

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПР мод. УМ160Ф2.81.01 осуществляет установку заготовок, снятие деталей, их межстаночное транспортирование. Грузоподъемность до 160 кг, погрешность позиционирования не более ±1 мм при максимальных скоростях перемещения отдельных звеньев.0,8—1,6 м/с. ПР может обслуживать до 40 моделей различного технологического оборудования. Система ЧПУ робота УМП-331 обеспечивает индивидуальное обслуживание станков по вызовам. Если вызовы поступают одновременно с двух и более станков, то устанавливается система приоритета, по которой ПР в первую очередь обслуживает станок с наиболее длительным циклом обработки. В долговременной памяти СЧПУ робота хранятся индивидуальные программы обслуживания каждого станка. После вызова системы управления ПР осуществляет поиск в памяти программы обслуживания данного станка.
ПР комплектуется широкодиапазонными захватными устройствами, оснащенными датчиками внешней информации. ПР выполняет следующий круг операций: поиск заготовок в накопителе; отработка заготовок с недопустимыми отклонениями размеров; переустановка; промежуточное складирование и укладка деталей в выходные позиции РТК. ПР программируется методом обучения. СЧПУ является центральной системой управления электроавтоматикой РТК при групповом обслуживании станков.
Станки РТК оснащены устройством автоматического подвода-отвода ограждения и пиноли, устройством автоматического за жима — освобождения патрона, датчиками, фиксирующими наличие детали в станке и контролирующими состояние патрона, УЧПУ и электроавтоматикой, обеспечивающими диалог между станком и ПР и выполнение других функций.
Рис.4.26 Многопозиционный РТК мод. АСВР-01
Магазин-накопитель (рис. 4.27) служит для установки и хранения деталей у станков. Он выполнен в виде направляющих щек, к которым крепятся ограничительные планки с несколькими призматическими пазами. Число щек и планок зависит от длины заготовок. Вместимость зависит от диаметра и длины заготовок. Нахождение очередных заготовок или пустых позиций магазина выполняется по сигналам датчика (рис. 4.28), расположенного на планке 2, которая может перемещаться в вертикальном направлении. На коромысле установлен упор 3, контактирующий при горизонтальном расположении с путевом выключателем 4. Рука ПР перемещается под выемкой накопителя 5 на уровне, обеспечивающем контакт коромысла с деталью 6, лежащей в выемке. Расстояние между осями захватного устройства ПР и коромыслом 1 устанавливают равным шагу выемок.
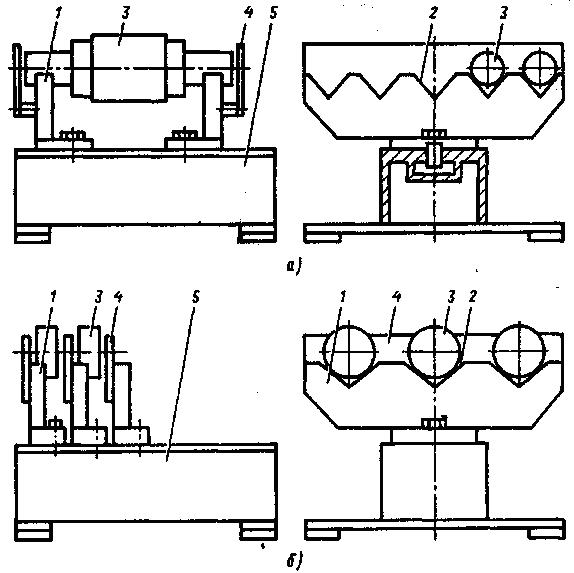
Рис.4.27 Магазины-накопители:
а – для валов, б – для фланцев
1 - щека, 2 – призматическая выемка, 3 – деталь( заготовка), 4 - ограничительная планка, 5 - основание
При совпадении осей детали и датчика последний подает сигнал в УЧПУ робота. Если нужно положить деталь в предыдущую выемку, то по сигналу датчика продольное перемещение ПР прерывается и начинается укладка детали. Если требуется взять очередную заготовку, то ПР по сигналу датчика перемещается на длину, равную шагу выемок, и затем берет заготовку (рис. 4.28, б). Промежуточная позиция позволяет уменьшить время загрузки станков.
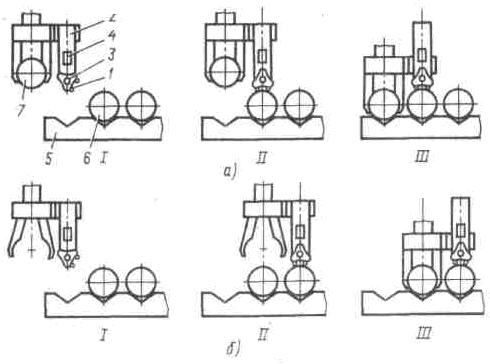
Рис.4.28. Схема работы датчика I-III позиции ПР.
Датчик положения (конечный выключатель М111А5У) контролирует наличие детали в ложементах магазина-накопителя. Датчик расположен на стойке. При наличии детали в магазине рычажный механизм контактирует с ней, нажимая одновременно на конечный выключатель.
Работа РТК. Программа работы РТК состоит из ряда подпрограмм. Они могут быть реализованы в любой последовательности: подпрограмма ожидания вызовов станка (вызывается после требуемого обслуживания каждого из станков); подпрограмма загрузки станков; подпрограмма разгрузки станков.
Подпрограмма загрузки-выгрузки согласно информации с датчиков станков, ложементов и тары, с учетом выбранного приоритета обеспечивает вызов соответствующих подпрограмм обслуживания станков. Вызов станка отсутствует во время его работы и поступает после окончания цикла обработки заготовок.
Подпрограмма загрузки станка обеспечивает последовательность выполнения следующих действий: перемещение ПР над ложементом станка; захват заготовки из ложемента или промежуточной тары; перемещение руки ПР в зону обработки; установка заготовки в патрон; предварительный зажим заготовки задним центром; зажим заготовки кулачками патрона; вывод руки ПР из зоны обработки. Окончание этой подпрограммы сопровождается закрытием защитных экранов станков и командой на начало обработки заготовки. При отсутствии заготовок, подлежащих обработке на данном станке, в ложементе или в промежуточной таре блокируется переход к подпрограмме загрузки данного станка.
Подпрограмма разгрузки станка обеспечивает последовательное выполнение следующих действий: перемещение руки ПР в зону обработки; захватывание обработанной детали; разжим кулачков патрона и отвод заднего центра; вывод руки с деталью из рабочей зоны станка.
После выполнения этих операций ПР в зависимости от состояния оборудования РТК может выполнять: загрузку следующего по технологическому процессу станка; укладку заготовки в ложемент; загрузку следующего по технологическому процессу станка (если он свободен); транспортирование заготовки в промежуточную тару-накопитель.
По окончании подпрограммы разгрузки происходит переход к подпрограмме ожидания вызова. ПР, переместившись в зону магазина-накопителя, опускает руку на уровень осей заготовок, расположенных в ложементах тары. Затем каретка ПР начинает перемещаться в продольном направлении, а рука ПР начинает поиск заготовок. Датчик положения, расположенный на руке ПР, дает сигнал в УЧПУ робота о том, что захват ПР находится на оси заготовки. После этого ПР выполняет захват заготовки и ее транспортирование в нужное место.
РТК для шлифования валов (рис. 4.29) обрабатывает гладкие ступенчатые валы (D = 40 ... 160 мм; L = 700... 1400 мм; т до 1000 кг) в условиях мелко - и среднесерийного производства. РТК состоит из ПР 1 мод. УМ160Ф2.81.04 грузоподъемностью до 160 кг, полуавтомата 2 мод. МА3296 для обработки центровых отверстий, двух круглошлифовальных станков 3 мод. МАЗМ162Ф2, устройства 5 светозащиты, УЧПУ 6, которое управляет ПР, трех устройств 4, 7, 8 связи, четырех магазинов-накопителей 9. РТК имеет линейно-параллельную компоновку. Детали на станках устанавливаются в центрах, приводимых во вращение плавающими зажимными патронами или поводковыми устройствами.
Центровые отверстия обрабатывают на полуавтомате 2, затем на станках 3 выполняют наружное шлифование. Шлифование вала по всей длине (или по его концам) выполняют на двух станках 3; сначала на первом станке обрабатывают одну сторону вала, затем ПР кантует вал и устанавливает его на второй станок, на котором обрабатывают вторую сторону вала. РТК обеспечивает автоматический цикл врезного и строчного шлифования с последующей зачисткой при продольном ходе стола, а также шлифовании торцов ступеней вала.
Магазины-накопители состоят из тары и подставки и служат для ориентации и хранения заготовок в начале участка, хранения межоперационного задела заготовок и готовых деталей. Устройства связи служат для предварительного входного контроля заготовок по длине, а также ориентации заготовок относительно центров станка. Эти устройства позволяют сократить время загрузки станков.
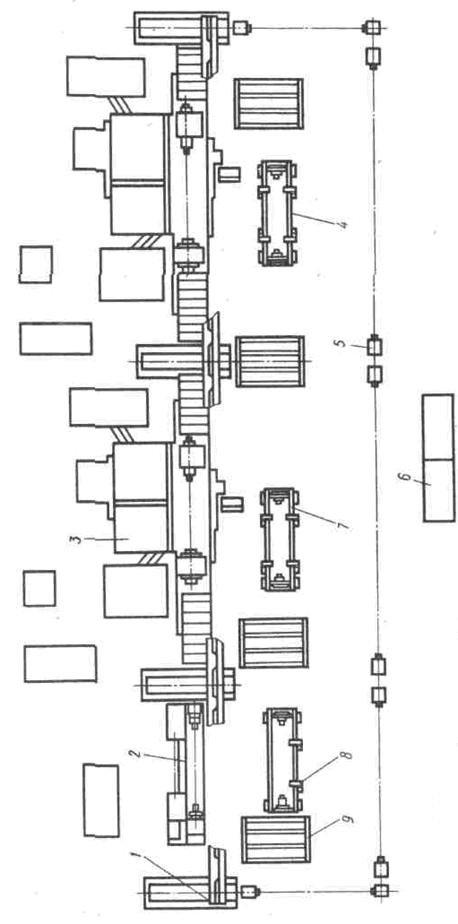
Рис.4.29 РТК для шлифования валов.
ГПС обработки валов. ГПС (рис. 4.30) скомпонована из четырех РТК: АСВР-01, АСВР-02, АСВР-06, состоящего из двух шлифовальных станков ЗМ151Ф2 с ЧПУ, оснащенных системами активного контроля и промышленным роботом СМ40Ф2 и РТК для фрезерования шпоночных пазов на базе вертикально-фрезерного станка 654ФЗ с ЧПУ; ГПС обеспечивает обработку валов 30 типоразмеров с годовой программой 60 тыс. шт. Масса обрабатываемых валов до 160 кг; L = 500 ... 1400 мм; D = 40 ... 140 мм. В ГПС входит склад заготовок и транспортная система, которая подает заготовки к РТК. Группу станков обслуживает подвесной монорельсовый ПР большой грузоподъемности.
Заготовки с конвейера автоматическим манипулятором подаются к фрезерно-центровальному станку MP179, на котором фрезеруются торцы и сверлятся центровые отверстия. Затем заготовка подается на токарную операцию, выполненную на станке 1Б732ФЗ.
Все механизмы на позициях работают независимо друг от друга и подают сигналы об окончании зажима заготовки. После получения сигнала подается команда на пуск резцовой головки, имеющей автономную систему управления. Головка с ускоренного перемещения переключается на рабочую подачу, а затем на быстрый отвод в исходное положение. Головка выключается и подает сигнал об окончании цикла обработки на позиции. После подачи сигнала включаются механизмы зажима и фиксации, которые освобождают обработанные детали в приспособлениях. С обработкой синхронизируется и работа других механизмов. Заготовка перед загрузкой на станок предварительно переносится ПР в ложемент. Туда же она кладется по окончании обработки.
Заготовку, подлежащую обработке, ПР подает на станок, укладывает на специальные держатели и сдвигает вдоль оси шпинделя до упора в самоцентрирующий патрон. После выхода руки ПР из рабочей зоны станка начинается очередной цикл обработки заготовки.
После токарной обработки портальный ПР транспортирует заготовку из ложемента в накопитель заделов. Межоперационный задел заготовок расположен между двумя станками или участками ГПС и служит для обеспечения работы этих станков или участков при их различной производительности или выходе из строя одного из них.
После выполнения токарной операции заготовка из накопителя заделов подается на круглошлифовальный станок ЗМ151Ф2. Затем на станке 654ФЗ фрезеруются шпоночные пазы.
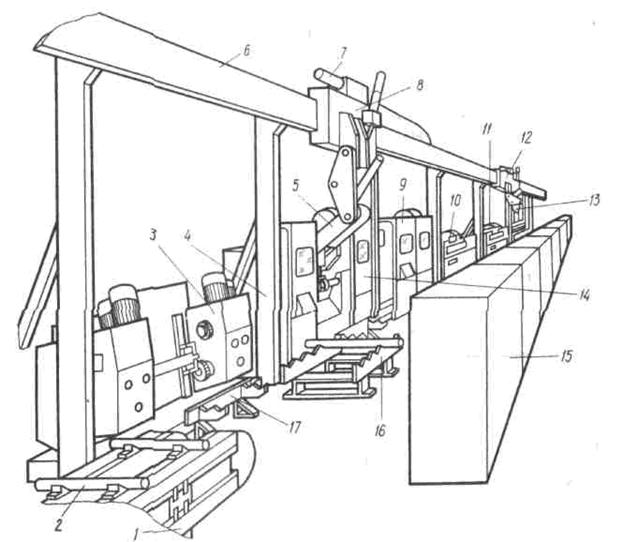
Рис.4.30. ГПС обработки валов:
1-транспортная система, 2-заготовка, 3-фрезерно-центровальный станок МР179, 4-колонна портала, 5-робот, 6-портал, 7-привод каретки робота, 8-подвесной монорельсовый робот, 9-токарный автомат 1Б732Ф3, 10,11-круглошлифовальные станки3М151Ф2, 12--подвесной монорельсовый робот, 13- вертикально-фрезерный станок 654Ф3, 14-токарный автомат 1Б732Ф3, 15-системы управления, 16- магазин накопитель заготовок, 17- ложементы (устройство ожидания).
4.5. Контроль и управление ходом технологического процесса изготовления деталей типа тел вращения
Выпуск высококачественных изделий с требуемыми в условиях ГПС технико-экономическими показателями обеспечивается использованием систем автоматического и автоматизированного контроля технологических процессов обработки. Реализация функций контроля осуществляется в первую очередь в рамках систем (подсистем) адаптивного управления за счет использования информации о протекании процессов непосредственно в зоне обработки. При обработке деталей типа тел вращения адаптивное управление для черновых операций чаще всего необходимо для поддержания постоянства мощности N, потребляемой для резания, составляющей Pz силы резания или крутящего
момента Мнр при изменении подачи S, глубины резания t или скорости резания v. Для чистовых операций в большинстве случаев поддерживается постоянство упругих отжатий технологической системы и уровень виброустойчивости при регулировании S или S и v.
Применяют также адаптивные системы с коррекцией УП. В этом случае выполняется обработка пробных заготовок в автоматическом режиме, затем измеряется деталь. По результатам измерения осуществляется коррекция УП в автоматическом режиме.
Применяют различные методы такого контроля. Наиболее простым является метод непрерывного или через короткие промежутки времени (для каждой детали) измерения текущих параметров приводных электродвигателей. На них устанавливают измерительные преобразователи, которые регистрируют изменения силы тока нагрузки и передают информацию для обработки в мини-ЭВМ. Информативность метода определяется полнотой и точностью статистических данных о зависимости текущих параметров электродвигателей для различных режимов обработки всех используемых инструментов с учетом особенностей комплексных деталей для групп деталей, которые могут быть обработаны на конкретном станке.
Для контроля состояния инструмента используется акустический метод и группа методов на основе косвенного измерения силы резания посредством измерения деформаций под действием сил резания (тензометрические датчики) и ускорений. При косвенном измерении используется особенность процесса резания, характеризуемая тем, что, например, при чистовом обтачивании с 5 <0,1 мм/об разброс значений силы резания составляет примерно 10 % и с увеличением S быстро уменьшается. Поэтому имеется возможность выявлять износ, выкрашивание инструмента, отклонение размера из-за отжима инструмента, т. е. факторы, увеличивающие силу резания. Для измерения силы резания наиболее эффективно использование активных пьезометрических датчиков. Такие датчики можно устанавливать между подшипниками винта привода подачи, в шпиндельном узле или на валу привода подачи.
Контроль состояния режущего инструмента может осуществляться по свойствам сходящей в процессе резания стружки, например по ее температуре посредством фотодиодов, работающих в области инфракрасного излучения.
Износ инструмента после окончания (или в перерывах) обработки можно контролировать оптическими датчиками с использованием световодов, обеспечивающих подведение луча света в зону резания от источника и к приемнику отраженного света (рис. 4.31). Точность измерения ±0,01 мм в диапазоне 0,1— 0,8 мм [39].
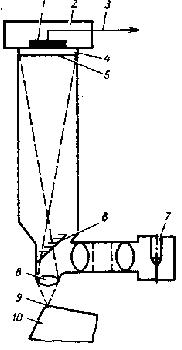
Рис.4.31Оптико электронный датчик износа режущего инструмента.
1- катод, 2- фотоусилитель, 3- выход, 4-прорезь, 5-увеличенное изображение ленточки износа, 6-полупрозрачное зеркало, 7-источник света, 8- объектив, 9-ленточка износа, 10 – режущий инструмент.
Судить об износе режущего инструмента можно по абсолютному значению постоянной составляющей ЭДС резания или при многоинструментной обработке по относительной ЭДС резания между исправным и затупленным инструментом. По ЭДС резания можно определить смещение верхней скоростной границы наростообразования. В качестве диагностического сигнала состояния инструмента можно использовать также значение электрического сопротивления скользящего контакта инструмент—деталь.
Размеры деталей (заготовок) типа тел вращения контролируют, как правило, до обработки, после ее окончания, а иногда между переходами. Контроль выполняется щупами (датчики касания), аналогичными применяемым в контрольно-измерительных машинах (рис. 4.32). При контроле состояния инструмента и размеров заготовки и детали вне процесса резания используют также оптические и оптико-электрические методы [6].
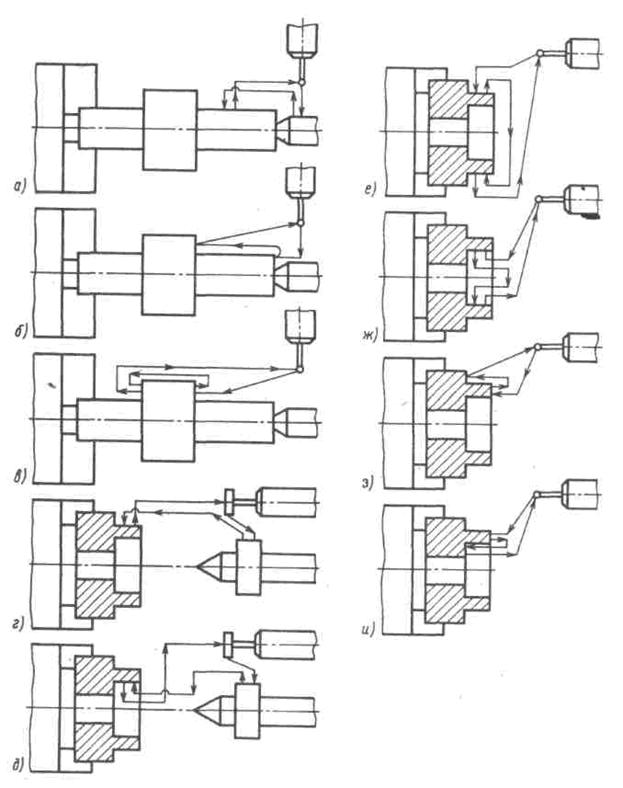 Рис. 4.32. Применение щупов на токарном станке с ЧПУ для измерения:
Рис. 4.32. Применение щупов на токарном станке с ЧПУ для измерения:
а — наружного диаметра детали о контролем по эталону; б — длины обработанной поверхности; в — длины ступеней; г, д — с одной стороны соответственно наружного и внутреннего диаметров детали в патроне с контролем по эталону; е, ж— с двух сторон соответственно наружного и внутреннего диаметров детали; з, и — длины обработанной поверхности
с 5 <0,1 мм/об разброс значений силы резания составляет примерно 10 % и с увеличением S быстро уменьшается. Поэтому имеется возможность выявлять износ, выкрашивание инструмента, отклонение размера из-за отжима инструмента, т. е. факторы, увеличивающие силу резания. Для измерения силы резания наиболее эффективно использование активных пьезометрических датчиков. Такие датчики можно устанавливать между подшипниками винта привода подачи, в шпиндельном узле или на валу привода подачи.
Контроль состояния режущего инструмента может осуществляться по свойствам сходящей в процессе резания стружки, например по ее температуре посредством фотодиодов, работающих в области инфракрасного излучения.
Износ инструмента после окончания (или в перерывах) обработки можно контролировать оптическими датчиками с использованием световодов, обеспечивающих подведение луча света в зону резания от источника и к приемнику отраженного света (рис. 4.31). Точность измерения ±0,01 мм в диапазоне 0,1— 0,8 мм [39].
Судить об износе режущего инструмента можно по абсолютному значению постоянной составляющей' ЭДС резания или при многоинструментной обработке по относительной ЭДС резания между исправным и затупленным инструментом. По ЭДС резания можно определить смещение верхней скоростной границы наростообразования. В качестве диагностического сигнала состояния инструмента можно использовать также значение электрического сопротивления скользящего контакта инструмент—деталь.
Размеры деталей (заготовок) типа тел вращения контролируют, как правило, до обработки, после ее окончания, а иногда между переходами. Контроль выполняется щупами (датчики касания), аналогичными применяемым в контрольно-измерительных машинах (рис. 4.32). При контроле состояния инструмента и размеров заготовки и детали вне процесса резания используют также оптические и оптико-электрические методы [6].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
