

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис.4.9 Фрезерование шлицев.
а - с установкой в оправку с обработанным конусом, б- предварительная обработка фасонной фрезой, в - чистовая обработка боковых поверхностей шлицев фасонной фрезой.
Если шлицевое соединение центрируется по поверхности внутреннего диаметра, то последовательность операций до термообработки остается той же. После термической обработки шлифуются боковые поверхности шлицев и внутренние поверхности по диаметру. Шлифование выполняют либо профильным кругом одновременно по боковым поверхностям и дну впадины, либо за две операции: шлифование двумя кругами боковых поверхностей; шлифование внутренней поверхности кругом, заправленным по дуге. Лучшие результаты по точности и производительности достигаются при шлифовании одним профильным кругом.
Более производительными методами образования шлицев являются контурное шлицестрогание, шлицепротягивание, накатывание. В крупносерийном и массовом производстве эффективно строгание шлицев на шлицестрогальных станках (мод. МАЧ) набором фасонных резцов, собранных в головке. Число и профиль резцов соответствуют числу шлицев и профилю впадины между шлицами. За каждый двойной ход резцы перемещаются в радиальном направлении на заданное значение подачи. Параметр шероховатости обработанной поверхности Ra = 1,25 ... 2,5 мкм.
Шлицепротягивание на шлицепротяжных станках выполняется двумя блочными протяжками 1 (рис. 4.10) одновременно двух диаметрально противоположных впадин. После каждого хода протяжек вал поворачивается на определенный угол. Блок протяжки состоит из набора резцов 2, которые могут независимо перемещаться в радиальном направлении. Можно протягивать сквозные и несквозные шлицы. Копирная линейка 3 обеспечивает протягивание несквозных шлицев по заданной траектории. Шлицестрогание и шлицепротягивание производительнее (в зависимости от размеров шлицев) шлицефрезерования в 5—8 раз.
При накатывании шлицы образуются пластическим деформированием (рис. 4.11, а). Накатывают в основном эвольвентные шлицы. Накатыванию подвергают валы с твердостью не выше НВ 220 при модуле шлицев не более 2,5 мм. Накатанные шлицы повышают износостойкость вала.
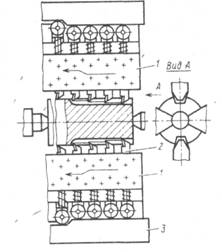
Рис.4.10 Протягивание шлицев на валах.
Шлицы накатывают двумя или тремя роликами, изготовленными из высоколегированных сталей (твердость рабочей части HRCд 63—66). Их устанавливают по делительной окружности предварительно обработанной заготовки с учетом упругих деформаций технологической системы [1, 39]. Рекомендуемые режимы накатывания: окружная скорость роликов 15—20 м/мин при диаметре начальной окружности 200 мм; осевая подача 150—200 мм/мин. Обеспечивается параметр шероховатости поверхности Ra = 0,63 ... 0,32 мкм. Накатывание шлицев рейками за один рабочий ход на всю длину производительнее, чем накатывание роликами. Однако из-за возникающих значительных сил его применение ограничено.
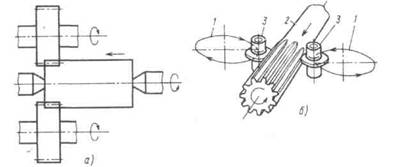
Рис.4.11 Накатывание шлицев.
а - круглыми роликами, б - планетарным методом.
Накатывают шлицы длиной ее более 80—100 мм. Производительность накатывания в 8— 10 раз выше шлицефрезерования.
Высокопроизводительным методом является планетарное накатывание (рис. 4.11, б). Профиль эвольвентных шлицев формируется двумя роликовыми головками 1, имеющими встречное вращение от двух двигателей. Головки оснащены профильными роликами 3. Ролики одновременно и синхронно внедряются в заготовку 2, вращающуюся вокруг своей оси. Частота вращения головок и заготовки согласованы между собой с учетом числа шлицев. Одновременно осуществляется непрерывная осевая подача заготовки. Этот метод рекомендуется только для материалов е характеристиками![]() Заготовки
Заготовки
предварительно обрабатывают по наружному диаметру. Достигается параметр шероховатости Ra < 1 мкм.
Шпоночные пазы в зависимости от конструкции обрабатывают либо дисковой фрезой, если паз сквозной, либо торцовой (пальцевой) фрезой, если паз глухой. Максимальная точность паза (глубина) достигается при использовании в качестве технологических баз поверхностей центровых отверстий при установке вала в центрах. При использовании в качестве технологических баз наружных цилиндрических поверхностей вала с его установкой на призмы приспособления возникают погрешности установки, обусловленные комбинациями диаметрального размера вала. Погрешность установки можно свести к минимуму за счет использования самоцентрирующих, тисков (см. рис. 4.5).
Шпоночные пазы обрабатывают на горизонтально - и вертикально-фрезерных станках. В серийном и массовом производстве для получения глухих шпоночных пазов используют шпоночнофрезерные полуавтоматы, работающие «маятниковым» методом: двузубая пальцевая фреза за один рабочий ход подается на глубину резания 0,2—0,3 мм и фрезерует паз на всю длину, затем снова подается на ту же глубину и фрезерует паз в другом направлении, и так до получения полной глубины паза. В крупносерийном и массовом производстве фрезерование осуществляется в многоместных приспособлениях комплектом фрез.
Нарезание резьбы на валах. В зависимости от типа производства внутренние резьбы на валах нарезают метчиками на сверлильных, револьверных, резьбонарезных, а также агрегатных станках-полуавтоматах и автоматах. При нарезании глухих резьб используют самовыключающиеся патроны для точной остановки движения подачи и вращения метчика. Наружные остроугольные резьбы нарезают плашками, резьбонарезными головками, резьбовыми резцами, гребенками и групповыми резьбовыми фрезами. В единичном и мелкосерийном производстве наружные резьбы нарезают на токарно-винторезных станках резьбовыми резцами или гребенками, обеспечивая 6—8-ю степень точности. Резьбы 4-й степени точности получают на презиционных токарновинторезных станках.
Нарезание резьбы плашками и резьбонарезными головками выполняют на револьверных, токарных, болторезных станках, а также на токарно-револьверных автоматах. В мелко - и среднесерийном производстве При требовании точности к резьбе не выше 7-й степени резьбу нарезают плашками. В крупносерийном и массовом производстве резьбы нарезают резьбонарезными головками, обеспечивающими 6-ю степень точности и повышение производительности по сравнению с нарезанием плашками в 2—4 раза. Плашки в головке могут быть плоскими и круглыми гребенчатыми, последние долговечнее.
Короткие остроугольные резьбы фрезеруют гребенчатой групповой фрезой на резьбонарезных станках. Фреза представляет собой как бы несколько дисковых резьбовых фрез, сложенных торцами. Ось фрезы располагается параллельно оси заготовки, которая медленно вращается. Кроме вращения фрезы, обеспечивается осевое перемещение фрезерной головки на шаг резьбы за один оборот заготовки.
Накатывание резьбы производительнее нарезания резьбовыми головками и применяется в крупносерийном и массовом производстве, обеспечивая 60-ю степень точности.
Если шейки вала подвергаются термообработке, то резьбу изготовляют до термообработки. Мелкие резьбы у термообрабатываемых валов изготовляют сразу на резьбошлифовальных станках. Резьбу нарезают после окончательного шлифования шеек, если вал не подвергается закалке. Это снижает опасность повреждения резьбы при передаче вала на последующую операцию.
Термическую обработку выполняют путем поверхностной закалки шеек с нагревом в индукторе ТВЧ, используют также цементацию в последующей закалкой шеек или общую закалку вала.
Шлифование валов выполняют на круглошлифовальных и бесцентрово-шлифовальных станках, обеспечивая 6-й квалитет точности. Шейки валов шлифуют за две операции (или за два перехода): предварительное и чистовое шлифование. В качестве технологических баз при шлифовании валов на круглошлифовальных станках используют центровые отверстия и торец заготовки. Точность обработки во многом зависит от качества центровых отверстий. Поэтому перед шлифованием их подвергают правке шлифованием конусным кругом.
Наиболее распространены два метода шлифования: осциллирующее (рис. 4.12, а), используемое для обработки поверхностей значительной протяженности, и врезное (рис. 4.12, б), используемое для обработки коротких шеек. Врезное шлифование (с поперечной подачей) отличается высокой производительностью, особенно при обработке набором кругов, когда одновременно шлифуют несколько шеек вала. Общая ширина круга при этом 300 мм и более. В крупносерийном и массовом производстве врезное шлифование часто выполняется по автоматическому циклу. Одно временное шлифование шейки и торца уступа выполняют на торцешлифовальных станках с наклоном круга. На этих станках более точно выдерживается линейный размер от базового торца за счет установки заготовки в передний плавающий центр.
Когда нужно обеспечить точность размеров 5—6-го квалитетов и. параметр шероховатости поверхности Ra = 0,1 мкм и меньше, после чистового шлифования шейки вала притирают.
При шлифовании шеек предусматривают канавки для выхода шлифовального круга. Если шейки вала имеют одинаковый диаметр, но разные посадки, то для облегчения шлифования шейки разграничивают канавками. Если по условию прочности на валу нет канавки, то на размер, определяющий протяженность данной посадки, дают допуск 3—5 мм.
В единичном, мелкосерийном и среднесерийном производстве применяют круглошлифовальные станки с ЧПУ, предназначенные для осциллирующего и врезного шлифования. Производительность обработки увеличивается по сравнению со станками с ручным управлением в 1,5—2 раза. Производительность шлифования повышается также при использовании станков, работающих по принципу силового шлифования со скоростями 50—80 м/с.
Бесцентровое шлифование (рис. 4.12, в) используют для обработки небольших валов, при этом обеспечивается точность по 6—8-му квалитетам. Шлифование выполняют с продольной и поперечной подачей (врезанием). Заготовка 2 располагается выше осевой линии кругов на размер А. Подача 5 заготовки вдоль оси обеспечивается посредством силы трения между нею и ведущим кругом 4 за счет его поворота на угол а = 1 ... 45° относительно шлифовального круга 1. Гладкие валы шлифуют с продольной подачей, ступенчатые — с продольной подачей до упора.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
