

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Специальные патроны позволяют обрабатывать детали за две установки с двух сторон без смены кулачков (рис. 4.14). У обычных патронов ход кулачков небольшой. На станках, встраиваемых в ГПС, используют патроны с большим ходом кулачков, патроны с автоматической системой замены кулачков. Для заготовок, устанавливаемых в центрах, применяют двух - и трехкулачковые поводковые патроны g плавающим центром и эксцентриковыми Сменными кулачками автоматического действия.

Рис.4.15 Револьверная головка и комплект резцов для станка 16К20Ф3:
1-проходной, 2- канавочный, 3(4)-копировальные, 5-резьбовой, 6- для угловых канавок.
Поверхности детали, подлежащие токарной обработке, в зависимости от назначения и требований точности разделяют на основные и дополнительные участки. Участки поверхности, окончательная обработка которых может быть выполнена проходным или расточным контурным резцом, относят к основным. Участки поверхности, для формообразования которых требуется другой режущий инструмент, относят к дополнительным (торцовые и угловые канавки, резьбовые поверхности и т. д.). Обычно основные участки поверхности обрабатывают за несколько переходов. Переходы выполняют за одну операцию на одном станке, если деталь не подвергается промежуточной термической обработке, если же подвергается, то за несколько операций на разных станках.
Ниже приведена типовая последовательность выполнения переходов при обработке на токарных станках с ЧПУ: 1) предварительная обработка основных участков поверхностей детали (подрезка торцов, центрирование перед сверлением отверстий диаметром до 20 мм, сверление: при использовании двух сверл вначале сверлом большего диаметра, рассверливание отверстий, предварительное обтачивание наружных поверхностей, растачивание внутренних поверхностей; 2) обработка дополнительных участков поверхностей (кроме канавок для выхода шлифовального круга, резьбы и т. п.); если черновая и чистовая обработка внутренних поверхностей выполняется одним резцом, все дополнительные участки обрабатывают после чистовой обработки; 3) окончательная обработка основных участков поверхностей, вначале внутренних, затем наружных; 4) обработка дополнительных участков поверхностей, не требующих черновой обработки (вначале в отверстиях или на торцах, потом на наружной поверхности) [7, 17].
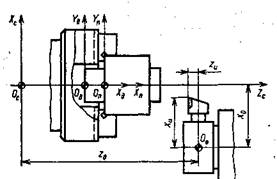
Рис.4.16 Схема согласования систем координат при программировании токарной обработки.
Если заготовку обрабатывают при установке в центрах на предварительно подготовленные технологические базы, то подрезка торцов и центрование исключаются. Могут быть частные случаи типовой схемы обработки, зависящие не только от наличия указанных поверхностей, но и числа режущих инструментов, которые можно разместить в револьверной головке или магазине станка с ЧПУ.
Состав технологически необходимых инструментов, составляющих комплект, зависит от вида заготовки, ее конфигурации, типа системы ЧПУ и технологических возможностей станка. Например, при обработке в патроне штучной заготовки фланца на станке с контурной системой ЧПУ в комплект технологически необходимого инструмента входит сверло, расточный резец, проходной резец (при этом чистовая обработка наружного контура, включая фаски и канавки для выхода шлифовального круга, может быть выполнена контурным резцом). При той же обработке на станке с прямоугольной системой ЧПУ в такой комплект войдут резцы для прорезки канавок и снятия фасок. К инструментам, облегчающим условия обработки, можно отнести сверло большого диаметра или набор сверл, расточную оправку большого диаметра и проходной контурный резец. На рис. 4.15 приведен пример комплекта инструментов для токарных станков с ЧПУ.
При подготовке программы обработки деталей типа тел вращения на этих станках (рис. 4.16) согласуют системы координат станка Хс, Zс, приспособления Хп, Yп детали Хд, Уд и координаты Хи, Zи и суппорта Х0, Z0 режущего инструмента.
Разработка схемы наладки для определения относительного расположения детали и инструмента в рабочем пространстве станка. Схема должна содержать (при любом оформлении) следующую информацию: способ закрепления заготовки, контуры поверхностей, подлежащих обработке, контуры срезаемого слоя (тонко); указание базовых поверхностей, используемых для закрепления; расстояние от оси поворотного резцедержателя до базовой плоскости (в продольном) и до оси шпинделя (в поперечном) направлениях (т. е. координаты нулевого положения суппорта); расстановку инструментов на резцедержателе и их обозначение; расстояние от оси резцедержателя до формообразующей вершины каждого резца в продольном и поперечном направлениях; указание инструмента (блока) для каждой поверхности, подлежащей обработке.
Исходное (нулевое) положение резцедержателя может быть задано в любой точке рабочего пространства. Вылет резца задают с учетом скругления при вершине. При расчете перемещений по опорным точкам контура следует указывать расстояние х0, z0 от оси резцедержателя до касательной. Эти размеры используют для размерной настройки резца и программирования. При расчете по точкам эквидистанты дополнительно проставляют используемые при программировании расстояния X0 z0 от оси резцедержателя до центра скругляющей дуги.
Геометрические расчеты выполняют для определения траектории движения режущего инструмента, разделения ее на элементарные участки, определения координат их опорных точек и вычисления приращения координат между всеми соседними опорными точками. Положение всех опорных точек траектории определяется в координатах Z, X рабочего пространства станка.
Запись и кодирование. Геометрическую информацию и коды записывают в карте программирования в виде последовательно располагающихся букв и цифр, а затем кодируют на перфоленте. При этом нужно соблюдать правила, приведенные в инструкциях по программированию и прилагаемые к системе ЧПУ, с учетом особенностей программирования для конкретных моделей станков. Управляющую программу проверяют и корректируют.
Точность обработки. Однократная обработка поверхности на токарных станках с ЧПУ обеспечивает точность 12—13-го квалитетов и параметр шероховатости поверхности Ra — 3,2 мкм. При этом радиус при вершине назначают по наименьшему радиусу переходной поверхности на детали; в других случаях переходную поверхность выполняют по программе. Для обеспечения параметра шероховатости Ra менее 1,6 мкм на последнем чистовом переходе уменьшают подачу и увеличивают частоту вращения. При более высоких требованиях (точности 7—9-го квалитетов) окончательную обработку выполняют чистовым резцом с коррекцией на размер. Для обеспечения высокой точности размеров при чистовой обработке резец устанавливают в такой плоскости, чтобы погрешность позиционирования револьверной головки не влияла на точность выполняемого размера. Черновую обработку со снятием напуска выполняют по-разному. При перепаде диаметров ступеней большей длины ступени обработку производят с поперечной подачей (в противном случае — с продольной).
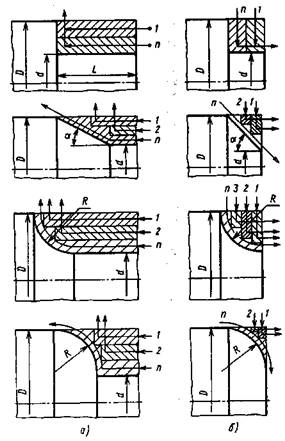
Рис.4.17. Перемещения резцов при обработке основных участков поверхностей: а – проходного, б- подрезного.
Схемы обработки.
Современные системы ЧПУ обеспечивают обработку по постоянному циклу. При составлении УП задают исходный и требуемый контур. На рис. 4.17, 4.18 приведены схемы перемещения инструментов при обработке основных участков поверхности. Обработку обычно выполняют черновым, а затем чистовыми резцами. Работа вершины резца при врезании улучшается, если предварительно снята фаска. Снятие фасок целесообразно выполнять серединой лезвия инструмента. Канавки сложной формы обрабатывают по типовой программе за несколько ходов (рис. 4.18). Схему обработки выбирают с учетом размеров глубины h = 0,5 (D2 — Dt) и ширины В канавки (рис. 4.18, а). Если h < 5 мм, то предварительную обработку выполняют с продольной подачей канавочным резцом при В < 30 мм (рис. 4.18, б), проходным резцом при В > 30 мм
(рис. 4.18, в). При h > 5 мм и В < 30 мм используют канавочные резцы и работают методом ступенчатого врезания (рис. 4.18, г). При В < 30 мм после протачивания канавки шириной до 10 мм (рис. 4.18, д) оставшийся материал удаляют подрезным резцом (рис. 4.18, е). Окончательную обработку во всех случаях выполняют двумя канавочными резцами по контуру (рис. 4.18, ж, з). Внутренние канавки обрабатывают аналогично.
|
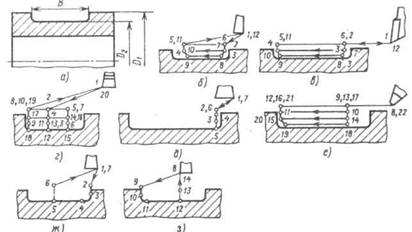
Рис.4.18 Программы обработки канавок сложной формы:
1-22 опорные точки траектории перемещения инструмента.
В системах ЧПУ имеется возможность ввода коррекции на положение инструмента для
компенсации его изнашивания и упругого деформирования технологической системы. Корректирующие переключатели (блоки коррекции) выбираются програм-
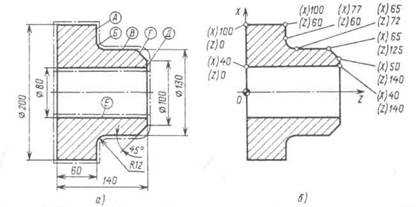
Рис.4.19 Заготовка фланца (а) и ее размеры в абсолютных координатах(б)
мой обработки либо на всю зону обработки одним инструментом, либо на отдельные поверхности. Блоки коррекции не назначаются на сверла, развертки и другой осевой мерный инструмент [36].
Рассмотрим процесс подготовки УП для черновой обработки заготовки фланца (рис. 4.19, а). Материал заготовки — чугун СЧ20. Обработку выполняют на токарно-револьвеоном станке с ЧПУ (линейная и круговая интерполяция), оснащенном двумя револьверными головками 1, 2 (рис. 4.20), расположенными на одном суппорте 3. Вертикальная шестипозиционная головка 2 служит для установки стержневых и расточных инструментов, а горизонтальная круглая шестипозиционная головка 1 — для установки резцов при наружной обработке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
