

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
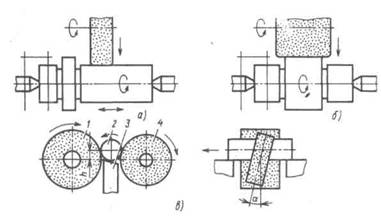
Рис.4.12 Шлифование валов.
Размер А настраивают за счет перемещения опорного ножа 3. Завышенное или недостаточное значение А вызывает огранку шлифуемой поверхности.
Шейки с малыми параметрами шероховатости после шлифования подвергают суперфинишированию, обработке абразивной лентой, алмазному выглаживанию, а также обкатыванию роликами (для незакаленных заготовок).
Контроль валов, Диаметральные размеры, длины ступеней, размеры резьб, шлицев, шпоночных пазов проверяют предельными скобами, резьбовыми и шлицевыми кольцами. Для проверки отклонения от соосности шеек ступенчатый вал устанавливают базовыми шейками на призмы контрольного приспособления, а щупом индикатора касаются поверхности контролируемой шейки. Вал поворачивают вокруг оси и по разности показаний индикатора определяют биение шейки. Отклонение от параллельности шлицев или шпоночного паза оси вала определяют по разности показаний индикатора в двух крайних положениях, устанавливая вал на призмах или в центрах. Шероховатость поверхности в основном контролируют сравнением с эталонами. В крупносерийном и массовом производстве контроль валов выполняют многомерными приборами с индикаторами или электроконтактными датчиками.
Изготовление ступенчатых валов на автоматических линиях. Автоматические линии (АЛ) применяют не только в массовом, но и в крупносерийном производстве, если можно переналаживать линию на обработку валов нескольких типоразмеров. Конструкцию валов, подлежащих изготовлению на АЛ, тщательно отрабатывают на технологичность с учетом объема выпуска, особенностей систем автоматического базирования и транспортирования, применения прогрессивных методов обработки. Заготовки должны иметь стабильность размеров и качества материала, распределения и постоянства припусков и твердости. Недопустимы различного рода дефекты заготовок.
Базирование заготовок при транспортировании должно обеспечивать их устойчивость.
В качестве технологических баз следует использовать поверхности, обеспечивающие свободный ввод, удобную фиксацию и закрепление заготовок при наименьшем числе перемен положения в процессе обработки.
При обработке на АЛ операции разделяют на черновые и чистовые. При разделении технологического процесса на операции, выполняемые на отдельных позициях линии или станка, стараются обеспечить примерно равномерную производительность по каждой единице оборудования. Режимы резания на АЛ рассчитывают после разработки маршрута технологического процесса, выбора оборудования и определения несовмещенного вспомогательного времени. Особенности выбора режимов резания при обработке на АЛ: при увеличении скорости резания сокращается время
 цикла, но возрастают потери времени на замену инструмента из-за его интенсивного изнашивания. При выборе режимов резания, например скорости резания v, следует рассматривать скорость vmln, при которой себестоимость обработки заготовки будет минимальной, предельную скоростьvmaх, при которой себестоимость обработки на одном станке становится равной себестоимости обработки на двух станках с более низкими режимами. При v > vmax целесообразно установить дополнительный станок; при v < vmin следует принять vmin,; при vmin < v < vmax расчет режимов резания выполняют по заданной производительности.
цикла, но возрастают потери времени на замену инструмента из-за его интенсивного изнашивания. При выборе режимов резания, например скорости резания v, следует рассматривать скорость vmln, при которой себестоимость обработки заготовки будет минимальной, предельную скоростьvmaх, при которой себестоимость обработки на одном станке становится равной себестоимости обработки на двух станках с более низкими режимами. При v > vmax целесообразно установить дополнительный станок; при v < vmin следует принять vmin,; при vmin < v < vmax расчет режимов резания выполняют по заданной производительности.
Использование для изготовления ступенчатых валов на АЛ заготовок из прутка или цельных болванок усложняет ее структуру, уменьшает производительность и увеличивает себестоимость изготовления деталей. В качестве заготовок на АЛ в основном применяют поковки и штамповки, используют холодное выдавливание, холодную высадку на многопозиционных автоматах.
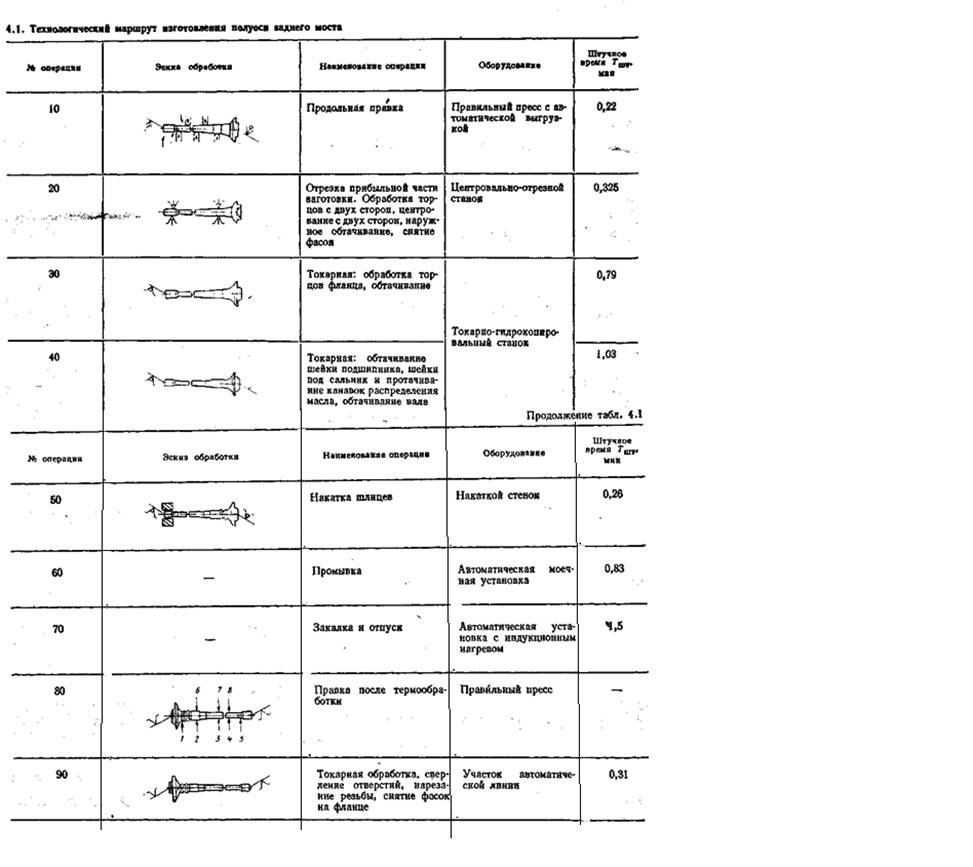
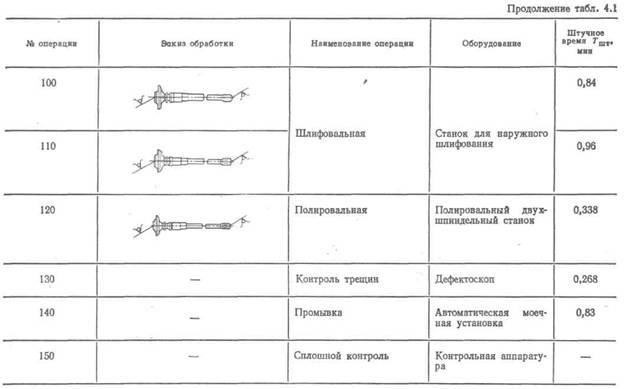
Технологический маршрут изготовления полуоси заднего моста (материал — сталь 35) на автоматической линии Волжского автозавода приведен в табл. 4.1. На АЛ выполняется 15 операций. Продольная правка заготовки (операция 10) осуществляется на правильном пресс-автомате. Заготовка вращается зажимным патроном и рихтуется тремя рядами вращающихся валков. На операции 20 дисковой фрезой отрезается прибыльная часть заготовки. Затем на отдельных позициях АЛ выполняются совмещенные во времени подрезка торцов, центрирование и обтачивание двумя вращающимися инструментальными блоками. На операции 50 осуществляется холодное накатывание шлицев с эвольвентным профилем. На операции 70 выполняется термообработка. На операции 80 производится выпрямление вала после закалки. Вал устанавливается на упругие опоры 1—5 с поджимом центрами. Точки правки указаны стрелками 6—8. В зоне расположения опор 1—5 установлены индикаторы, по показаниям которых ведется правка. Шлифование (операция 110) выполняется на полуавтоматах с заправкой круга под углом 30° со ступенчатым профилем. Полирование осуществляется полировальной лентой в среде керосина [7].
Служебное назначение фланцев и технические требования к ним.
Фланцы служат для ограничения осевого перемещения вала, расположенного на подшипниках в изделии (машине), за счет создания определенного натяга или гарантированного осевого зазора между торцом наружного кольца подшипника и торцом фланца. Фланцы также выполняют роль крышек отверстий под валы, создавая необходимое уплотнение.
Фланцы отличаются большим разнообразием конструкций. Общим является их крепление к корпусу винтами. Основными базами (конструкторскими) таких фланцев являются посадочная
4.2. Типовые технологические процессы (операции) обработки соосных отверстий | ||||
Обрабатываемый элемент или техническое требование | Квалитет точности | Шерохо- ватость поверхности Ra, мкм | Сте- пень точности | Технологический процесс обработки |
Отверстия диаметром до 30 мм в сплошном мате- риале | 11 и | 25 и | Сверление или растачивание | |
грубее | грубее | |||
10 и | 12,5 и | — | Сверление и растачивание или зенкерование | |
грубее | грубее | |||
8—9 | 6,3—1,6 | Сверление, растачивание и развертывание, зенкерование и развертывание | ||
7 | 1,6—0,4 | Сверление, зенкерование (растачивание), двукратное развертывание или сверление, растачивание | ||
и внутреннее шлифование (закаленных деталей) | ||||
Отверстия диаметром более 30 мм, отлитые или штампованные | 10 и | 12,5 и | — | Растачивание или зенкерование |
грубее | грубее | |||
9 | 3,2 | — | Двукратное растачивание или зенкерование | |
8 | 1,6 | Двукратное зенкерование или растачивание и однократное развертывание, или зенкерование и протягивание, или протягивание | ||
7 | 0,8—0,3 | Черновое зенкерование (растачивание), чистовое зенкерование (растачивание) и двукратное развертывание или зенкерование и протягивание, или протягивание без предварительной обработки, или черновое растачивание с последующим внутренним шлифованием | ||
Обеспечить соосность отверстия и наружной поверхности, перпендикулярность торца | 10 | 12,5 и | — | С одного установа расточить или зенкеровать |
грубее | ||||
отверстие и обточить наружную поверхность и торец | ||||
То же | 8—9 | 3,2—1,6 | — | С одного установа отверстие расточить с последующим развертыванием. Наружную поверхность и торец точить окончательно С одного установа шлифовать отверстие, наруж- ную поверхность и торец после токарной обработки |
9—10 | 3,2—1,6 | |||
7 | 0,8—0,4 | 5—7 | ||
8 | 0,4—0,2 | — | ||
0,8—0,4 | 6 |
Обрабатываемый элемент или техническое требование | Квалитет точности | Шерохо- ватость ности Ra, мкм | Сте- пень точности | Технологический процесс обработки |
Обеспечить соосность отверстия и наружной поверхности, перпендикулярность торца | 7 | 0,8—0,4 | С двух установов: 1) в патроне обработать отверстие двукратным развертыванием или внутренним шлифованием, одновременно шлифовать торец или протянуть отверстие; 2) на оправке с использованием отверстия детали в качестве базы шлифовать наружную поверхность и торец | |
0,4—0,2 | 5—7 | |||
6 | 0,8—0,4 | |||
цилиндрическая поверхность по размеру отверстия в корпусе и малый торец центрирующего пояска.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
