кисточка для нанесения флюса.
Для зарядки малолитражных баллонов сжатым кислородом применяется пункт наполнения с компрессором КН-4, выпускаемый Московским опытным заводом электромонтажной технологии, или кислородный дожимающий компрессор КД-4-250.
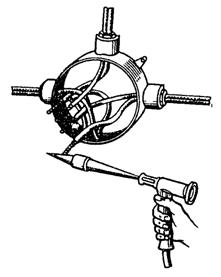
Рис. II.1. Пропано-воздушная сварка проводов в ответвительной коробке
II.2.2. Для выполнения соединений требуются материалы, приведенные в табл. II.1.
II.2.3. В зависимости от сечения необходимо снять г жил изоляцию на следующей длине*:
Сечение жилы, мм2 ;; ; 240
Снятая изоляция, мм
* Здесь и далее при сварке жил сечением до 240 мм2 длина снимаемой изоляции указана для случая использования охладителей с укороченными вкладышами (20 мм).
II.2.4. У оголенных жил с бумажной изоляцией удалить маслоканифолевый состав тканью, смоченной бензином или ацетоном.
II.2.5. Стянуть конец многопроволочной жилы бандажом из алюминиевой проволоки. При соединении секторных однопроволочных и комбинированных жил необходимо скруглить их по длине снятой изоляции. При этом не следует добиваться точной цилиндрической формы жилы, необходимо лишь, чтобы сварочная форма охватывала жилу без зазора в местах разъема.
II.2.6. Подобрать вкладыши, соответствующие сечению соединяемых жил, установить их в охладители и закрепить.
II.2.7. Выбрать сварочную форму по сечению соединяемых жил. Покрыть внутреннюю поверхность формы мелом, разведенным водой до состояния густой пасты.
II.2.8. Поставить на концы свариваемых жил 1 (рис. II.2) полуформы 2 таким образом, чтобы стык жил находился в середине литникового отверстия. Прижать полуформы струбциной 3 одну к другой и в направляющие вставить клинья 4. Легким постукиванием молотка по клиньям плотно (без зазоров) прижать поверхности полуформ друг к другу. При сварке секторных однопроволочных жил наложить на них вплотную к торцам формы уплотнение - два-три слоя асбестового шнура на длине 6 - 7 мм.
II.2.9. Наложить на оголенные участки жил 3 охладирис. II.3), установленные на соединительной планке.
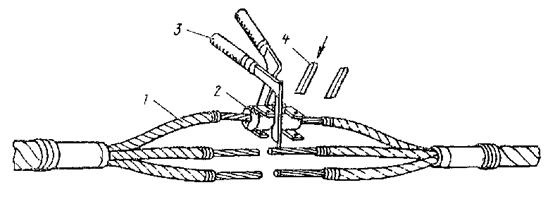
Рис. II.2. Установка сварочных форм на жилу кабеля
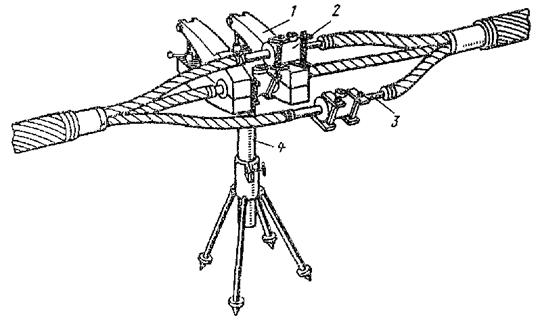
Рис. II.3. Установка и закрепление охладителей:
1 - охладители; 2 - сварочная форма; 3 - оголенные участки жил; 4 - опорная стойка
Подвести под охладители опорную стойку 4* и закрепить ее.
* При соединении проводов допускается охладители, закрепленные на соединительной планке, не крепить на стойке. В этом случае охладители кладут на какую-нибудь огнестойкую подкладку (кирпичи, асбоцемент, асбест и т. п.).
II.2.10. Поставить между охладителем и формой тепловой экран из асбестового картона толщиной не менее 4 мм.
Экраны должны быть установлены вплотную к охладителю и выступать за его края не менее чем на 10 мм. У охладителей клещевого типа экраны должны закрывать шарнир, соединяющий половинки охладителя.
II.2.11. При сварке кабелей с бумажной изоляцией защитить изоляцию жил за охладителем сухим асбестовым картоном. При сварке проводов или кабелей с пластмассовой и резиновой изоляцией на участок изоляции длиной около 80 мм за охладителями положить слой увлажненного асбеста толщиной не менее 10 мм.
Таблица II.1
Материал | Назначение |
1. Сварочная проволока* СвА5С или СвАК5 диаметром, мм: | Присадочный металл при сварке жил сечением, мм2: |
2 | 16 - 50 |
4 | 7 |
2. Шнур асбестовый диаметром 2 - 4 мм | Выполнение требуемых уплотнений |
3. Картон асбестовый толщиной 2 - 4 мм | Защита охладителей и изоляции от пламени горелки |
4. Бензин или ацетон | Промывка жил и готового соединения |
5. Мел электродный | Покрытие внутренних поверхностей сварочной формы |
6. Шкурка шлифовальная № 8 | Зачистка присадки и монолита соединения |
7. Ветошь обтирочная | Протирка присадки и соединения |
8. Лента изоляционная прорезиненная | Наложение бандажей на изоляцию кабеля у среза |
9. Кислород газообразный сжатый | Сжигание пропана |
10. Пропан | Горючий газ |
11. Флюс АФ4А | Растворение пленки окиси алюминия при сварке жил кабелей, соединяемых в герметичных муфтах |
12. Флюс ВАМИ | Растворение пленки окиси алюминия при сварке жил проводов |
* При отсутствии сварочной проволоки указанных марок допускается использовать проволоку из повивов жил.
II.2.12. Осмотреть горелку и убедиться в ее исправности. Проверить наличие инжектора и чистоту его отверстия. Ввернуть инжектор до отказа по часовой стрелке в наконечник и отвернуть на 1/2 оборота.
Установить наконечник в ствол горелки (рукоятки); при этом инжектор должен упираться в седло ствола. Закрепить наконечник накидной гайкой. Присоединить кислородный шланг к рукоятке и закрыть на ней кислородный вентиль и вентиль для пропана.
II.2.13. Перед присоединением к рукоятке шланга для пропана проверить наличие инжекции (подсоса) в каналах для пропана, которая необходима для устойчивого горения пламени, для чего следует установить по манометру редуктора рабочее давление кислорода 0,15 МПа (1,5 кгс/см2); открыть на рукоятке горелки вентили для кислорода и пропана; приблизить палец к штуцеру для пропана на рукоятке горелки (ощущение притяжения пальца к штуцеру свидетельствует о наличии инжекции пропана струей кислорода и правильности сборки горелки).
При отсутствии подсоса пытаться зажигать горелку категорически запрещается.
Для создания подсоса следует плотно прижать инжектор к седлу рукоятки горелки и при необходимости прочистить каналы тонкой медной проволокой. При наличии инжекции присоединить шланг для пропана к штуцеру на стволе горелки и закрепить накидной гайкой, имеющей левую резьбу.
Обжать и закрепить шланги на штуцерах хомутами.
II.2.14. Проверить все соединения на плотность следующим образом: открыть вентиль на баллоне с пропаном; поворотом винта редуктора по часовой стрелке установить давление после редуктора 0,3 МПа (3 кгс/см); все соединения, в том числе и резьбовые, покрыть мыльной эмульсией. Отсутствие пузырьков свидетельствует об исправности соединений. Таким же образом необходимо проверить плотность соединений кислородного шланга при давлении кислорода 0,6 МПа (6 кгс/см2).
При проверке на плотность вентили для кислорода и пропана на стволе горелки должны быть закрыты.
II.2.15. Нарезать сварочную проволоку для присадки на отрезки длиной 0,5 м.
Протереть отрезки чистой ветошью, смоченной в бензине или ацетоне, после чего зачистить шлифовальной шкуркой и вновь протереть сухой ветошью. Покрыть присадку тонким слоем флюса, предварительно разведенного водой до пастообразного состояния.
Вместо присадочных прутков из проволоки диаметром 4 мм и более могут быть использованы присадочные прутки, изготовленные из скрученных вместе проволок меньшего диаметра.
II.2.16. Открыть вентиль на баллоне с пропаном и установить рабочее давление газа 0,03 МПа (0,3 кгс/см2).
II.2.17. Открыть вентиль на баллоне с кислородом и установить рабочее давление кислорода 0,15 МПа (1,5 кгс/см2).
II.2.18. Повернуть вентиль пропана на стволе горелки на 1/4 оборота (на вентиле надпись "ацетилен") и зажечь горелку пламенем спички.
II.2.19. Повернуть вентиль кислорода на стволе горелки на 1/4 оборота. Чередованием поворотов (на открывание) вентилей пропана и кислорода довести пропано-кислородное пламя до нормального, после чего приступить к сварке.
II.2.20. Сначала сваривать жилы, расположенные внизу, а затем верхние.
II.2.21. Горелка должна равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте.
После нагрева формы до красного цвета ввести покрытую флюсом присадку через литниковое отверстие и расплавить ее до заполнения литника расплавом алюминия.
II.2.22. Перемешать расплав алюминия мешалкой, не прекращая нагрева сварочной формы до полного расплавления проволок жилы в объеме сварочной ванны. Чередовать перемешивание с добавлением присадки.
II.2.23. Тщательно перемешивая расплав и удаляя шлаки, убедиться в полном расплавлении проволок жилы в объеме сварочной ванны, после чего прекратить подогрев сварочной формы. Во время остывания расплава алюминия при необходимости добавить присадку.
Аналогично соединяют остальные жилы кабеля.
II.2.24. По окончании сварки погасить горелку, закрыв на ее рукоятке сначала вентиль пропана, затем кислорода.
II.2.25. В конце смены или при перерывах более 2 - 3 ч из шланга следует выжечь горючий газ; сначала перекрыть вентиль на баллоне с пропаном, затем на баллоне с кислородом и освободить нажимные винты редукторов.
После того как пламя горелки погаснет, перекрыть вентили на рукоятке горелки.
II.2.26. При соединении четырехжильных кабелей с нулевой жилой сечением 10 мм2 последнюю следует припаивать в медной гильзе припоем А.
II.2.27. Выбить клинья из сварочных форм легким постукиванием молотка и отделить полуформы.
II.2.28. Произвести осмотр соединений. При наличии одной-двух неприваренных проволок припаять их к монолиту припоем А. При большем количестве неприваренных проволок повторить сварку.
II.2.29. Снять защитный экран и охладитель с жилы кабеля и асбест с изоляции.
II.2.30. Удалить клещами ПК-1 со специальными губками или спилить ножовкой литниковую прибыль.
II.2.31. Зачистить напильником острые края и неровности в месте основания литниковой прибыли и на концах монолитной цилиндрической части сварного соединения.
II.2.32. Зачистить место соединения стальной щеткой, протереть тканью, смоченной в бензине или ацетоне, до полного удаления шлака и опилок. При сварке проводов место соединения покрыть асфальтовым или другим влагостойким лаком и изолировать обычным способом.
Соединение жил сечением мм2
II.2.33. Для выполнения соединений необходимы:
а) набор НСПК-2;
б) сварочная форма ФС-500, ФС-800, ФС-1000, ФС-1500;
в) баллондля сжатого кислорода;
г) баллон для пропана;
д) редуктор для пропана ПБО-5![]() ;
;
е) кислородный редуктор КБД-60![]() ;
;
ж) охладители (приложение 14);
з) вкладыши к охладителям (приложение 15) по 2 шт. на охладитель для каждого сечения;
и) ручная ножовочная рамка с ножовочным полотном для металла;
к) плоский напильник длиной 200 мм с насечкой № 2;
л) молоток массой 0,4 - 0,5 кг;
м) стальная щетка;
н) кисточка для нанесения флюса.
II.2.34. Кроме материалов, указанных в табл. II.1 (пози 12), необходима сварочная проволока СвА5С или СвАК5 диаметром 8 мм*.
* При отсутствии сварочной проволоки указанных марок допускается использовать проволоку из повивов жил.
II.2.35. В зависимости от сечения необходимо снять с жил изоляцию на следующей длине:
Сечение жилы, мм2; 1500
Снятая изоляция, мм0
II.2.36. У оголенных жил с бумажной изоляцией следует удалить маслоканифолевый состав тканью, смоченной бензином или ацетоном.
II.2.37. Пропустить между прядями жилы кабелей АсВВ вплотную к срезу изоляции асбестовый шнур диаметром 4 мм, как показано на рис. II.4.
У кабелей АСБ-1к и АСБ-2к отогнуть контрольные жилы 2 (рис. II.5). Радиус изгиба контрольной жилы должен быть не меньше ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы кабеля 1, оставшиеся после отгибания контрольных жил, заполнить шнуровым асбестом или отрезками алюминиевой проволоки 3. Концы отрезков, обращенные к отогнутым контрольным жилам, следует спилить напильником под углом 60°.
II.2.38. Установить и закрепить в охладителях вкладыши, соответствующие сечению соединяемых жил.
II.2.39. Выбрать сварочную форму в зависимости от сечения соединяемых жил:
мм2
ФС-500
625; 800 ФС-800
1000 ФС-1000
1500 ФС-1500
В сварочные формы ФС-500 и ФС-800 при необходимости установить разъемные стальные вкладыши, соответствующие сечению соединяемых жил.
II.2.40. Покрыть с помощью кисточки внутренние поверхности формы мелом, разведенным водой до пастообразного состояния.
II.2.41. Поставить на концы соединяемых жил сварочные полуформы так, чтобы стык жил находился в середине литникового отверстия. Прижать полуформы одну к другой и в направляющие вставить клинья. Легким постукиванием по клиньям молотком плотно прижать поверхности полуформ друг к другу. Уплотнить линию разъема в нижней части формы асбестом.
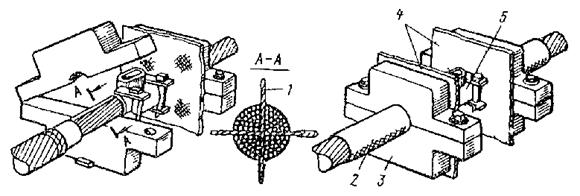
Рис. II.4. Соединение жил кабеля АсВВ, собранное под сварку:
1 - асбестовый шнур, пропущенный между прядями жилы; 2 - жила, обернутая асбестом; 3 - охладитель; 4 - экран из листового асбеста; 5 - сварочная форма с клиновыми сжимами
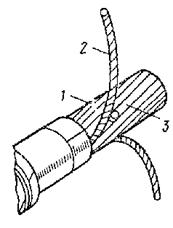
Рис. II.5. Подготовка кабеля АСБ-2к к пропано-кислородной сварке
II.2.42. Установить охладители на оголенные участки жил на расстояниимм от среза изоляции и плотно стянуть их на жиле болтами.
II.2.43. На кабелях с бумажной изоляцией обернуть изоляцию за охладителем сухим асбестовым картоном так, чтобы защитить контрольные жилы и изоляцию от пламени горелки.
На жилах с пластмассовой изоляцией на изоляцию за охладителями на длине мм наложить слой размоченного в воде асбеста толщиной не менее 10 мм.
II.2.44. Поставить между охладителями и формой (вплотную к охладителю) экраны из асбестового картона толщиной не менее 4 мм (рис. II.4).
II.2.45. Проверить газоаппаратуру согласно требованиям пп. II.2.12 - II.2.14, при этом при проверке наличия разрежения в каналах горелки для пропана установить по манометру рабочее давление кислорода равным 0,5 МПа (5 кгс/см2).
II.2.46. Подготовить присадку согласно требованиям п. II.2.15, разрезав ее предварительно на отрезки длиной 1 м.
II.2.47. Установить рабочее давление пропана 0,15 МПа (1,5 кгс/см2), а кислорода 0,5 МПа (5 кгс/см2) и приступить к сварке. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19.
II.2.48. При сварке пламя боковых мундштуков направлять на стенки сварочной формы, а среднего мундштука - через литниковое отверстие - непосредственно на свариваемые жилы кабеля. Горелка должна равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте.
После нагрева формы до красного цвета начать вводить присадку через литниковое отверстие. Присадку следует подавать до заполнения литника расплавом алюминия. Перемешать расплав алюминия мешалкой, не прекращая нагрева. Убедившись в полном расплавлении проволок жил в объеме сварочной ванны, уменьшить пламя горелки и продолжать подогрев верхней части формы, вводя одновременно присадку для заполнения усадочной раковины.
II.2.49. По окончании сварки, а также в конце смены и при перерывах действовать согласно требованиям пп. II.2.24 и II.2.25 настоящей Инструкции.
II.2.50. Выполнить операции по разборке и очистке соединений согласно требованиям пп. II.2.27 - II.2.32.
II.2.51. Соединить контрольные жилы кабеля АСБ-800-2к пайкой припоем ПОС-40.
Соединение и ответвление жил проводов сечениеммм2 сплавлением по торцам в общий монолитный стержень
II.2.52. Для выполнения соединений необходимы:
а) формы (приложение 16);
б) горелка, рукава для газа, редукторы для кислорода и пропана и охладители с вкладышами из набора НСПК-1;
в) баллоны для кислорода и пропана согласно требованиям п. II.2.33 в, г настоящей Инструкции;
г) инструмент согласно требованиям п. II.2.1 г - з;
д) опорная стойка (приложение 17);
е) материалы согласно табл. II.1 пози 12.
II.2.53. В зависимости от суммарного сечения необходимо снять с жил изоляцию на следующей длине:
Сечение жилы, мм2 ... До
Снятая изоляция, мм
II.2.54. Подобрать форму по суммарному сечению соединяемых жил проводов 3 (рис. II.6). Форма берется для ближайшего большего сечения. Покрыть внутренние поверхности формы мелом, разведенным водой до состояния густой пасты.
II.2.55. Подобрать вкладыши 1, соответствующие суммарному сечению соединяемых жил, установить их в охладители 7 и закрепить.
II.2.56. Вставить концы жил в стальную форму 2 и уплотнить ее нижнюю часть шнуровым асбестом 5. Надеть охладитель, положить его на опорную стойку и защитить асбестовым картоном 6. При необходимости в месте установки охладителя на жилу намотать уплотнение из медной фольги.
II.2.57. Подготовить газоаппаратуру и присадку 4 согласно требованиям пп. II.2.12 - II.2.15.
II.2.58. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19 и приступить к сварке.
II.2.59. В процессе сварки действовать согласно требованиям пп. II.2.21 - II.2.23.
II.2.60. Погасить горелку согласно требованиям пп. II.2.24, II.2.25.
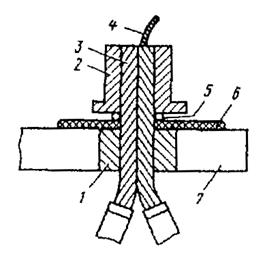
Рис. II.6. Подготовка соединения к сварке
II.2.61. По окончании сварки снять охладитель, форму и зачистить поверхность монолитного соединения.
Стержневое оконцевание жил проводов сечениеммм2 сплавлением в монолит с добавкой легирующих присадок
II.2.62. Для стержневого оконцевания необходимы:
а) формы (приложение 16);
б) горелка, рукава для газа, редукторы для кислорода и пропана и охладители с вкладышами из набора НСПК-1;
в) баллоны для кислорода и пропана согласно требованиям п. II.2.33 в, г;
г) инструмент согласно требованиям п. II.2.1 г - з;
д) опорная стойка (приложение 17);
е) материалы согласно требованиям табл. II.1 (поз, 12), а также проволока диаметром 2 - 4 мм из алюминиевого сплава марки СвАМг5, СвАК5 или АД35, используемая в качестве легирующей присадки для повышения твердости стержня при оконцевании.
II.2.63. В зависимости от сечения жил необходимо снять изоляцию на следующей длине:
Сечение жилы, мм2..
Снятая изоляция, мм
II.2.64. Подобрать форму 1 (рис. II.7) по сечению оконцовываемой в монолит жилы 2. Покрыть внутреннюю поверхность формы мелом, разведенным водой до состояния густой пасты.
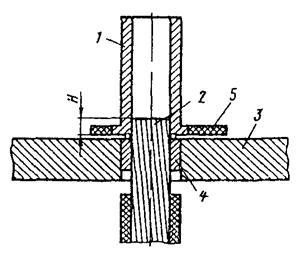
Рис. II.7. Подготовка жилы к оконцеванию
II.2.65. Подобрать вкладыши 4, соответствующие сечению жилы, установить их в охладители 3 и закрепить.
II.2.66. Вставить конец жилы в форму на длину Н в зависимости от сечения жилы:
Сечение жилы, мм2
Н, мм
II.2.67. Надеть охладитель, положить его на опорную стойку и защитить асбестовым картоном 5.
II.2.68. Подготовить газоаппаратуру и присадку согласно требованиям пп. II.2.12 - II.2.15.
II.2.69. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19 и приступить к сварке.
II.2.70. В процессе сварки действовать согласно требованиям пп. II.2.21 - II.2.23, обращая внимание на разогрев в первую очередь нижней части формы, где находится жила.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
