

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Установлено, что значения фото-ЭДС и комплексного сопротивления титанового электрода после различных способов обработки согласуются с данными по прочности сцепления серебра с титаном. Наиболее эффективное активирование поверхности обеспечивается при гидридной обработке в растворах HCl - 425 г/л или HCl - 230 г/л + H2SO4 - 600 г/л при температуре 500С. Для обеспечения надежного сцепления серебра осаждаемого из синеродисто-роданистого электролита, загрузку деталей в ванну следует производить под током.
В разделе 5.3 рассмотрены вопросы защиты поверхности серебра от потемнения. Установлено, что при взаимодействии серосодержащего органического пассиватора (диэтилдитиокарбамата натрия) с серебром на поверхности металла образуется хемосорбированный защитный слой. С помощью импедансных измерений показано, формирующаяся защитная пленка обладает повышенным электрическим сопротивлением. Установлено, что для количественной оценки состояния поверхности после пассивации можно использовать метод фрактальной геометрии.
В случаях, когда основной задачей пассивирующей обработки является сохранение декоративных свойств изделия, концентрация диэтилдитиокарбамата натрия не должна превышать 10 г/л, а содержание КОН – 2 г/л. По эффективности защиты такие растворы не уступают хромсодержащим и в то же время намного менее токсичны.
Глава 6. Практическое применение результатов исследований
В разделе 6.1 приведены результаты применения водно-органических растворов для электрохимической обработки циркония, гафния вольфрамокобальтового сплава ВК8. При обработке циркония в водных растворах NaC1, традиционно применяемых для ЭХО циркония и его сплавов, только на отдельных участках удается достичь эффекта полирования. Введение в состав раствора алифатических спиртов позволяет существенно улучшить качество обработанной поверхности. Таблица 9.
Качество поверхности циркония (величина Rz, мкм) после ЭХО в водных и водно-спиртовых растворах, содержащих 1 М хлорида натрия.
Природа и концентрация спирта | Величина Rz, мкм при межэлектродном зазоре | |
0,2 мм | 1,5 мм | |
– | 2,40 | 5,87 |
ИПС – 3М | 1,18 | 2,18 |
ИПС – 7М | 1,32 | 3,11 |
ЭГ – 7М | 0,57 | 0,90 |
Г – 7М | 2,85 | 1,65 |
Водно-этиленгликолевый электролит, содержащий 7 М ЭГ и 1 М NaCl, является оптимальным для проведения высокоскоростного анодного формообразования циркония. Эффект полирования циркония в водно-изопропанольных хлоридных растворах достигается при введения в электролит добавки нитрита натрия (калия) (А. С. СССР № 000). При этом коррозионная активность раствора по отношению к оборудованию уменьшается в 2 раза.
Результаты электрохимического формообразования на электрохимическом копировально-прошивочном станке СЭП-902А приведены в табл. 10. Применение водно-органических растворов способствует некоторому увеличению точности обработки и позволяет значительно повысить качество обработанной поверхности.
Таблица 10.
Технологические показатели ЭХО циркония и гафния цилиндрическим электродом (МЭЗ – 0,2 мм; Т=293 К; давление 0,05 МПа; глубина прошивки 5 мм; рабочее напряжение 10 В; диаметр электрода 10 мм).
Состав электролита | Средний рабочий ток, А | Металл | Скорость обработки, мм/мин | Конусность отверстия, град | Шероховатость поверхности Rz, мкм |
1М NaCl | 8,0 | Zr Hf | 0,40 0,38 | 8,02 7,92 | 5,01 2,64 |
1М NaCl + 7М ЭГ | 4,0 | Zr Hf | 0,13 0,12 | 7,62 6,28 | 0,40 0,87 |
1М NaCl + 7М Г | 3,5 | Zr | 0,12 | 7,60 | 0,44 |
1М NaCl + 3 М ИПС + 7М Г | 3,5 | Hf | 0,11 | 5,14 | 0,96 |
На разработанные составы электролитов получены два патента РФ. Разработанные электролиты используются на ФГУП «НПП Алмаз» для обработки деталей внутриламповой номенклатуры из гафния. Их применение позволило повысить качество обработанной поверхности деталей при сохранении необходимой производительности процесса. Использование водно-органических составов электролитов обеспечило повышение стабильности характеристик готовых изделий.
Положительный эффект от применения водно-органических растворов был получен и при ЭХО вольфрамокобальтовых твердых сплавов на станке Э-50. В электролитах, содержащих МЭА, скорость прошивки ниже, чем в традиционно применяемых нитратно-щелочных растворах вследствие меньшей электропроводности и меньшей объемной концентрации активирующих ионов ОНq. Вместе с тем, погрешность обработки в водно-органических растворах с высокой концентрацией аминоспирта (6 моль/л) меньше, чем в хлоридно-щелочном электролите, а качество поверхности заметно выше (табл. 11).
Таблица 11.
Показатели ЭХО сплава ВК8 неизолированным цилиндрическим электродом. Импульсный режим: амплитуда импульсов напряжения 15 В, скважность 5, частота 100 Гц. Т=293 К.
Состав и концентрация электролита | Шероховатость поверхности Rz, мкм | Конусность отверстия,° |
1,7М NaCl + 2,5М NaOH | 3,60 | 6,8 |
2M NaCl + 6M МЭА | 1,80 | 5,3 |
1М NaCl + 6М МЭА | 1,98 | 4,5 |
Разработанные режимы и составы электролитов были использованы при обработке фильер из сплава ВК8 в производственных условиях на (г. Кострома). При прошивке отверстий трубчатым электродом с неизолированными боковыми поверхностями в деталях из сплава ВК8 скорость обработки составила 0,05 – 0,08 мм/мин., шероховатость поверхности Rz=1,5 мкм при конусности отверстий 4-5°.
В разделе 6.2 приведены результаты применения водно-органических электролитов для электрохимического удаления заусенцев с деталей после механообработки. Эксперименты по удалению заусенцев с ряда деталей из стали Ст.45, полученных на (г. Иваново), а также с деталей типа «петля» из нержавеющей стали Х18Н10Т, полученных на СПКТБ ЭО (г. Санкт-Петербург), доказали возможность полного удаления заусенцев при условии минимального изменения линейных размеров с получением полированной поверхности обрабатываемой детали в разработанном растворе состава (мас. %): хлорид щелочного металла – 15 – 18; нитрат щелочного металла – 2 – 3; этилцеллозольв – 10 – 15; вода – остальное. Обработку следует вести при плотности анодного тока 0,2 – 0,6 А/см2. На разработанный состав и режим удаления заусенцев получено А. С. СССР № 000.
Раздел 6.3 посвящен вопросам совершенствования технологии серебрения титана. Разработанная схема однослойного серебрения титана включает операции химического обезжиривания, химического полирования в растворе, г/л: NH2OH⋅HCl 200 - 250, NH4F⋅HF 60 - 80 (t=80-900С, время обработки 1 - 1,5 мин.); гидридную обработку в растворе г/л: HCl 230-260, H2SO4 550-600 (t=45-500С, время обработки 20-25 мин.); серебрение в синеродисто-роданистом электролите состава, в г/л: AgNO3 40 - 45, K4Fe(CN)6 80 - 90, K2CO3 20 - 25, KCNS 120 – 130 (jнач=0,45-0,5 А/дм2, jосн=0,2-0,4 А/дм2, t=18-250С) и соответствующие промывки после операций, а также термическую обработку на воздухе при t=200-3500С в течение 20-120 мин.
По сравнению с традиционной многослойной схемой, процесс значительно упрощается за счет исключения операций химического никелирования, электрохимического меднения и соответствующих промывок.
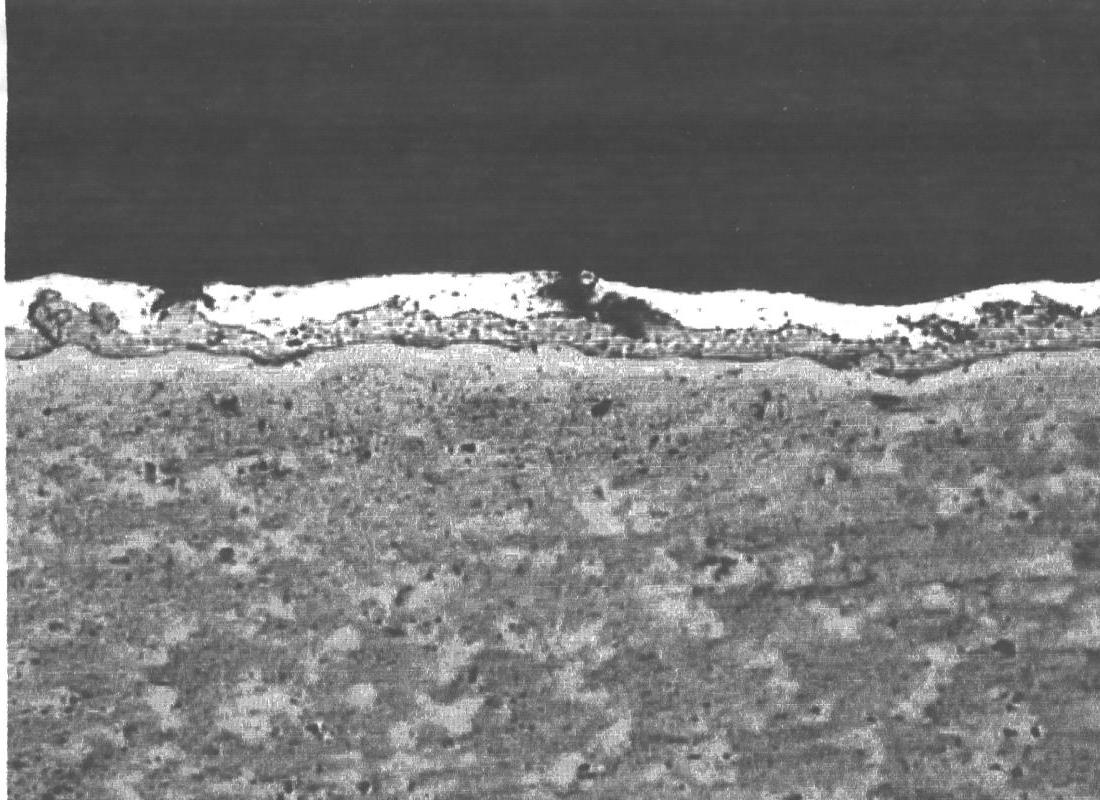
Тестирования на показатель потерь мощности электромагнитных колебаний волн СВЧ-диапазона показали, что образцы, покрытые по предлагаемой технологии, характеризуются более стабильными параметрами и не уступают серийным изделиям, покрытых по многослойной схеме, а по коррозионной стойкости превосходят их (рис. 15).
|
|
 а
а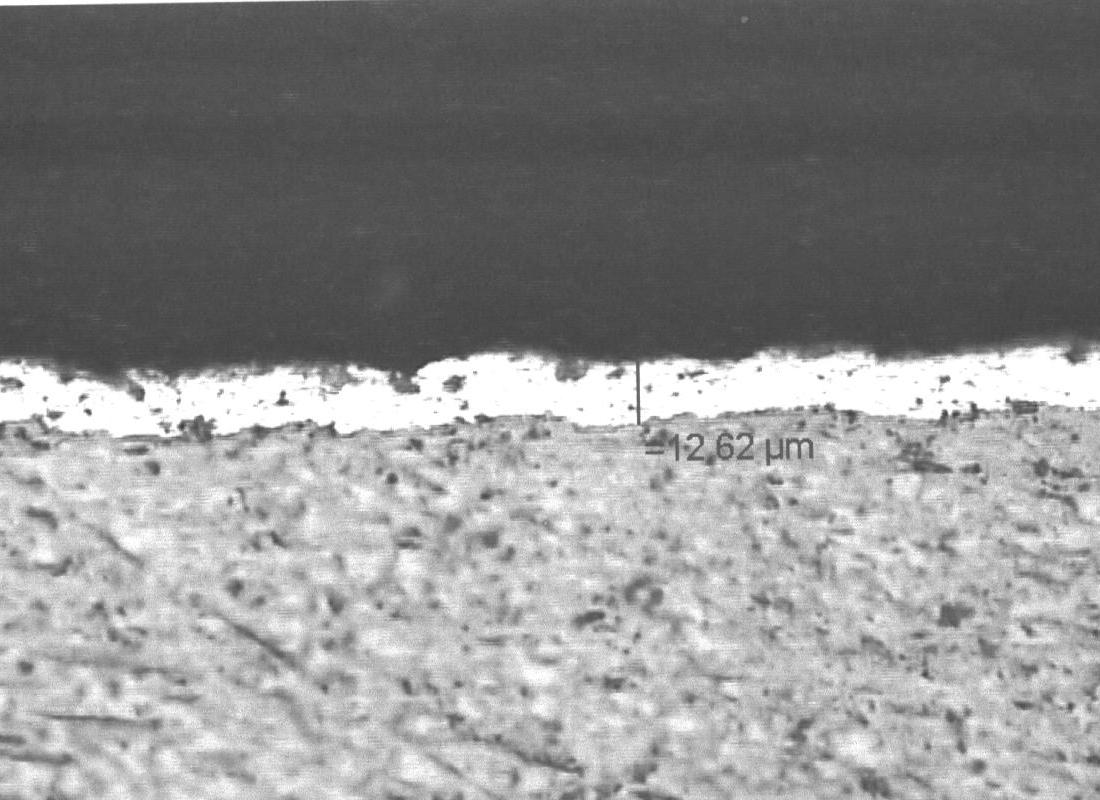 б
бРис. 15. Шлифы титановых образцов (× 500), покрытых серебром по различным технологическим схемам, после климатических испытаний:
а) традиционная многослойная схема серебрения; б) однослойная схема серебрения с предварительным химическим полированием.
По результатам проведенных испытаний на Государственном рязанском приборном заводе элементы предложенной технологии однослойного серебрения решено принять за базовые при разработке новой технологической схемы изготовления волноводов из титана ВТ1-0.
Раздел 6.4 посвящен вопросам применение нестационарного электролиза при серебрении изделий из никелевого сплава. На -Ямский машиностроительный завод «Агат» Ярославской обл. нанесение серебряного покрытия осуществляется на внутреннюю поверхность гаек из жаростойкого никелевого сплава типа ХН73МБТЮ-ВД. Из экологических соображений предприятие перешло от цианистого на синеродистороданистый электролит, вследствие чего резко возрос процент брака из-за непрокрытия поверхности во впадинах профиля внутренней резьбы. Изменение состава электролита путем введения каких-либо добавок, влияющих на рассеивающую способность (например, повышающих электропроводность или поляризацию) в данном случае было неприемлемо, т. к. состав электролита определен отраслевым регламентом. Нами было предложено проводить процесс осаждения серебра с применением импульсного тока.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
