

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обрабатывать можно с последовательным или параллельно-последовательным выполнением переходов. Как правило, совмещение переходов и применение станков для комплексной обработки во многих случаях рационально даже при небольшой загрузке станков (10 % и более). Кроме этого, двусторонние станки обеспечивают более высокую точность расположения торцов и центровых отверстий.
В единичном производстве указанные переходы выполняют в основном на универсальных токарных станках. В серийном производстве обработку ведут на фрезерно-центровальных станках с установкой заготовки по наружному диаметру в призмы и в осевом направлении по упору (рис. 4.3).

Рис.4.3 Наладка фрезерно-центровального полуавтомата для обработки заготовки вала (а) и конструкция центровых отверстий (б).
Подрезку торцов ведут раздельно от центрования на горизонтально - или продольно-фрезерных станках, а центрование — на одно - или двустороннем центровальном станке. Использование двусторонних центровально-подрезных станков (MP 179; 2931; 2932 и др.) позволяет обтачивать концы валов, снимать фаски, сверлить и растачивать отверстия, нарезать резьбу. Это дает возможность во многих случаях обработать вал на токарном станке за одну установку, так как наружная поверхность крайних шеек уже обработана. В крупносерийном и массовом производстве для фрезерования торцов и центрования применяют фрезерно-центровальные станки барабанного типа (МР77, МР78), двусторонние торцефрезерные автоматы и двусторонние центровальные автоматы, которые можно встраивать в автоматические линии.
На фрезерно-центровальных и центровальных станках используют тиски с самоцентрирующими губками призматической формы (рис. 4.4). При поступлении сжатого воздуха в правую полость цилиндра 4 поршень 5 и шток 1 вместе с губкой 3 перемещаются влево, а губка 2 благодаря реечной передаче — вправо. Происходит зажим. Эти тиски обеспечивают постоянство положения осей центровых отверстий независимо от диаметра устанавливаемого вала.
Если токарная операция выполняется на станках е ЧПУ, то технологические базы целесообразно обрабатывать на центровальноподрезных станках. В этом
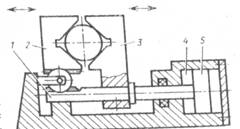
Рис.4.4 Тиски с самоцентрирующими губками.
случае не требуется дополнительной подрезки торца на токарном станке (после фрезерования торцов подрезка на токарном станке обязательна). Допуск на длину заготовок перед обработкой на станках с ЧПУ не более 0,5 мм.
После термической обработки валов требования к точности центровых отверстий повышаются. Шлифование центровых отверстий на специальных станках (3922Е, 3922Р, MB-119 и др.) обеспечивает отклонение от круглости 1—3 мкм, от прямолинейности 4—6 мкм, параметр шероховатости поверхности до Ra = = 0,63 мкм.
Обтачивание валов. В зависимости от объема выпуска наружные поверхности ступенчатых валов обтачивают на различном оборудовании. В мелко - и среднесерийном производстве используют токарные станки обычного типа, станки с ЧПУ, токарные гидрокопировальные полуавтоматы, токарные станки, оборудованные гидрокопировальными суппортами. В крупносерийном и массовом производстве применяют токарные одно - и многошпиндельные вертикальные полуавтоматы и автоматы, горизонтальные многорезцовые станки, гидрокопировальные полуавтоматы.
При многорезцовом обтачивании на вертикальных многошпиндельных полуавтоматах параллельного (непрерывного) действия достигается 4-й квалитет точности (рис. 4.5), а на полуавтоматах последовательного действия 3-й квалитет точности. При разработке технологического процесса часто нужно решать, на каком станке вести обработку: на гидрокопировальном или на одношпиндельном многорезцовом полуавтомате. Однопроходная копировальная или многорезцовая обработка жестких валов обеспечивает точность по 9—11-му квалитетам. Многорезцовое обтачивание производительнее обтачивания на обычных токарных станках за счет совмещения переходов. При проектировании операции многорезцовой обработки решают вопрос о рациональном размещении резцов [3].
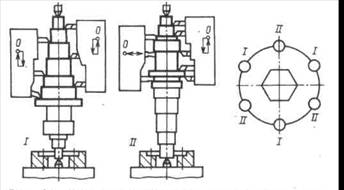
Рис.4.5 Обработка ступенчатого вала на вертикальном многошпиндельном полуавтомате непрерывного действия.
При обработке по схеме, приведенной на рис. 4.6, а, каждую ступень вала обтачивают одним резцом; продольный ход суппорта зависит от длины наибольшей ступени, обрабатываемой резцом l, а резцы 2, 3 выполняют вспомогательный ход. При наладке станка по наименьшей ступени l3 (рис. 4.6, б) ход суппорта равен длине l3. В этом случае для обработки других ступеней устанавливают по нескольку резцов, число которых зависит от соотношения длин ступеней l1/l3 и l2/l3. Второй вариант производительнее, однако при обтачивании ступени появляются уступы из-за неточности установки резцов на размер и размерной интенсивности их изнашивания. Резцы настраивают по эталонной детали или вне станка, используя сменные блоки. Основное время t0 определяют по времени работы резца, обрабатывающего наиболее длинную ступень вала. При использовании в качестве заготовки проката обработку выполняют по методу деления припуска z (рис 4.6, в). В этом случае ступень меньшего диаметра обрабатывается последовательно несколькими резцами 1, 2, 3. Суппорт перемещается на всю длину l обтачиваемых ступеней, в зависимости от которой определяют t0.

Рис. 4.6 Обтачивание заготовки ступенчатого вала на многорезцовом полуавтомате.
Для обработки ступенчатых валов широко используют одношпиндельные гидрокопировальные полуавтоматы (рис. 4.7). Резец, установленный на продольном суппорте 4 следящего золотника, который связан с пальцем 3, обтачивает вал по копиру 2, расположенному в барабане 1, а резец, установленный на поперечном суппорте 5 протачивает канавки. С поперечного суппорта можно выполнять и подрезку торцов. Время наладки и подналадки данных станков в 2—3 раза меньше времени наладки многорезцовых полуавтоматов и составляет 30—35 мин при наладке средней сложности. При чистовом точении обеспечивается точность, соответствующая 9-му квалитету (при многорезцовом обтачивании 11-му квалитету). Упругие отжатая технологической системы в. незначительной степени влияют на точность обработки, так как в работе участвует только один резец (для продольного точения). Обработка ведется на более высоких скоростях резания. Обтачивание на гидрокопировальных станках целесообразно для нежестких валов и для чистового обтачивания валов с длинными шейками. При обтачивании валов с числом ступеней более четырех эти станки работают эффективно при размере партии в 10—15 шт. Их производительность по сравнению с обычными токарными станками выше в 2 раза и более [2, 39].
В серийном производстве для обтачивания валов целесообразно использовать токарные станки, оснащенные универсальными гидрокопировальными суппортами. По сравнению с обычными токарными станками вспомогательное время tв сокращается в 2,5— 3 раза. Малое подготовительно-заключительное время позволяет использовать гидрокопировальные суппорты при партии в 3—4 заготовки. Точность обработки с помощью копировальных устройств обеспечивается по 8—9-му квалитетам. При использовании указанных станков в мелкосерийном производстве рационально применять групповую обработку, т. е. обработку с минимальной переналадкой валов нескольких наименований, отличающихся размерами в пределах группы.

Рис.4.7 Обработка заготовки ступенчатого вала на токарном гидрокопировальном полуавтомате.
В мелко - и среднесерийном производстве для обработки ступенчатых валов эффективно применение станков с ЧПУ. Токарные станки с ЧПУ выгодно использовать при обработке сложных многоступенчатых заготовок, особенно с криволинейными поверхностями (рис. 4.8). Предварительная обработка (заготовка—прокат) выполняется за пять последовательных рабочих ходов (7—5), а чистовая (6) за один рабочий ход суппорта по окончательному контуру детали.

Рис.4.8 Обтачивание заготовки вала на токарном станке с ЧПУ
1-6 – траектория движения резца при предварительных и чистовых рабочих ходах.
7- заготовка, ИТ - исходная точка.
Станки с ЧПУ работают по автоматическому циклу, что облегчает многостаночное обслуживание, позволяет выполнять простую и быструю их переналадку для обтачивания ступенчатых валов различных размеров по заранее разработанной управляющей программе (УП). Время обработки на токарных станках с ЧПУ сокращается по сравнению с обычными в 1,5—2 раза за счет уменьшения tB.
Обработка шлицов и шпоночных пазов на валах. Шлицы нарезают фрезерованием, строганием, протягиванием и холодным накатыванием (в основном эвольвентные шлицы). Технологический процесс обработки шлицов зависит от метода центрирования шлицевого соединения и термической обработки. В серийном производстве шлицы нарезают на шлице - или зубофрезерных станках червячной фрезой методом обката за один или два рабочих хода в зависимости от требуемой точности. Для увеличения производительности используют многозаходные червячные фрезы. Технологическими базами обычно являются поверхности центровых отверстий.
Валы с короткими шейками базируют со стороны шпинделя
по шлифованной опорной шейке в оправке с обратным конусом
(рис. 4.9) для обеспечения выхода фрезы. У закаливаемых валов, центрируемых по наружной поверхности, шлицы обрабатывают в следующем порядке: шлифование наружной поверхности;
фрезерование шлицов с припуском на шлифование боковых поверхностей; термическая обработка; наружное шлифование; шлифование боковых поверхностей шлицов, выполняемое на шлифовальном полуавтомате одновременно двумя кругами с использованием делительного механизма для периодического поворота заготовки. У незакаливаемых валов шлицы обрабатывают за две
операции: наружное шлифование цилиндрической поверхности;
фрезерование шлицов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
