

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9.8. Тормозные цилиндры, разбираются и осматриваются, внутренние стенки цилиндра очищаются, промываются, вытираются насухо и смазываются тонким слоем смазки ЖТ-72, не закладывая смазку за бурт манжеты.
В тормозном цилиндре проверяется состояние фильтра и сальника, которые очищаются от загрязнения. Войлочное кольцо поршня, смазывается смазкой ЖТ-72 ТУ-38101345-73.
Резиновые манжеты со сроком службы 5 и более лет со дня изготовления заменяются новыми.
9.9. Крепление воздухораспределителей, запасного резервуара и тормозного цилиндра не раме вагона проверяется, болты должны иметь шплинты.
9.10. Рычажная передача осматривается, проверяется ее состояние и действие.
Винты, тормозные тяги, гайки, секторы и пятники ручных тормозов, стяжные муфты очищаются, осматриваются и расхаживаются.
9.11. Ослабшие или поврежденные втулки в деталях рычажной передачи, нетиповые валики, шайбы и шплинты заменяются. В валики рычажной передачи взамен негодных ставить новые шплинты соответствующего диаметра. Концы шплинтов должны быть разведены под углом 90. Общий зазор в каждом из шарнирных соединений рычажной передачи допускается не более 3 мм.
9.12. Фиксирующие устройства и рычажная передача должны быть отремонтированы.
9.13. Детали подвешивания рычажной передачи и предохранительные устройства должны быть типовыми и прочно укреплены.
9.14. Тормозные колодки при толщине менее 30 мм - чугунные и менее 20 мм - композиционные, заменяются новыми. Они не должны выступать за наружные кромки колес. В отпущенном состоянии тормозные колодки должны равномерно отходить от колес и быть прочно закреплены в тормозных башмаках стандартными чеками. На башмаки устанавливаются шплинты диаметром 10 мм удерживающие чеки от выпадения.
9.15. Действие ручного тормоза проверяется в заторможенном состоянии. Размер оставшейся свободной части резьбы винта должен быть не менее 75 мм. Винт и пятник ручного тормоза, регулирующие муфты, мизерные хвостовики тяг, смазываются осевой смазкой.
9.16. Проверка работы пневматического тормоза на вагонах.
9.16.1. включить воздухораспределитель, зарядить тормоз до давления 0,5- 0,52 МПа (5,0-5,2 кгс/см2) и обмыливанием проверить плотность сланцевых соединений, мест установки выпускного клапана, разобщительного крана, стоп-крана и всех соединений магистрального воздухопровода и подводящих труб, образование пузырей не допускается.
9.16.2. Проверить чувствительность работы воздухораспределителей снижением давления в магистрали на 0,03 МПа (0,3 кгс/см2). При этом тормоз должен прийти в действие. После торможения перекрыть комбинированный кран, поставить ручку крана машиниста во 2 положение и после зарядки уравнительного резервуара открыть комбинированный кран - тормоз должен отпустить.
9.16.3. Понизить давление в магистрали с зарядного на 0,04-0.5МПа (0,4-0,5 кгс/см2), при этом должна произойти ступень торможения. Ручка крана машиниста выдержать 5 мин. В положении перекрытия и тормоз за это время не должен отпустить.
9.16.4. После отпуска и зарядки тормоза до 0,5 - 0,52 МПа (5,0-5,2 кгс/см2). понизить давление в магистрали до нуля, при этом давление в тормозном цилиндре, наблюдаемое по манометру, должно быть не менее 0,39 МПа (3,9 кгс/см2), утечка воздуха из тормозного цилиндра не должна вызывать падение давления более 0,04 МПа (0,1 кгс/см2) в 3 минуты.
9.16.5.Перекрыть комбинированный кран, поставить ручку крана машиниста на 2 положение после зарядки уравнительного резервуара до 0,45 Мпа (4,5кгс/см2)-открыть комбинированный кран должен произойти полный отпуск тормоза.
9.16.6. Проверить выпускной клапан, для этого после ступени торможения снижением давления в магистрали на 0,04-0,05 МПа (0,4 0,5 кгс/см2), отпустить тормоз вручную выпускным клапаном. Если тормоз полностью отпустит, то выпускной клапан исправен.
9.16.7. Проверить действие стоп-кранов, которые при исправном состоянии опломбированы, пломбы должны иметь с одной стороны оттиск инициалов дороги, а с другой стороны номер вагонного депо.
9.17. Проверка электропневматического тормоза на вагонах.
9.17.1. Проверку монтажа электрических цепи производить при снятом электровоздухораспределители в следующим порядке:
подключить омметр к электрическим цепям тормоза вагонов, проверить целостность рабочего, контрольных проводов и монтаж с презвонкой по отдельным участкам электрических цепей для определению правильности соединений. При этом поочередно с двух концов вагона проверить наличие соединений проводов с головками соединительных рукавов;
проверить сопротивление изоляции токоведущих частей между собой и по отношений к корпусу вагона мегомметром на 1000В;
Необходимо, чтобы сопротивление изоляции контактов клейменых коробок, межвагонных соединений изолированной подвесы к рабочей номеры было не ниже 10 Мон, а в проводах электропневматического тормоза было не ниже 0,8 Мон.
9.17.2. На рабочую камеру установить электровоздухораспределитель и произвести зарядку и испытание тормоза на пневматическом и электрическом управлении.
9.17.3. Испытание тормоза на электрическом управления производить с помощью переносного прибора П-ЭПТ.
9.18. Автоматический тормоз системы КЕС.
9.18.1. Ревизия автоматического тормоза системы КЕС производится через каждые шесть месяцев в соответствии с Правилами РМЦ.
9.18.2. Датчики противоюзного устройства и скоростные регуляторы тормозного нажатия проверяются в специальном отделении, оборудованном необходимыми стендами.
9.18.3. Испытание и проверка тормоза КЕС после ревизии производится в соответствии раздела 3 Руководства по ремонту тормозного оборудования на вагонах международного сообщения.
9.19. Результаты ревизии и испытания мастер или бригадир по автотормозам должен записать в книгу формы ВУ-68.
10. Ревизия автосцепного устройства
10.1.При ревизии автосцепного устройства подлежат выполнению требования, предусмотренные в Инструкции по ремонту автосцепного устройства подвижного состава и дополнительные работы, изложенные в настоящем Руководстве.
10.2. Автосцепка с вагона снимается, механизм автосцепки разбирается, карманы корпуса осматриваются, очищаются.
10.3. Все изломанные, изогнутые, с трещинами, без клейм, изношенные выше установленных норм детали заменяются на отремонтированные или новые.
10.4. Проверка механизма сцепления после сборки производится шаблоном 940р, а действие предохранителя от саморасцепа - шаблоном 820р.
10.5. Замок автосцепки устанавливается новый или отремонтированный до толщины не менее 50мм.
10.6. После производства единой технической ревизии высота оси автосцепки до головки рельсов у вагонов на тележках типа КВЗ-5 и КВЗ-ЦНИИ должно быть не более 1080 мм и не менее 1020 мм, у вагонов на остальных типах тележек это расстояние должно быть не более 1080 мм и не менее 1010мм.
Регулировочные работы надлежит выполнять для вагонов:
На тележках КВЗ-5 и КВЗ-ЦНИИ типа 1 постановкой прокладок в количестве не более двух, общей высотой до 20мм, устанавливаемых обязательно под все опорные подшипники люлечных подвесок одной стороны тележки;
На тележках КВЗ-ЦНИИ типов I и II прокладками, устанавливаемыми под пружинные комплекты центрального подвешивания толщиной до 15 мм;
На тележках КВЗ - ЦНИИ типов I и II и КВЗ-5 прокладками 1 (рис.9.), устанавливаемыми непосредственно под буксовые пружины общей толщиной не более 8 мм;
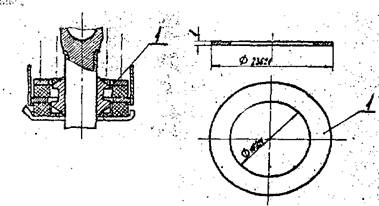
Рисунок-9 - Место установки регулировочной прокладки
1 – регулировочная прокладка
На тележках КВЗ-ЦНИИ типа II разворотом валиков и опорных шайб центрального подвешивания в одно из трех положений 1, 2 или 3 (рис.10. ) С одной стороны тележки все валики и опорные шайбы должны быть установлены в одно из указанных положений.
Регулировочные прокладки под пружинами буксового и центрального подвешивания с одной стороны тележки должны быть одинаковой толщины.
10.7. Разность между высотами автосцепки от головки рельсов по концам вагона не должна быть более 20 мм, провисание автосцепки - не более 5 мм, отклонение от горизонтали вверх не более 10 мм.
10.8. Разность высот центров буферов и осей нижних амортизаторов безбуферных переходных площадок от головки рельсов на одной буферной балке не должна быть более 15 мм и с противоположных концов вагона 25 мм.
10.9.Разрешается производить регулировку центров буферов для вагонов на тележках ЦМВ:
постановкой прокладок под нижнюю планку подрессорной балки толщиной до 30 мм с креплением болтами;
постановкой под кипятильники одной металлической прокладки толщиной до 10 мм на болтах. Постановкой составных прокладок не допускается.
Запрещается постановка прокладок между пятником и подпятником и регулировка высоты пружины прокладками на тележках ЦМВ.
10.10. Запрещается при Единой технической ревизии установка автосцепок без ограничителей вертикального перемещения.
|


|

Рисунок.10 -Регулировка высоты автосцепки ( тележка КВЗ-ЦНИИ тип 2)
11. Ревизия электрического, радио, холодильного оборудования и плоскоременного привода подвагонного генератора
11.1. Техническая ревизия должна выполняться в соответствии с требованиями настоящего Руководства, Инструкции по техническому содержанию оборудования пассажирских вагонов ТУ-104/ПКБ ЦВ, а также соответствующих технологических карт, инструкций и указаний на отдельные узлы и агрегаты.
11.2. Техническая ревизия вагонов, имеющих гарантию завода-изготовителя, производится без вскрытия запломбированных узлов оборудования. При обнаружении неисправностей, устранение которых без распломбирования невозможно, разрешается пломбу снять, а на обнаруженные неисправности составить акт-рекламацию в установленном порядке.
11.3. Электрооборудование ( 54,110,380В)
113.1. При ревизии производится очистка от пыли и протирка ниш электрощитов с лицевой и монтажной сторон, наружный осмотр и проверка на функционирование всех систем узлов и агрегатов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
