

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2) в обломке винта или шпильки высверливают отверстие диаметром меньше диаметра резьбы, и забивают в него ребристый закаленный стержень, проворачивая стержень, удаляют обломок из гнезда;
3) в обломке электроискровым способом выполняют квадратное отверстие, ввертывая затем в это отверстие специальный ключ, удаляют с его помощью обломок (этот способ является более совершенным). Кроме того, сломанные винты извлекают с помощью приваренного электрода.
Детали большого диаметра с изношенной наружной резьбой ремонтируют различными способами: срезают изношенную резьбу и (если это допускается условиями прочности) нарезают новую, обрабатывая ее до ближайшего диаметра по стандарту; на деталь насаживают втулку или бандаж с резьбой.
Изношеною или сорваную резьбу в отверстиях детали обычно не восстанавливают, проводя ремонт следующим образом: 1) отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу, в углубленное отверстие ввертывают новый винт с удлиненной нарезной частью; 2) отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра.
При ремонте резьбовых соединений нередко изготавливают вместо старой шпильки новую с уступом и резьбой двух диаметров (рис.2, а): большего - для завинчивания шпильки в одну из соединяемых деталей и меньшего - для соединения со второй и стягивания их гайкой.
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу: существующее отверстие рассверливают, нарезают новую резьбу, затем изготавливают переходную втулку (с наружной и внутренней резьбой, рассчитанной на нормальный винт), устанавливая ее заподлицо с плоскостью детали и стопорят штифтом (рис. 2, б). Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этой резьбы в корпусе или резцедержателе (рис.2, в), а также на переходной втулке 1 тщательно обезжиривают, наносят клей на сопрягаемые резьбы и затем ввинчивают втулку заподлицо с деталью. После затвердевания клея образуется надежное соединение.
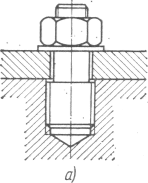
Рисунок 2. Схемы ремонта резьбовых соединений с помощью установки:
а — новой шпильки з уступом двох диаметров, б — втулки с наружной и внутренней реьбами, в — втулки на клей.
В некоторых случаях изношенное резьбовое отверстие в детали «заглушают», высверливая рядом с ним другое отверстие и нарезая в нем резьбу необходимого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. К этим поверхностям, часто называемым стыками (см. рис2, а), предъявляют различные требования по обеспечению необходимой плотности сопряжения. Стыки пригоняют механической обработкой, в частности: строганием, шлифовкой, а также припиливанием, шабрением и притиркой. В ряде случаев, когда требуется полная герметичность (например, при ремонте картеров, содержащих смазку), стыки уплотняют соответствующими прокладками, в качестве которых используют картон, бумагу, резину, свинец и др. (Чем точнее выполнено сопряжение стыков, тем выше жесткость соединения). При менее точной пригонке между стыками появляются неравномерные зазоры, а при скреплении соединения болтами возникают напряжения, вызывающие нежелательную упругую деформацию скрепленных деталей.
Вопросы для самопроверки
1. Как восстанавливают изношено или сорваную резьбы в отверстиях детали?
2. В каких деталях рационально восстанавливать номинальную (первоначальную) резьбу?
3. Чем винтовое соединение отличается от болтового?
4.Каким образом проявляется износ резьбовых соединений?
5. Как делают ремонт соединения, в котором произошел обрыв винта?
«Ремонт трубопроводов»
План
1. Классификация трубопроводов
2. Гибка труб
3. Развальцовка труб.
Литература : , Ремонт промышленного оборудования
1 Классификация трубопроводов
Трубопроводы являются каналами, по которым энергия от насосов, компрессоров и других устройств поступает в исполнительным гидро - и пневмодвигателям; разрушение трубопровода неизбежно приводит к выводу из строя пневмо - и гидросистем или их частей. Современное промышленное оборудование оснащено трубопроводами для подачи жидкости, воздуха, пара; ими соединяют агрегаты пневмо - и гидросистем, расположенные на некотором расстоянии друг от друга. В зависимости от условий эксплуатации, то есть взаимного состояния (стационарного или подвижного) соединения агрегатов, трубопроводы разделяются на жесткие и гибкие. Жесткие трубопроводы выполняют из металла - чугуна, стали, меди или алюминия, а гибкие - из резины, прорезиненной ткани, с металлической оплеткой. В приводах станков применяют стальные бесшовные и медные трубы, а также рукава (шланги) высокого давления. Для трубопроводов, работающих в агрессивных средах, применяют трубы из синтетических материалов и специальных сталей. Основной характеристикой трубопровода является его условный проход (номинальный внутренний диаметр), который зависит от требуемой пропускной способности (л/мин).
2 Гибка труб
При монтаже жестких трубопроводов часто приходится призводить гибку труб. Для
ручной гибки труб диаметром до 30 мм без наполнителя применяют специальное приспособление (рис. 1), которое закрепляют в тисках бобышкой 7. Чтобы согнуть трубу, нужно отбросить рычаг 1, установить его под углом 900 к продольной оси основания 6, вставить трубу в канавку между роликами 2 и 3, закрепить ее крючком 4 и прижимом 5, а затем плавным движением рычага 1 осуществить гибку. Ролики 2 и 3 являются переменными - из набора, который рассчитан на различные диаметры труб и радиусы кривизны.
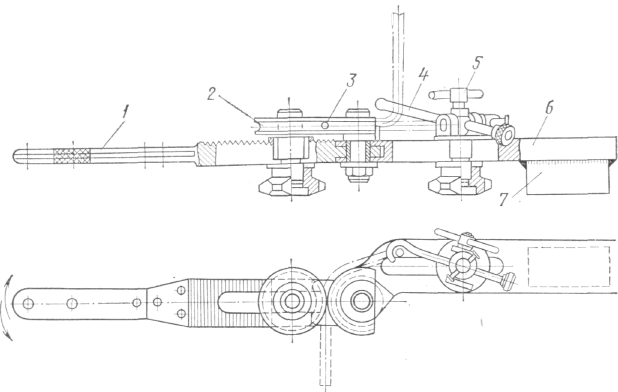
Рисунок 1. Приспособление для ручной гибки труб:
рычаг, 2, 3 — сменные ролики, 4 — крючок, 5 — прижим, 6 — основвание,7 — бобышка.
При гибке горячим способом в качестве наполнителя применяют песок. Участок трубы, который нагревают в горне или другом нагревательном устройстве до вишнево-красного цвета, а места, которые не подлежат изгиба, смачивают водой. При достаточном нагреве песка от трубы начинает улетать окалина. Гибку проводят медленно, без рывков и с одного нагрева. После остывания трубы из нее высыпают песок, а приставши к стенкам песчинки удаляют, обстукивая трубу молотком и затем продувая его сжатым воздухом.
Трубы из медных и алюминиевых сплавов подвергают рекристализационной термической обработке. Их нагревают до определенной температуры и быстро охлаждают в воде - это придает трубам повышенную пластичность. Гибку и вальцовку труб выполняют по шаблонам сразу после термообработки. Такие трубы легко монтируются на станке, однако, теряют пластичность со временем, они могут лопаться при вибрационных нагрузках в результате усталости металла, поэтому применение медных труб развальцовкой ограничивается системами низкого давления (до 2,5 МПа).
3 Розвальцовка труб
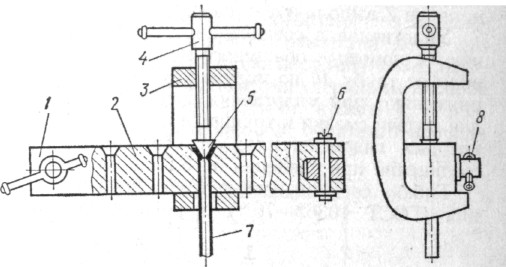
Развальцовка концов медных труб осуществляется с помощью переносного приспособления (рис. 2), которое состоит из планок 1 и 2, соединенных шарнирно осью 6 и струбциной 3 с винтом 4. Трубку 7 помещают в соответствующее ее діаметру отверстие планок и закрепляют винтом 8.
Рисунок 2. Приспособление для развальцовки концов медних труб:
1, 2 — планки, 3 — струбцина, 4, 8 —винты, 5 — коническая поверхность, 6 — ось, 7 — трубка.
Затем смазывают маслом формирующую коническую поверхность 5 винта 4 и осуществляют развальцовку медленным завинчиванием винта к образованию на конце трубки конусности.
Соединения труб и шлангов в гидроприводах выполняют различными способами. Соединение, показанное на рис. 3, а, состоит из штуцера 1, накидной гайки 2, насадки 3 и развальцованной трубки 4. Уплотнение этого соединения обеспечивается гайкой 2. До закрепления соединения необходимо смазать поверхность контакта насадки с гайкой 2 и только после этого затянуть гайку. В противном случае при закреплении может произойти «схватывание» гайки с насадкой и скручивание медной трубки, которую необходимо будет заменить. Герметичность соединения штуцера 1 с корпусом гидроустройства обеспечивается за счет возникающей при затягивании деформации конической резьбы Бриггса. Для повышения герметичности резьбового соединения рекомендуется использовать уплотнительную ленту ФУМ (фиорлонового уплотняющего материала) шириной 10 мм и толщиной 80 мкм.
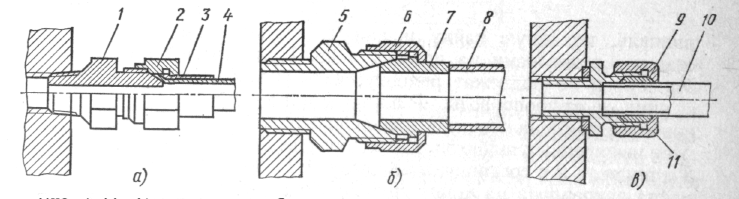
Рисунок 3. Соединение трубопроводов в гидроприводах: а, б - по наружному и внутреннему конусах, в - обжимным кольцом; 1,5 - штуцера, 2,6,11 - гайки, 3 - насадка, 4 - завальцованная трубка, 7 - ниппель, 8,10 - трубы, 9 - обжимное кольцо.
В соединении трубопровода по внутреннему конусу (рис.3, б) ниппель 7 приварен к трубе 8, а уплотнение достигается подгвинчиванием гайки 6 на штуцере 5. Герметичность соединения между корпусом и конической резьбой штуцера достигается плотным вкручиванием последнего в корпус. Однако более надежная герметичность достигается, когда на конус резьба штуцера наматывают 1-2 слоя ленты ФУМ, а затем штуцер плотно ввинчивают в корпусную деталь. При давлении 20 МПа в соединениях стальных труб ниппели 7 выполняют с шаровой поверхностью вместо конической.
Уплотнение в соединении, которое показано на рисунке 3, в, выполняют с помощью обжимного кольца 9 из мягкого металла (им обжимают трубу 10 по наружному диаметру гайкой 11). Этот способ применяют при уплотнении соединений маслопроводов, которые служат для подачи смазки к трущимся поверхностям деталей, а также в некоторых гидросистемах; он обеспечивает полную герметичность соединения при давлении 5-6 МПа (50-60 кгс/см2).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
