

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Автоматизацию механической обработки осуществляют путем создания РТК на базе имеющегося на предприятии оборудования и путем внедрения серийно выпускаемых РТК. В первом случае требуется модернизация станков, встраиваемых в РТК. Применение РТК в условиях серийного производства целесообразно только при использовании группового метода обработки деталей. При разработке технологического процесса обработки деталей в РТК нужно предусматривать максимально возможную концентрацию операций на станках с ЧПУ с целью сокращения числа переустановок деталей, повышения точности обработки и уменьшения времени производственного цикла. РТК должен быть укомплектован технологической оснасткой, обеспечивающей при быстрой и простой переналадке надежную установку и крепление детали в широком диапазоне их размеров. Базовые поверхности могут быть обработаны как на РТК, так и вне его. На РТК следует выполнять только отработанные технологические операции, время выполнения которых не более нормативного периода стойкости режущего инструмента. Технологическое оборудование РТК обеспечивает постоянство положения осей заготовки (вертикальное или горизонтальное) при ее транспортировании и обработке. При создании РТК целесообразна их специализация по двум группам выполняемых операций: для черновых и получистовых операций, на которых снимается основной объем материала; для финишных (отделочных) операций, на которых достигается требуемая точность деталей [24, 33, 42].
Выбор деталей. Определение номенклатуры деталей, обработка которых целесообразна на РТК, нужно выполнять, учитывая следующие факторы: геометрическую форму и взаимное расположение элементов деталей, технические требования к ней; габаритные размеры и массу детали; вид и состояние заготовки. Детали должны обладать однородными по форме и расположению поверхностями для захвата и базирования, обеспечивающими установку детали без дополнительной выверки с помощью универсальной технологической оснастки (центров, патронов); явно выраженными поверхностями, с помощью которых можно транспортировать и складировать в ориентированном виде при использовании стандартизованной вспомогательной оснастки (ящики, поддоны и т. д.); возможностью унификации технологических процессов и типов технологического оборудования с целью использования групповых методов обработки.
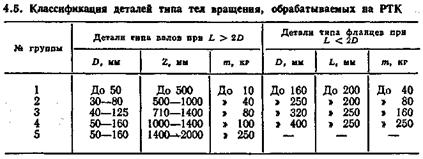
На РТК рекомендуется обрабатывать гладкие и ступенчатые валы (прямоосные и эксцентриковые) диаметром до 160 мм и длиной до 2000 мм; диски, фланцы, кольца, гильзы и втулки диаметром до 400 мм и длиной до 250 мм. Важным показателем деталей, подлежащих обработке на РТК, является их масса т, так как при выборе ПР определяющим фактором является его грузоподъемность. Детали типа тел вращения по размерам и массе условно подразделяют на несколько групп (табл. 4.5).
Требования к оборудованию. Станки, встраиваемые в РТК, должны обеспечивать реализацию заданного технологического процесса обработки типовых деталей при разной серийности их выпуска. Исходя из этого в РТК включают следующие станки-полуавтоматы для обработки деталей из штучных заготовок: токарные патронные и центровые; токарно-револьверные; многорезцовые и многошпиндельные; лоботокарные; фрезерно-центровальные и подрезные центровальные; плоско-, внутри - и круглошлифовальные; шлицефрезерные и шлицешлифовальные; шпоночно-фрезерные; резьбофрезерные и резьбошлифовальные и др. Совместная работа станков с ПР требует доработки электросхем станка для обеспечения обмена информацией между ними. Станки, включаемые в РТК, должны обеспечивать: автоматический зажим и освобождение заготовки на станке; точную и надежную установку заготовки; отделение от заготовки стружки в процессе обработки и ее автоматическое удаление из зоны резания; автоматизацию контроля отдельных параметров детали в процессе обработки; автоматизированную смену инструмента; связь систем управления и электросхем станка и ПР, обеспечивающую полностью автоматический цикл работы РТК; безопасность работы РТК (необходимо разделить зоны действия ПР и обслуживающего персонала). Станки оснащают системами адаптивного управления, устройствами принудительной смены и автоматической подналадки инструментов, а также системами диагностирования основных узлов в процессе работы.
ПР должны выполнять: установку заранее ориентированных заготовок в рабочую зону станка; снятие деталей и укладку их в тару или магазины (конвейер); кантование деталей; транспортирование деталей между станками; выдачу технологических команд для управления технологическим оборудованием. Конструктивные и технологические параметры ПР должны соответствовать параметрам обслуживаемых ими станков. ПР должен иметь число степеней подвижности, достаточное для выполнения необходимого объема операций как при обслуживании станка, так и вспомогательного оборудования. При переходе РТК на обработку нового изделия переналадка ПР должна быть минимальной. В однопозициоиных РТК один станок обслуживается одним ПР, который может быть встроенным в станок или автономным. Автономные ПР могут обслуживать станки различного технологического назначения, имеющие однотипную схему манипуляционных перемещений при загрузке-выгрузке деталей, входящих в одну группу по типу, размерам, массе. Встроенные манипуляторы, как правило, используют для одной определенной модели станка. В многопозиционных РТК ПР обслуживает два—шесть станков, выполняя, помимо загрузки оборудования, транспортирование деталей между станками, переориентацию деталей, управление станками. В этом случае ПР оснащен УЧПУ с большим объемом памяти.
Вспомогательное оборудование РТК состоит из транспортно-накопительных устройств, обеспечивающих его непрерывную работу в автоматическом цикле в течение заданного времени. Эти устройства обеспечивают накапливание определенного числа ориентированных заготовок на исходной позиции РТК; поштучную выдачу заготовок в определенную позицию, где они захватываются ПР; транспортирование изделий в ориентированном положении внутри РТК и их передачу на последующие участки; необходимую переориентацию изделий; хранение межоперациониога задела и задела для другого РТК. Тип РТК и его станки определяют функции вспомогательного оборудования (хранение, непрерывное транспортирование, шаговая подача и т. д.); положение оси изделия при хранении и транспортировании; конструктивное исполнение оборудования (магазин, конвейер и др.). Параметры обрабатываемых деталей (тип, форма, материал, размеры) определяют форму и размеры ложементов для их установки. Вместимость вспомогательных устройств определяется серийностью и массой. Для обеспечения быстрой переналадки вспомогательное оборудование создают на базе унифицированных элементов.
Технологическая оснастка должна обеспечивать требуемую точность обработки в заданных условиях. Сам по себе ПР не обеспечивает точность установки заготовки в приспособлении. Поэтому технологическая оснастка должна обеспечивать возможность установки в ней заготовки ПР выбранной модели; требуемую точность установки; надежное закрепление заготовки при обработке. Для гарантии правильного положения заготовки в базирующем приспособлении РТК оснащают контрольными датчиками, фиксирующими положение заготовки перед началом обработки. Их располагают как на захватном устройстве ПР, так и на самом станке.
Для обработки деталей типа тел вращения в основном используют РТК трех видов компоновки: однопозиционный с одним напольным, портальным или встроенным в станок ПР; многопозиционный круговой компоновки с ПР напольного типа; многопозиционный линейной и линейно-параллельной компоновки из двух и более станков с ПР портального типа. Линейные компоновки РТК предпочтительнее круговых, так как требуют меньшей площади, не требуют остановки всего РТК при переналадке и ремонте, увеличивается число обслуживаемых станков [42].
Однопозиционный РТК (рис. 4.24) на базе токарного станка 16К20ФЗ с ЧПУ и ПР мод. М20П40.01 служит для обработки деталей типа валов (D до 120 мм; L до 500 мм; т до 10 кг) и фланцев (D до 150 мм; L до 110 мм; т до 5 кг). В состав РТК входит горизонтальный магазин-накопитель замкнутого типа вместимостью 12—24 заготовки. ПР выполняет операции загрузки и разгрузки станка, а также дает команду на пуск станка. На рис. 4.25 представлена схема построения типового алгоритма управления однопозиционным РТК.
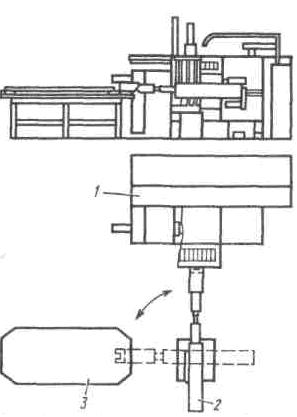
Рис.4.24 Однопозиционный РТК на базе токарного станка с ЧПУ мод.16К20Ф3 и ПР мод. М20П40.01
1-станок; 2- промышленный робот; 3- тактовый горизонтальный магазин накопитель.
Рис.4.25 Схема построения типового алгоритма управления однопозиционным РТК.
Многопозиционный РТК мод. АСВР-01 (АСВР-02) предназначен для токарной обработки валов (D — 50 ... 140 мм; L до 1400 мм; т до 160 кг) в условиях серийного производства. Производительность РТК до 50 000 валов в год. Установка обрабатываемых заготовок в самоцентрирующем патрубке; в центрах; в патроне и заднем центре.
РТК (рис. 4.26) состоит из фрезерно-центровального станка 1 мод. МР-179, двух токарных станков 3 мод. 1Б732ФЗ (в АСВР-02 три станка этой модели); ПР 2 мод. УМ 160Ф2.81.01; вспомогательного оборудования и системы обеспечения безопасной работы. ПР перемещается по монорельсу. Перед станками расположены промежуточные позиции 5 и магазины-накопители 4. РТК оснащен защитным устройством 6.
На станке МР-179 фрезеруются торцы заготовки и обрабатываются центровые отверстия с двух сторон за один рабочий цикл. Частота вращения фрезерного шпинделя 90—500 мин-1, сверлильного 180—1000 мин-1. Подача при фрезеровании 20— 400 мм/мин, при сверлении 20—300 мм/мин.
На токарных станках 1Б732ФЗ с ЧПУ типа Н221М обрабатываются цилиндрические, конические, сферические поверхности, прорезаются канавки и нарезается резьба. Размеры заготовок: D до 400 мм; L до 1400 мм. Частота вращения шпинделя 25— 1250 мин-1; подача суппорта 2,5—480 мм/мин. Мощность электродвигателя главного привода 40 кВт.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
