
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При описании формальных параметров процедуры можно явно задавать их тип через двоеточие. При таком описании Maple автоматически проверяет тип фактического параметра и выдает сообщение об ошибки в случае его несовпадения с типом формального параметра.
После заголовка процедуры может следовать описательная часть процедуры, отделяющаяся от него пробелом. При описании локальных переменных, используемых только внутри данной процедуры можно использовать описатель, который задается служебным словом local, после которого через пробел необходимо указать имена локальных переменных. Использование глобальных переменных в процедуре можно задавать служебным словом global, который должен размещаться в описательной части процедуры.
Для выхода из процедуры в любом месте ее тела и присваивания результату ее работы по выполнению нужной команды можно использовать команду RETURN(val), где val – возвращаемое значение, которое может иметь различный тип при выходе из разных мест процедуры.
Для аварийного выхода из процедуры в случае возникновения ошибки и сообщения о случившемся можно использовать команду ERROR(‘string’), здесь string – сообщение, которое выводится на экран монитора в аварийной ситуации. Таким образом, общий вид структуры процедуры можно изобразить следующим образом:
имя процедуры:=proc(список параметров процедуры)VlocalVсписок локальных переменных, приведенных через запятую; globalVсписок глобальных переменных, приведенных через запятую; RETURN(val); ERROR(‘error in body of procedure’);… end;
Пример.
[> examp:=proc(x) local y, w; global z; if x<0 then RETURN(-x); elif x=0 then ERROR('Variablex=0'); fi;[x, x^2,x^3]; end;
![]()
![]()



[> examp(-1);
[> examp(0);
Error, (in examp) Variablex = 0
[> examp(2);
11. СПОСОБЫ ВВОДА И ВЫВОДА ИНФОРМАЦИИ
В СРЕДЕ MAPLE
Для сохранения имен (индентификаторов) переменных и их значений во внешнюю память в виде файла с именем name.txt необходимо ввести команду:
save список имен переменных, перечисленных через запятую, “имя файла с расширением txt”;
Если в качестве расширения указан символ m, то файл будет записан во внутреннем Maple-формате, при всех других расширениях в текстовом формате. Для вывода на экран сохраненной в файле информации используется команда
read “имя файла”;
Пример.
[> restart;
[> examp:=proc(x) local y, w; global z; if x<0 then RETURN(-x); elif x=0 then ERROR('Variablex=0'); fi; y:=x; w:=x^2; z:=x^3; save y, w,z,"nnn. txt"; close ("nnn. txt"); end;
![]()







[> examp(-1);
[> examp(0);
Error, (in examp) Variablex = 0
[> examp(2);
[> read "nnn. txt";
Для записи всего содержимого экрана в файл можно использовать следующие две команды.
Первая команда
writeto (“имя файла”)
в результате выполнения этой команды вся информация, содержащаяся на экране, будет сохранена в файле с указанным именем. Причем, если указанный файл существовал во внешней памяти, то хранящаяся информация будет заменена на новую.
Вторая команда
appendto (“имя файла”)
дает возможность добавить информацию, отображаемую на экране, после данной команды в конец существующего файла.
Пример.
[> f:=12;
[> f1:=factor (y^2-3*y); save f, f1, "n1.txt";
[> appendto ("n1.txt");
[> solve(x^2-3*x+2=0,x);
В результате выполнения команды save f,f1, "n1.txt"; будет создан текстовый файл n1.txt, который будет содержать следующую информацию:
f := 12;
f1 := y*(y-3);
а в результате выполнения команды appendto ("n1.txt"); содержимое файла примет вид:
f := 12;
f1 := y*(y-3);
[> solve(x^2-3*x+2=0,x);
2, 1
В пакете Maple предусмотрен ряд команд вывода информации на экран. Наиболее простыми из них являются команды
print(список Maple-выражений, перечисляемых через запятую);
и
lprint(список Maple-выражений, перечисляемых через запятую);
причем, если переменной ничего не присвоено, то на печать выводиться ее имя, в противном случае выводится ее значение.
Пример.
[> x:=y^2: print (x, 'primer 1', y, factor(x-5*y));
Пример.
[> x:=y^2: lprint (x, 'primer 2', y, factor(x-5*y));
y^2, primer 2, y, y*(y-5)
Из приведенных примеров следует, что команда print выводит выражения через запятую в естественном математическом виде, а команда lprint выводит информацию в стиле строки вывода и выражения отделяются друг от друга запятой и пробелами.
Пакет Maple можно использовать для анализа и графической интерпретации числовой информации, находящейся в текстовом файле, полученной как при помощи самого пакета, так и других программных приложений. Как правило, в текстовом файле числа записаны по строкам. Для считывания числовой информации из текстового файла можно использовать команду:
readdata(“имя файла”, тип переменной(integer/float – последний тип устанавливается по умолчанию),счетчик чисел);
Перед использованием данной команды необходимо ее активизировать при помощи команды:
readlib(readdata):
Пример.
[> restart;
[> readlib(readdata):
[> ff:=readdata("aa. txt",integer,8);
[> x:=ff[1];
[> y:=x[5];
[> y1:=ff[1,5];
[> f:=readline("aa. txt");
Двойная индексация в переменной ff связана с тем, что числа представляются в виде двумерного массива, при этом число строк массива соответствует числу считанных строк, а количество столбцов определяется последним параметром команды readdata. Как следует из приведенного примера команда readline выводит числовые данные в виде переменной типа string.
12. ИСПОЛЬЗОВАНИЕ МАТЕМАТИЧЕСКОГО ПАКЕТА MAPLE ДЛЯ НАУЧНЫХ ИССЛЕДОВАНИЙ
В данном разделе рассмотрим пример исследования средствами Maple решения прикладных инженерных задач. Приведенные примеры показывают возможности пакета Maple при решении инженерных задач, связанных с исследованием режимов работы оборудования, в зависимости от конструктивных и технологических параметров, комплексов и проиллюстрировать возможности программного и командного режимов работы пользователя в среде Maple. Далее приведены фрагменты исследований, сопровождаемые краткими пояснениями.
12.1. Исследование влияния изменяемых параметров плоской помольной камеры мельницы противоточного действия на скорость энергоносителя
12.1.1. Постановка задачи
Струйные мельницы являются разновидностью ударных измельчителей и состоят из разгонного аппарата (одного или нескольких), в котором струя газа-энергоносителя сообщает, скорость частицам обрабатываемого материала, и камеры, в которой происходит взаимодействие потоков материала между собой и(или) со специальными отбойными поверхностями. В качестве энергоносителя в струйных мельницах чаще всего применяется воздух, реже – инертный газ, водяной пар, продукты сгорания.
Струйный помол дает возможность сочетания помола и разделения со смешением, сушкой и другими технологическими процессами. А работа в замкнутом цикле обеспечивает минимальное выделение пыли в окружающую среду.
Любой струйный аппарат включает в себя эжектор, представляющий собой узел, в котором происходит смешение и обмен энергией двух потоков (основного и эжектируемого) и помольную камеру, в которой взаимодействуют смешанные потоки. Ускоренные энергоносителем в разгонных трубках эжекторов частицы попадают в помольную камеру, а затем в зону встречи струй (рис. 12.1.).
Струя, выходящая из разгонной трубки, не сразу заполняет все поперечное сечение помолной камеры, струя в месте входа в нее отрывается от стенок и дальше движется в виде свободной струи, отделенной от остально среды поверхностью раздела. Поверхность раздела неустойчива, на ней возникают вихри, в результате чего струя перемешивается с окружающей средой.
При истечении струи из разгонной трубки скорости потока в ее выходном сечении 1-1 во всех точках сечения равны между собой. На протяжении длины– начальном участке, осевая скорость постоянна по величине и равна скорости на срезе разгонной трубки V0. В области треугольника АВС (рис. 12.1.) во всех точках струи скорости энергоносителя равны между собой и также равны V0 - эта область образует так называемое ядро струи. Далее осевая скорость постепенно уменьшается и на основном участке длинной lосн осевая скорость VОС < V0.
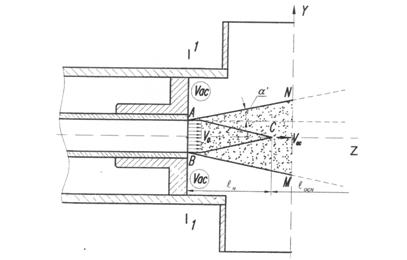
Рис. 12.1. Схема струи в помольной камере
Известно, что скорость энергоносителя от среза разгонной трубки до плоскости соударения струй изменяется по закону
 , (12.1)
, (12.1)
где Vz – скорость энергоносителя с помольной камере на расстоянии z от среза разгонной трубки, м/с;
V0 – скорость энергоносителя на срезе разгонной трубки, м/с;
z0 – расстояние от среза разгонной трубки до плоскости встречи струй, м.
При определении изменения кинетической энергии конечного объема сплошной среды, необходимо знать работу сил межкомпонентного взаимодействия частиц измельченного материала и энергоносителя. Эта работа зависит от вектора силы динамического воздействия энергоносителя на частицу, которая вычисляется следующим образом
 , (12.2)
, (12.2)
где R – вектор силы динамического воздействия воздуха на частицу, Н;
Fm – площадь сечения частицы, м2;
 , (12,3)
, (12,3)
где dэ – эквивалентный диаметр частицы, м;
![]() - коэффициент лобового сопротивления частиц;
- коэффициент лобового сопротивления частиц;
V – вектор скорости энергоносителя, м/с;
U – вектор скорости частицы материала, м/с;
![]() - плотность энергоносителя, кг/м3.
- плотность энергоносителя, кг/м3.
Изменение скорости частицы после вылета из разгонной трубки и движение вдоль камеры помола до оси Y – границы помольной камеры определяется уравнением динамики одиночной частицы
 , (12.4)
, (12.4)
или в проекции на ось Z
![]() ,
, ![]() . (12.5)
. (12.5)
Введем обозначение
 . (12.6)
. (12.6)
Получим
![]()
 . (12.7)
. (12.7)
Обозначим
![]() , (12.8)
, (12.8)
где m – масса частицы измельчаемого материала, кг.
 , (12.9)
, (12.9)
где ![]() - плотность частиц измельчаемого материала, кг/м.
- плотность частиц измельчаемого материала, кг/м.
Выражение (12.7) примет вид
 . (12.10)
. (12.10)
Полученное уравнение может быть использовано для определения изменения скорости частиц, измельчаемого материала в помольной камере на участве от среза разгонных трубок до области взаимодействия встречных потоков.
Система дифференциальных уравнений, описывающих процесс изменения скорости частиц и энергоносителя в помольной камере от среза разгонной трубки до области соударения встречных потоков
 . (12.11)
. (12.11)
Расстояние lстр – между срезом разгонной трубки и серединной плоскость в помольной камере выбрано из условия
 , (12.12)
, (12.12)
где dтр = 18 диаметр разгонной трубки, мм.
12.1.2. Решение задачи
[> restart;
Используем пакет plot для вывода графиков на экран.
[> with(plots):
Warning, the name changecoords has been redefined
Вводим исходные данные.
Скорость энергоносителя на срезе разгонной трубки, м/с.
[> v1:=231.5;
Расстояние от среза разгонной трубки до плоскости встречи струй, м.
[> z0:=0.036;
Скорость энергоносителя от среза разгонной трубки до плоскости соударения струй изменяется по следующему закону:
[> v:=-v1*(z-z0)/z0;
Введем дифференциальное уровнение, описывающее процесс изменения скорости частиц и энергоносителя в помольной камере от среза разгонной трубки до области соударения встречных потоков:
[> ur:=u(z)*diff(u(z),z)=0.14*(v-u(z))*abs((v-u(z)));
Скорость энергоносителя на срезе разгонной трубки, м/с:
Построим графики, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м (рис. 12.2); 0,003 м (рис. 12.3); 0,002 м (рис. 12.4); 0,001 м (рис. 12.5) при скорости энергоносителя на срезе разгонной трубке V0=231,5 м/с.
[> us:=u(0)=66.4;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027); re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
Рис. 12.2. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м при V0=231,5 м/с
Частицы на начальном участке помольной камеры продолжают разгоняться энергоносителем, это происходит до того момента пока скорость энергоносителя выше скорости самих частиц.
[> us:=u(0)=80.6;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027); [> re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
Рис. 12.3. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,003 м при V0=231,5 м/с
[> us:=u(0)=93.2;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027); re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
[> us:=u(0)=116.4;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027); re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
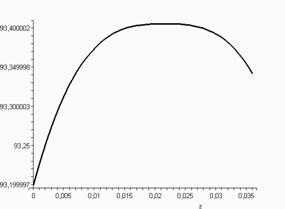
Рис. 12.4. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,002 м при V0=231,5 м/с
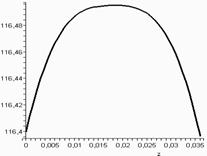
Рис. 12.5. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,001 м при V0=231,5 м/с
Построим графики, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м (рис. 12.6); 0,00025 м (рис. 12.7) при скорости энергоносителя на срезе разгонной трубке V0=232,3 м/с.
[> us:=u(0)=232.1;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027);
[> re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
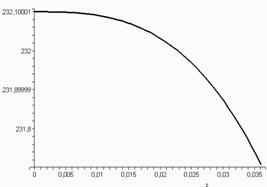
Рис. 12.6. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м при V0=232,3 м/с
[> us:=u(0)=232.3;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027);
[> re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
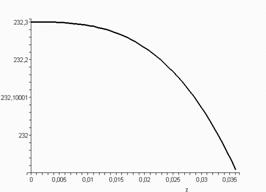
Рис. 12.7. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,00025 м при V0=232,3 м/с
Построим графики, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м (рис. 12.8); 0,00025 м (рис. 12.9) при диапазоне скоростей энергоносителя на срезе разгонной трубке V0=293,5–297,3 м/с.
[> us:=u(0)=293.5;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027);
[> re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
[> us:=u(0)=297.3;
[> re:=dsolve({ur, us},u(z),numeric);
[> re(0.027);
[> re(0.036);
[> odeplot(re,[z, u(z)],0..0.036, color=black, thickness=2);
Рис. 12.8. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м при V0=293,5 м/с
Рис. 12.9. График, зависимости изменения скорости частиц измельчаемого материала от среза разгонной трубки до встречи струй для частиц диаметром 0,005 м при V0=232,3 м/с
Расчитаем угол разлета материала. Введем исходные данные.
Скорость увлекаемой среды на срезе разгонной трубки.
[> v1:=0;
Коэффициент формы разгонной трубки.
[> k:=0.9;
Коэффициент зависящий от формы частиц увлекаемой среды.
[> psi1:=1;
Коэффициент учитывающий осесимметричность среды (для осесимметричной среды).
[> tgalpha:=0.222;
[> alpha:=arctan(tgalpha)*180/3.14;
Построим мультипликацию разлета частиц, где L изменяется от среза разгонной трубки до плоскости столкновения частиц 0…36 мм, a=0…11.
[> for i from 0 by 1 to 11 do a[i]:=animate(cylinderplot, [L*tan(i*Pi/180)+0.009, theta=0..2*Pi, L=0..A],A=0..0.036); end do: for i from 1 by 1 to 5 do b[i]:=animate(cylinderplot, [i*0.009/5, theta=0..2*Pi, L=0..A], A=0..0.036); end do: display ({a[1], a[3], a[5], a[7], a[9], a[11], b[1], b[2], b[4], b[5]}, style=point);
Приведем графические структуры, отображающие изменение разлета частиц, где L изменяется с шагом 6 мм (рис. 12.10).
Выводы:
1. Практически все частицы, независимо от их размеров на входе помольной камеры продолжают разгоняться энергоносителем, происходит это до того момента пока скорость энергоносителя выше скорости самих частиц. После чего наиболее крупные из них (dэ=3..5мм), за счет большей инерции при полете к области взаимодействия встречных потоков, обладают практичсеки максимальной скоростью. А скорость мелких частиц (dэ=0,25..1 мм) начинает снижаться и в серединной плоскости помольной камерыдаже меньше, чем на выходе из разгонной трубке
Рис. 12.10. Графические структуры, отображающие изменение разлета частиц с шагом 6 мм
2. Изменения скорости частиц при разных начальних скоростях энергоносителя на срезе разгонной трубки имеет одинаковый характер. Однако при более высоких значениях (V0=276..295 м/с) наблюдается эффект торможения частиц материала, даже для более крупных частиц. Это объясняется тем, что такие значения скорости на выходе из разгонной трубки можно достичь лишь при истечении из сопел эжекторов со скоростью близкой к критической, что приводит к увеличению турбулентных завихрений в разгоняемом потоке, а при выходе его из разгонной трубке имеет место раскрытие и «срыв» струи, и как следствие снижение эффективности процесса измельчения, за счет торможения частиц.
12.2. Определение коэффициента полезного заполнения материалом деформируемых бочкообразных камер устройств для тонкого и свертонкого помола материалов
12.2.1. Расчетная схема
Одними из важных факторов являются производительность агрегата и качество помола, которые тесно связаны с коэффициентом полезного заполнения материалом рабочей камеры [9]. Важность определения коэффициента полезного заполнения очевидна в силу небольших размеров малотоннажных помольных агрегатов (при этом не стоит путать коэффициент полезного заполнения с коэффициентом загрузки). Для реализации раздавливающих и истирающих воздействий на измельчаемые частицы, камера должна быть плотно заполнена телами и материалом. Для чего необходимо определить максимальный объем измельчаемого материала, равный объему пустот между мелющими телами в рабочей камере.
Мелющие тела с материалом, находящиеся в объеме камеры, представляют собой смесь с удельной плотностью ![]() , значение которой можно рассчитать из массового соотношения
, значение которой можно рассчитать из массового соотношения
 , (12.13)
, (12.13)
где ![]() - объем рабочей камеры;
- объем рабочей камеры;
![]() - объем пустот между мелющими телами в рабочей камере;
- объем пустот между мелющими телами в рабочей камере;
![]() - объем, занимаемый мелющими телами в рабочей камере;
- объем, занимаемый мелющими телами в рабочей камере;
![]() - удельная плотность измельчаемого материала;
- удельная плотность измельчаемого материала;
![]() - удельная плотность материала мелющих тел.
- удельная плотность материала мелющих тел.
После почленного деления выражения (3.3) на объем камеры ![]() с учетом соотношения
с учетом соотношения ![]() , получим формулу, определяющую значение плотности смеси
, получим формулу, определяющую значение плотности смеси
 , (12.14)
, (12.14)
где  - коэффициент полезного заполнения материалом межшарового пространства рабочей камеры;
- коэффициент полезного заполнения материалом межшарового пространства рабочей камеры;
![]() - отношение объема мелющих тел к объему рабочей камеры;
- отношение объема мелющих тел к объему рабочей камеры;
 ; (12.15)
; (12.15)
![]() - количество мелющих тел в рабочей камере.
- количество мелющих тел в рабочей камере.
Определим полное число мелющих тел для рабочей камеры бочкообразной формы. Для этого необходимо вычислить объем бочкообразной камеры, в случае если образующая является частью окружности радиуса Rc (рис. 12.11).
Согласно рисунку объем бочкообразной камеры будет равен объему тела вращения кривой с радиусом кривизны равным RC вокруг оси ОХ
![]()
 . (12.16)
. (12.16)
 |
Рис. 12.11. Схема геометрических параметров бочкообразной камеры
Вычислим число мелющих тел, заключенный в рассматриваемом объеме. В силу симметрии камеры вычислим количество мелющих тел, в половине камеры соответствующей положительному направлению оси Х (рис. 12.12, а). Рассечем вдоль оси ОХ рассматриваемую область объема вертикальными плоскостями на расстоянии 2rш, тогда 2rшkс будет равно L/2, отсюда найдем kс (количество пластов равное целой части соотношения ![]() ).
).
Заметим, что в плоскости ZOY при переходе от слоя к слою мелющих тел значение координат yn от границы оболочки к центру будет изменяться дискретным образом по следующему закону:
 , (12.17)
, (12.17)
где ni – число цилиндрических слоев в плоскости ZOY.
Число мелющих тел в m цилиндрическом слое (рис. 12.12, б) будет определяться выражением
 , (12.18)
, (12.18)
а полное число мелющих тел в ni цилиндрических слоях определяется суммой:
 , (12.19)
, (12.19)
где  – число цилиндрических слоев в выбранном i пласте.
– число цилиндрических слоев в выбранном i пласте.
а) б)
Рис. 12.12. Расчетная схема послойного заполнения мелющими телами бочкообразной камеры
Полное число мелющих тел N в камере бочкообразной формы определяется следующей формулой
 . (12.20)
. (12.20)
12.2.2. Решение задачи
Расчитаем коэффициент полезного заполнения материалом бочкообразных рабочих камер для трех типоразмеров:
1 – RC = L = 300 мм, D = 150 мм;
2 – RC = L = 500 мм, D = 250 мм;
3 – RC = L = 1000 мм, D = 500 мм.
Размер мелющих тел изменяется в пределах rШ = 4 - 18.
[> restart;
Используем пакет plot для вывода графиков на экран.
[> with(plots):
Warning, the name changecoords has been redefined
Вводим исходные данные для первого типоразмера рабочей камеры.
Колическтво секций у камеры
[> nn:=1;
Радиус кривизны бочкообразной рабочей камеры.
[> Rc:=300;
Длина бочкообразной камеры.
[> Lc:=300;
Диаметр рабочей камеры
[> D1:=150;
Мимальный радиус мелющих тел r=4 мм. Для организации цикла для расчета коэффициента полезного заполнения материалом обозначим радиус мелющих тел символом j, первый шаг цикла j:=j+1, поэтому
[> j:=3;
[>while j<18 do j:=j+1; m:=0; n:=0; s:=0; k1:=Lc/4/j-trunc(Lc/4/j); k:=trunc(Lc/4/j); yn:=(sqrt(Rc^2-((2*n-1)*j)^2)-Rc+D1/2); m:=0; n:=0; s:=0; while n<k do n:=n+1;l:=trunc(yn/j/2); s:=s+Pi*yn/j*l-Pi*l^2 od; n2:=2*nn*evalf(s); if (k1>=0.5) then k:=k+1 fi ;m:=0; n:=0; s:=0; yn:=(sqrt(Rc^2-((2*n-1)*j)^2)-Rc+D1/2); while n<k do n:=n+1;l:=trunc(yn/j/2); s:=s+Pi*yn/j*l-Pi*l^2 od;n1:=2*nn*evalf(s); n:=trunc((n2+n1)/2); y(x):=sqrt(Rc^2-x^2)-Rc+D1/2; Ic:=int(y(x)^2 ,x=0..Lc/2); re1:=Pi*Ic*2*nn; m1:=n*4*Pi*j^3/3;oo:=evalf(re1); ot[j]:=evalf(1-m1/re1) od;
![]()
![]()

ot4 := .
………………
![]()
![]()
![]()
![]()
![]()
![]()

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
