
13 Расскажите о применении ацетилена в промышленности?
14 В чем суть газовой сварки и газовой резки с применением ацетилена?
15 Какие инструменты применяются для газовой сварки и резки металлов?
Список литературы
1. Миллер и его свойства, получение и хранение. – Л.: Химия, 1969.– Т.1.
Тема 13 ПРИМЕНЕНИЕ ЭТИЛЕНА В ПРОИЗВОДСТВЕ ПЛАСТМАСС
13.1 Физические и химические свойства этилена
Формула CH2–ненасыщенный углеводород, первый член ряда олефинов.
Бесцветный газ со слабым эфирным запахом.
Температура плавления - 169,5 ۫С, кипения - 103,8 ۫С.
Плотность при р=1 aтм, t =20С, р=1,155 кг/м3.
Газовая постоянная R =30,25.
Критические параметры: Ркр=50,3 кг/см2, tкр =16,9 ۫С.
Температура самовоспламенения 540оС, горит слабокоптящим пламенем. С воздухом образует взрывоопасные смеси при 3-34% объемных. Имеет наркотические свойства: в смеси с кислородом применяется в медицине для наркоза. Используется для ускоренного созревания плодов.
В воде не растворим, в спирте - плохо, легче в ацетоне, эфире.
Главное свойство этилена - полимеризация в присутствии катализаторов с образованием полиэтилена, что и предопределило его промышленное использование.
Ни в чистом виде, ни в смесях с большой концентрацией этилен в природе не встречается. В малых концентрациях (3-5%) содержится в светильном и коксовом газах. В промышленности этилен получают из газов нефтепереработки на НПЗ.
13.2 Получение этилена
Основной промышленный метод - высокотемпературный пиролиз и крекинг нефти и нефтепродуктов. Крекинг-процесс переработки нефти и нефтепродуктов путем расщепления ее на составляющие с целью получения моторных топлив - керосина, бензина различных марок, солярового масла и мазута. При этом образуются ценные химические продукты – этилен, ацетилен, бензол, кислоты, нафталин и др.
Крекинг бывает термический под действием высокой температуры, каталитический - при одновременном действии температуры и катализаторов, гидрокрекинг - в присутствии водяного пара и др.
Крекинг-процесс осуществляется на нефтеперерабатывающих заводах (НПЗ). Принципиальная схема термического процесса приведена на рис. 13.1. Пиролиз производится в специальной печи при температуре 670-720ºС и атмосферном давлении. Фракционирование продуктов крекинга происходит в реакторной колонне в соответствии с удельным весом составляющих: в нижней части колонны отводятся тяжелые фракции – мазут, соляровое масло, в верхней части - легкие фракции бензины и керосин. Остаточные газы – это газы нефтепереработки, в которых содержится до 20% этилена. Отведенные газы направляются на очистку. Выделение этилена производится путем глубокого охлаждения газов с последующим фракционированием (разделением).
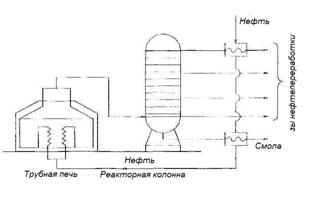
Рисунок 13.1 - Схема установки получения этилена методом пиролиза
Полученный товарный этилен направляется и хранится в емкостях-хранилищах. Перевозится в баллонах под высоким давлением. Цвет окраски баллонов – светло-фиолетовый.
Обычно этилен производят на месте его дальнейшего использования или недалеко от него. Например, этилен производили на Лисичанском НПЗ, а затем по трубам транспортировали на находящийся в нескольких километрах СГПП «Азот» для производства полиэтилена.
13.3 Применение этилена
Наиболее важное применение этилена – производство полимеризационных смол (полиэтилена) – термопластиков (размягчающееся при нагреве и твердеющие при охлаждении пластмассы).
Производство пластмасс основано на реакции полимеризации газообразного этилена при соответствующих условиях:
– полиэтилен высокого давления при температуре
200 - 300ºС и давлении 150 – 350 МПа;
– полиэтилен среднего давления при 3 – 4 МПа и 150ºС;
– полиэтилен низкого давления при 0,2 – 0,5 МПа и 80ºС.
Полиэтилены, полученые этими способами, отличаются свойствами и способами переработки в изделия. Например, прочность на разрыв полиэтилена высокого давления
220 – 400 кг/см2 против 120 – 160 кг/см2 у полиэтилена низкого давления.
Скорость полимеризации и выход полиэтилена зависит от степени чистоты маномера, температуры и давления полимеризации (рис. 13.2). Существенным является то, что в установках непрерывного действия за один проход этилена в реакторе успевает полимеризоваться лишь небольшая часть газа.
Поэтому после отделения полимера остаточный газ опять направляется в реактор, смешиваясь со свежим газом, т. е. процесс прокачки газа циклический. Для этого в установке предусматривается циркуляционный контур.
Поэтому промышленные производства полиэтилена основываются на установках сверхвысокого давления (до
300 МПа), которые являются уникальными технологическими системами по сложности оборудования (рис. 13.3).
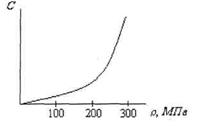
Рисунок 13.2 – Зависимость скорости полимеризации от давления
При высоком давлении 150-300 МПа и температуре
220-280ºС в присутствии небольшого количества кислорода полимеризацию производят на специальных установках (рис.13.3).
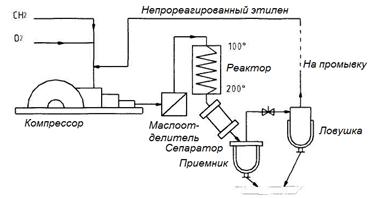
Рисунок 13.3 - Схема установки полимеризации этилена
Степень полимеризации (конверсии) составляет 10-20%, а при многократной циркуляции – 95 - 97%.
Полиэтилен из приемника подвергают стабилизации, окрашивают, гранулируют, а затем перерабатывают в изделие.
Полимеризация при среднем давлении 30-70 кг/см2 проводится в присутствии катализатора (окись хрома) при температуре 110-140 ۫۫С.
При низком давлении (2-6 кг/см2) и 60-80оС также с катализатором.
В обоих этих случаях полимеризация происходит в бензине, в котором растворяют этилен.
Полиэтилен высокого давления отличается низкой плотностью и высокими механическими свойствами. Кроме того, он менее теплостоек и стоек к действию кислот, но более эластичен и легче перерабатывается в изделия, особенно сложной формы.
Установки, работающие при низком и среднем давлении, малопроизводительные и дают сырье не очень высокого качества, прежде всего по механическим свойствам.
Поэтому промышленное производство полиэтилена основывается на установках сверхвысокого давления (до 300 МПа).
13.4 Компрессоры для производства полиэтилена
Главное требование и проблема компрессоров для производства полиэтилена – сверхвысокое давление плюс взрывоопасность. Ни одно, ни другое производство не требовало столь высоких давлений. Этиленовые компрессоры с давлением нагнетания 2500-3900 кг/см2 – абсолютные мировые рекордсмены в области сжатия газов. Комплекс проблем, решаемых при создании таких компрессоров (прочность, надежность, динамика, уплотнения, безопасность и др.), под силу только наиболее развитым научным и производственным компаниям. Ниже приведены сведения из истории создания компрессорных установок для производства полиэтилена как в мировой практике, так и в отечественной.
13.4.1 Поршневые компрессоры для сжатия этилена в первых промышленных установках
Некоторые сведения из истории вопроса (из записки инж. , 2007 г. Приводится с незначительной редакционной правкой). Совершенно случайно в 1933 году в одной из лабораторий английской фирмы «ІСІ» этилен подвергали сильному сжатию и нагреву, в результате чего газ превращался в твердое вещество. Образовавшийся белый порошок – полимер этилена, полученный в лаборатории «ІСІ», оказался цепочкой соединенных в длинный ряд молекул этилена, которые придают полиэтилену такие качества, за которые заслужено ему присваивают высокий титул «короля пластмасс».
Как только промышленники узнали о прекрасных потребительских качествах полиэтилена, появился спрос на него в больших количествах и началось сооружение первых установок промышленного производства.
Есть в Петербурге район – Охта (или Пороховые), где еще в петровские времена основали пороховые мастерские, позже они стали пороховыми заводами, а в последствии превращены в химические комбинаты. Именно здесь перед войной была сооружена первая в СССР установка периодического действия по производству полиэтилена. А в 1951 году здесь же построили установку аналогичного назначения, но непрерывного действия. Процесс проходил под давлением 150 МПа. Чтобы полимеризация началась, температуру в реакторе надо было поднять выше 200оС. Далее реакция сама будет выделять тепло, которое необходимо отводить. А это оказалось весьма непростой задачей ибо температура в реакторе скакала совершенно непредсказуемым образом. Иногда вдруг без видимых причин она резко взлетала вверх, а за ней подскакивало и без того высокое давление. Содержимое реактора с жутким воем выбрасывалось наружу. В установке были использованы специально разработанные на вертикальной базе дожимающие компрессоры с давлением всасывания
25 МПа и давлением нагнетания 150 МПа. Эти компрессоры имели низкую надежность. Требовалась особо тонкая очистка масла, идущего на гидравлические уплотнения сальников (белое нефтяное масло), для чего применяли фетровые фильтры, но даже при этом происходило приваривание плунжера ко втулкам. Возле каждого работающего компрессора были в наличии запасные цилиндры для быстрой замены, которые приводились весьма часто.
Компрессоры и другое оборудование было рассосредоточено в отдельных взрывозащитных зданиях. Реактор был упрятан в железобетонную камеру, а приборы и маховики управления вентилей вынесены на пульт управления, стоявший на солидном удалении. Перед пультом сидел оператор и управлял процессом. После двух часов напряженного управления его сменял отдохнувший напарник. И все-таки редкий день проходил без аварий. Конечно, не каждая из них сопровождалась разрушениями: бетонные стены спасали, но производство приходилось останавливать, что вело к потере времени и продукта. При резком повышении температуры этилен не полимеризовался, а разрушался на составные элементы – водород и углерод, или, попросту говоря сажу. За 1959 год на 9 году эксплуатации на охтинской установке было зарегистрировано 197 взрывов разных по силе.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 |
