

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Технические требования: точность отверстий по 7—8-му ква-литетам (поля допусков Н6, Н7, Js7, К7 и другие под подшипники); точность наружных поверхностей, которыми базируются фланцы, — 6—8-й квалитеты (h6, k6 и др.); параметр шероховатости Ra — 1,25 ... 2,5 мкм; допуск цилиндричности и круглости поверхностей под подшипники 0,01—0,02 мм; допуск соосности внутренних и наружных цилиндрических поверхностей 0,01— 0,03 мм; допуск торцового биения (допуск перпендикулярности торца) относительно оси отверстия (наружной цилиндрической поверхности) 0,03—0,05 мм.
Заготовки фланцев. Фланцы изготовляют из чугуна СЧ15, сталей 30, 45 и др. Заготовками фланцев в зависимости от серийности выпуска являются стальные и чугунные отливки, поковки, штамповки, а также отрезанные от сортового прутка диски. Литье по выплавляемым моделям обеспечивает получение заготовок с минимальными припусками. Некоторые поверхности, например отверстия под крепежные болты, не требуют дальнейшей механической обработки. Этот метод применяют при большой серийности изготовления фланцев.
Технологический процесс обработки фланцев разрабатывают на базе типовых технологических процессов (операций) обработки отверстий, получения соосных поверхностей, перпендикулярности торцов к осям отверстий и др. (табл. 4.2). В зависимости от технических требований, вида и материала заготовки фланцы подвергают термической обработке (отжигу).
Технологический процесс механической, обработки резанием во многом определяется серийностью производства. В качестве технологических баз следует использовать основные поверхности. Использование с этой целью технологических баз других поверхностей оправданно в том случае, когда основные поверхности не могут быть взяты в качестве технологических баз по разным причинам (трудность установки и закрепления, малые габаритные размеры и т. д.).
Токарную обработку фланцев в крупносерийном производстве выполняют на многошпиндельных вертикальных токарных полуавтоматах 1К282 и 1К284, на которых возможна полная токарная обработка всех поверхностей (с двумя загрузочными позициями и переустановкой заготовки после ее обработки с одной стороны) и сверление крепежных отверстий. Обработка отверстий может быть выполнена на вертикально-сверлильном станке многошпиндельными головками, а также на агрегатно-сверлильном станке.
В серийном производстве обтачивание выполняется на токарных станках 16К20 и на станках 16К20Т, 16К20ФЗ, РТ725ФЗ с ЧПУ. Крепежные отверстия обрабатывают на вертикально-и радиально-сверлильных станках с ручным управлением и с ЧПУ.
Для фрезерования лысок используют фрезерные станки различных типов. Применяют различные универсальные и специальные приспособления с базированием заготовки по посадочному пояску, торцу фланца и крепежному отверстию. В зависимости от технических требований поверхности цилиндрического пояска и торцов могут подвергаться шлифованию.
Типовой технологический процесс обработки деталей типа фланцев. Деталь —фланец (рис. 4.13); материал —сталь, производство — серийное, заготовка — штамповка с отверстием.
Операция 005 токарная с программным управлением. Обработка отверстия диаметром 62Js7, 58; 54K7, наружной поверхности диаметром 120 мм; протачивание пояска диаметром 64 и 78 мм; снятие двух фасок и обработка торца диаметром 120 мм окончательно; обработка торца диаметром 120x80 мм с припуском на шлифование. Станок: токарный с программным управлением 16К20Т. Приспособление: патрон самоцентрирующий, трехкулачковый, с пневмоприводом. Базирование: по поверхности диаметром 80 мм и торцу. Режущие инструменты: контурный, расточный и прорезной резцы, оснащенные пластинами из твердого сплава Т14К8; зенкеры диаметром 53,8; 61,8 мм; развертки диаметром 53,93; 54; 61,93; 62 мм, оснащенные пластинами из твердого сплава Т14К8 и Т30К4. Измерительные инструменты: индикаторные нутромеры с диапазоном измерения 50—75 мм, цена деления индикатора 0,001 или 0,01 мм; штангенциркуль ШЦ1, диапазон измерения 150 мм, цена деления нониуса 0,1 мм; калибры, пробки 54K7 и 62Js7 и др.
Операция 010 токарная гидрокопировальная. Точить поверхность диаметром 80/7, 80h6 с припуском на шлифование, торец диаметром 80 мм и фаску окончательно. Станок: токарный гидрокопировальный полуавтомат 1Н713. Приспособление; оправка и поводковый патрон. Базирование по отверстиям диаметром 62Js7, 54K7 и торцу. Режущий инструмент: резцы, оснащенные пластинами из твердого сплава Т14К8. Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 150 мм, цена деления нониуса 0,1 мм.
Операция 015 вертикально-сверлильная. Сверлить три отверстия диаметром 10 и 13 мм. Станок: вертикально-сверлильный 2Н118. Приспособление: переналаживаемый кондуктор с пневмоприводом. Базирование: по отверстию диаметром 54К7 и торцу. Режущий инструмент: комбинированное сверло диаметром 10 и 13 мм, материал режущей части Р6М5. Измерительный инструмент: штангенциркуль ШЦ1.
Операция 020 круглошлифовальная. Шлифовать поверхности диаметром 80f7, 80h6 и торец диаметром 80 и 120 мм окончательно. Станок: круглошлифовальный ЗК12. Приспособление: оправка и поводковое устройство. Базирование: по отверстиям диаметром 62Js7 и 54K7. Измерительный инструмент: рычажная скоба с диапазоном измерения 75—100 мм и ценой деления шкалы 0,002 мм для наладки; калибры-скобы 80f7 и 80h6 для работы.
В ряде случаев технологический процесс предусматривает предварительную обработку всех поверхностей. Эти операции выполняются до операции 005 приведенного выше технологического процесса. Дальнейшую обработку можно выполнять в соответствии с типовым технологическим процессом.
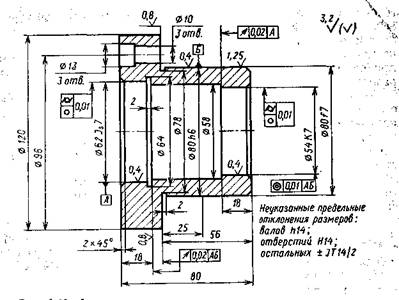
Рис.4.13 Фланец.
При обработке фланцев в массовом и крупносерийном производстве целесообразно применять следующий порядок обработки: зенкерование отверстия и снятие фаски в отверстии на вертикально-сверлильном станке; протягивание отверстия на горизонтально - или вертикаль но-протяжном станке со сферической самоустанавливающейся опорой. Если фланец имеет глухое или коническое отверстие, то вместо протягивания его обрабатывают разверткой. В приведенном технологическом процессе не указаны некоторые режущие и измерительные инструменты.
4.3. Выбор оборудования и структуры гибких производственных систем для изготовления деталей типа тел вращения
В технологических процессах изготовления ступенчатых валов, фланцев превалирующими являются токарные операции, которые в автоматизированном производстве выполняются на стенках с ЧПУ. Современные токарные станки оснащают контурными системами ЧПУ с линейно-круговым интерполятором и устройством для нарезания резьбы. Эти системы обеспечивают обработку заготовок сложного профиля, коррекцию положения режущей кромки инструмента, высокую скорость вспомогательных перемещений. Станки оснащены револьверными головками или магазинами сменных резцовых блоков, позволяющие выполнять автоматическую смену режущего инструмента по заданной программе. Некоторые модели токарных станков с ЧПУ оснащены дополнительными устройствами для выполнения сверления, фрезерования, а также других работ аналогично револьверным станкам. Настройка инструментов на размер осуществляется вне станка в специальном оптическом приспособлении. Инструменты в головку устанавливают без дополнительной выверки. Станки настраивают с использованием датчиков касания, одновременно служащих для коррекции положения инструмента из-за его изнашивания.
Проектирование технологической операции, выполняемой на токарном станке с ЧПУ: разработка операционного чертежа и чертежа заготовки; выбор схемы базирования и конструкции зажимного приспособления; разработка последовательности обработки поверхностей; определение числа переходов; выбор модели станка и типоразмеров режущих инструментов; расчет припусков на обработку, режимов резания и норм времени; разработка УП. Для разработки УП необходимо построить траектории движения режущих инструментов и рассчитать координаты опорных точек траектории.
Операционный чертеж должен определять форму, размеры и шероховатость поверхности детали после данной операции.

Рис.4.14. Применение кулачков для полной обработки фланца за две установки.
Поверхности, подлежащие обработке, обводят контурными линиями, а все остальные тонкими (для них размеры и параметры шероховатости не проставляют). Чертеж заготовки определяет ее формы и размеры перед данной операцией. Рекомендуется контур детали, получаемой после обработки, обвести тонкими линиями. После разработки операционных чертежей определяют последовательность обработки (переходов, ходов) и режимы резания. Всю полученную информацию заносят в операционную расчетно-технологическую карту, а затем определенным образом записывают в карту программирования геометрические и технологические параметры, а также команды по управлению рабочим циклом станка. Полученные данные в установленном коде с помощью специальных устройств записывают на программоноситель. Перед использованием УП проверяют и при необходимости корректируют.
Схема базирования заготовки должна обеспечивать достаточные устойчивость и жесткость установки заготовки. На токарных станках с ЧПУ наиболее распространены две схемы базирования: для заготовок типа валов — в центрах, для заготовок типа фланцев, дисков, втулок — в патроне. Принятая схема базирования определяет конструктивную схему приспособления. К ним предъявляют более высокие требования по точности и жесткости, чем к приспособлениям для станков с ручным управлением.
Предварительно на заготовках фланцев часто перед основной токарной операцией технологические базы обрабатывают на станках с ручным управлением. На станках с ЧПУ применяют автоматические (с приводом) быстропереналаживаемые трехкулачковые патроны с закаленными и незакаленными кулачками. Первые используют для крепления заготовок с необработанными поверхностями. Высокую точность установки обеспечивают незакаленные кулачки, которые перед обработкой партии деталей протачивают непосредственно на станке, а у заготовки используют ранее обработанные поверхности. В ряде случаев используют специальные кулачки с качающимися вставками, контактирующими на большой длине.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
