

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис.4.20 Токарный станок с ЧПУ вертикальной компоновки с двумя револьверными головками.
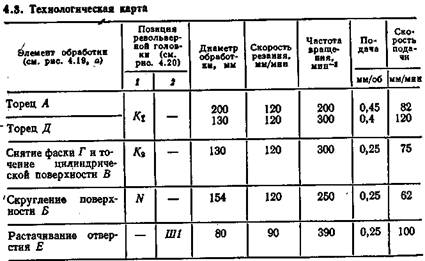
Вначале разрабатывают технологические переходы и последовательность их выполнения, выбирают режущие инструменты и последовательность их расположения на револьверной головке, определяют способ базирования и закрепления заготовки, определяют режим резания для каждого перехода. Заготовку 4 базируют по торцу и наружной цилиндрической поверхности и закрепляют в трехкулачковом самоцентрирующем патроне 5. На основании данных о последовательности выполнения переходов (буквами А, Б, В, Г, Д, Е на рис. 4.19, а обозначены элементы поверхностей заготовки, подлежащие обработке), режущем инструменте, режимах резания составляют технологическую карту (табл.4.3).
После решения технологических вопросов выполняют геометрические расчеты. При работе станка в абсолютной системе координат чертежные размеры детали пересчитывают в абсолютные размеры в системе координат, в которой ось X совпадает с левым торцом детали, а ось Z — с осью детали (см. рис. 4.19, б) [8, 36]. Точка О — начало координат — является началом отсчета (ноль детали). Например, абсолютный размер (X) 65 соответствует радиусу наружной цилиндрической поверхности В диаметром 130 мм - абсолютный размер (Z) 140 — длине детали140 мм; абсолютный размер (X} 40 — радиусу отверстия диаметром 80 мм и т. д.
Затем определяют координаты исходной точки ИТ — точки O1 (рис. 4.21, а). Координаты ИТ (O1 х0 = 120 мм; z0 = 280 мм. Эти координаты определяют, как правило, при условии, что центр суппорта расположен в нулевой точке, а также с учетом радиуса круглой револьверной головки и вылета режущего инструмента. Далее определяют траекторию движения каждого режущего инструмента.
Рис.4.21 Траектории движения резцов:
а – подрезного,1-й проход; б – проходного,2-й проход; в – расточного 3-й проход.
Рассмотрим траекторию движения подрезного резца (рис. 4.21, а), установленного в позиции К1 (см. рис. 4.20). Радиус r при вершине резца равен 1,5 мм. Из ИТ резец
движется со скоростью быстрого перемещения ![]() по горизонтали до опорной точки 1 с координатами (х1) 120; (z1) 61,5. Координата z1 учитывает радиус r = 1,5 мм, следовательно, расстояние между передней кромкой резца и точкой 1 составляет 60 мм. Из точки 1 резец опускается со скоростью рабочей подачи
по горизонтали до опорной точки 1 с координатами (х1) 120; (z1) 61,5. Координата z1 учитывает радиус r = 1,5 мм, следовательно, расстояние между передней кромкой резца и точкой 1 составляет 60 мм. Из точки 1 резец опускается со скоростью рабочей подачи ![]() до точки (x2) 77; (z2) 61,5. При этом выполняется подрезание торцовой поверхности А. Из точки 2 резец перемещается со скоростью
до точки (x2) 77; (z2) 61,5. При этом выполняется подрезание торцовой поверхности А. Из точки 2 резец перемещается со скоростью ![]() в точку (х3) 77; (z3) 141,5 (начало подрезания торцовой поверхности Д). Из точки 3 резец перемещается со скоростью
в точку (х3) 77; (z3) 141,5 (начало подрезания торцовой поверхности Д). Из точки 3 резец перемещается со скоростью ![]() в точку 4 (х4) 34; (z4) 141,5, подрезая торец Д. В точке с координатами (х) 50; (z) 165 револьверная головка поворачивается. В результате поворота на рабочую позицию выводится проходной резец, установленный в позиции K2 (см. рис. 4.20), и начинается выполнение второго технологического перехода. На рис. 4.22 дана таблица для расчета конечных положений проходного резца K2 при обработке фаски (конуса) при r = 1,5 мм.
в точку 4 (х4) 34; (z4) 141,5, подрезая торец Д. В точке с координатами (х) 50; (z) 165 револьверная головка поворачивается. В результате поворота на рабочую позицию выводится проходной резец, установленный в позиции K2 (см. рис. 4.20), и начинается выполнение второго технологического перехода. На рис. 4.22 дана таблица для расчета конечных положений проходного резца K2 при обработке фаски (конуса) при r = 1,5 мм.
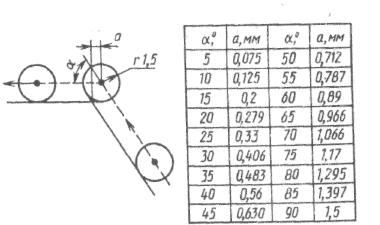
Рис.4.22 Определение конечных положений резца при обработке фаски или конуса.
Для определения траектории движения проходного резца (K2) при обработке фаски необходимо выполнить следующие расчеты.
1. Рассчитывают координату z2 точки 2: z2 =125 + а =125,63 мм, где 125 мм — координата z вершины фаски на детали (см. рис. 4.21, б); а = 0,63 мм при ![]() = 45° (см. рис. 4.22).
= 45° (см. рис. 4.22).
2. Рассчитывают координату x2 точки 2: х2 = 65 + r = 66,5 мм, где 65 мм — координата х вершины фаски на детали (см. рис. 4.21, б); r =1,5 мм — радиус закругления вершины резца K2.
3. Рассчитывают координату z1 точки 1: z1=z2+c+2r = 125,63 + 15 + 2*1,5 =143,63 мм, где с = 140 — 125 =15 мм (см. рис. 4.21, б).
4. Для определения катета прямоугольного треугольника с углом ![]() = 45° (см. рис. 4.22) определяют
= 45° (см. рис. 4.22) определяют ![]() z = z1-z2 = 143,63-125,63 = 18 мм.
z = z1-z2 = 143,63-125,63 = 18 мм.
5. Рассчитывают координату x1 = x1 -![]() z = 66,5 - 18 = = 48,5 мм.
z = 66,5 - 18 = = 48,5 мм.
При выполнении второго технологического перехода проходной резец K2 из точки (x) 50, (z) 165.перемещается со скоростью ![]() в точку 1 (x1) 48,5; (z1) 143,63. Из точки 1 резец со скоростью
в точку 1 (x1) 48,5; (z1) 143,63. Из точки 1 резец со скоростью![]() перемещается в точку 2 (х2) 66,5; (z2) 125,63, обрабатывая фаску Г. Из точки 2 резец со скоростью рабочей подачи
перемещается в точку 2 (х2) 66,5; (z2) 125,63, обрабатывая фаску Г. Из точки 2 резец со скоростью рабочей подачи ![]() перемещается в точку 3 с координатами (x3) 66,5; (z3) 72, обрабатывая цилиндрическую поверхность В. Из точки 3 резец перемещается со скоростью
перемещается в точку 3 с координатами (x3) 66,5; (z3) 72, обрабатывая цилиндрическую поверхность В. Из точки 3 резец перемещается со скоростью ![]() в точку 4 (x4) 77,5; (z4) 61,5, обрабатывая скругление Б. Из точки 4 резец перемещается со скоростью
в точку 4 (x4) 77,5; (z4) 61,5, обрабатывая скругление Б. Из точки 4 резец перемещается со скоростью![]() в ИТ (х0) 120; (z0) 280.
в ИТ (х0) 120; (z0) 280.
При выполнении третьего технологического перехода (растачивание отверстия, см. рис. 4.21, в) расточной резец, установленный в позиции Ш1 (см. рис. 4.20) шестигранной револьверной головки, из точки (х) -160; (z)- 320 перемещается со скоростью![]() в точку 1 (х1) 38,5; (z1) 143. Радиус при вершине резца r = 1,5 мм. Из точки 1 резец со скоростью
в точку 1 (х1) 38,5; (z1) 143. Радиус при вершине резца r = 1,5 мм. Из точки 1 резец со скоростью ![]() перемещается в точку 2 (х2) 38,5; (z2) 8, обрабатывая поверхность Е. Из точки 2 резец со скоростью
перемещается в точку 2 (х2) 38,5; (z2) 8, обрабатывая поверхность Е. Из точки 2 резец со скоростью ![]() перемещается в точку 3 (х3) 28; (z3) 15, затем в точку 4 (х4) 28; (z4) 165 и далее в первоначальную точку (х) — 160; (z) — 320.
перемещается в точку 3 (х3) 28; (z3) 15, затем в точку 4 (х4) 28; (z4) 165 и далее в первоначальную точку (х) — 160; (z) — 320.
После определения координат опорных точек траектории перемещения инструментов выполняют кодирование информации УП на специальных бланках (табл. 4.4). В таблице для примера приведена информация только на первые восемь кадров 001—008. Всего черновая обработка заготовки занимает 22 кадра. После заполнения табл. 4.4 УП записывают на программоноситель. В данном примере не использованы подготовительные функции G стандартных циклов и программы на отдельные участки обрабатываемых поверхностей. В современных УЧПУ такие возможности заложены.
Для токарной обработки выпускают станки с системами ЧПУ на базе мини-ЭВМ (микропроцессорные системы). Станок 16К20Т1 оснащен двух координатным оперативным УЧПУ мод. «Электроника НЦ-31», обеспечивающим линейно-круговую интерполяцию. Перемещения исполнительных органов станка отрабатываются как в абсолютной, так и в относительной системах координат. Дискретность УЧПУ составляет 0,01 мм/имп. по оси Z и 0,005 мм/имп. по оси X, подача 0,01—20,47 мм/об; скорость быстрых перемещений 5 м/мин (по оси X) и 7,5 м/мин (по оси Z). Широкие технологические возможности имеют токарные станки с ЧПУ мод. 1П732Ф4, 1П732Ф4А, ТМЦ 200. Кроме различных токарных операций, на них с помощью специальных инструментальных шпинделей с вращающимся инструментом (сверлами, фрезами и др.) обрабатывают различные отверстия (в том числе и перпендикулярные к оси детали), фрезеруют пазы, лыски, канавки, нарезают резьбу. Такие станки обеспечивают полную обработку детали, если она не подвергалась термической обработке.
|

На рис. 4.23 показан многооперационный станок с ЧПУ токарного типа. Станок имеет шпиндельную бабку с коробкой скоростей, передвигающуюся для установочных перемещений в вертикальном направлении, револьверный узел 1, поворачивающийся вокруг вертикальной оси и перемещающийся параллельно и перпендикулярно к оси шпинделя в направлении осей X, Z. На корпусе этого узла расположена револьверная головка 2 с восемью не-вращающимися инструментами., Последняя при смене инструмента поворачивается вокруг горизонтальной оси. Вокруг этой же оси поворачивается головка 3 с вращающимся шпинделем, который используют для сверлильных и фрезерных работ. В верхней части узла 1 размещен магазин 4 с десятью инструментами, которые переставляются автооператором из магазина в шпиндель и обратно.
Рис.4.23 Многооперационный станок токарного типа.
4.4. Автоматизированные участки для изготовления деталей типа валов и фланцев
Изготовление в условиях гибких производственных систем. Основой гибких производственных систем (ГПС) по изготовлению деталей типа тел вращения являются станки с ЧПУ и промышленные роботы (ПР). Из станков с ЧПУ и ПР создают робототехнические комплексы (РТК) различного назначения. Объединяя РТК общей автоматизированной транспортно-складской системой, системой управления, компонуют различные ГПС. ГПС оснащают Необходимыми вспомогательными устройствами, в том числе механизированным столом-накопителем, межстаночными накопителями и ложементами (устройствами ожидания для заготовок), стружкоуборочным конвейером, а также системой фотоэлектрической защиты зоны работы ПР, обеспечивающей безопасность при эксплуатации.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
