

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Гибкие соединительные трубопроводы (рукава) высокого давления (ГОСТ 10362-76 *) широко используются в гидравлических системах промышленного оборудования; они выдерживают давление 17,5 МПа и более.
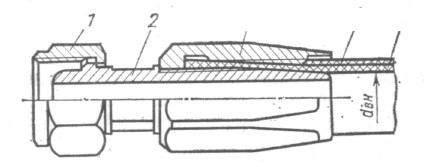
Рисунок 4. Концевое разъемное соединение для шлангов высокого давления:
1 — соединительная гайка, 2 — ниппель, 3 — муфта, 4, 5 — наружный и внутренний слои резины.
Для соединения в гидросистеме маслопроводов их концы закрывают различными муфтами, которые могут быть неразъемными и разъемными. Неразъемная муфта представляет собой ниппель, накидную гайку и кожух, которые закрепляют закаткой на станках, обжимками на прессах и др. При утрате герметичности эти муфты не подлежат ремонту; их заменяют новыми, а вместе с ними и трубопроводы. Разъемная муфта (рис. 4) наиболее рациональная, так как используется многократно при замене изношенных шлангов. Разъемное соединение состоит из муфты 3 и ниппеля 2 с соединительной гайкой 1. Показанная на рисунке 4 муфта закреплена на конце трубопровода, представляет собой внутренний 5 и наружный 4 слои резины с металлической оплеткой. Для сборки соединительной муфты со шлангом необходимо выполнить следующие операции: 1) подрезать торцы рукавов вулканитовым камнем; 2) снять внешний слой 4 резины до металлической оплетки (не повреждая ее) на длине муфты 3; 3) предохранить металлическую оплетку от распускания наложением ленты ФУМ на ее край; 4) муфту 3 закрепить горизонтально в тисках; 5) заправить в муфту до упора в конец рукава, поворачивая последний против часовой стрелки; 6) закрепить муфту с заправленным рукавом в тисках вертикально (резьбовое отверстие должно быть сверху); 7) надеть на ниппель гайку; 8) установить на ниппель оправку; 9) на конусную и резьбовую части ниппеля нанести пластичную смазку (тавот, солидол и т. п.); 10) нажимая оправкой на торец шаровой части ниппеля, ввернуть последний в муфту до упора и вынуть оправку.
Отремонтированный маслопровод или рукав в сборе с соединениями необходимо продуть сжатым воздухом, промыть под давлением 0,5-1 МПа и затем испытать на прочность с помощью специального передвижного устройства (рис. 5), позволяющего испытывать трубопроводы диаметром проходного отверстия до 50 мм под давлением до 100 МПа. Устройство имеет несложную конструкцию и состоит из бака 1, электродвигателя с шестеренным насосом 10, обеспечивающим объемную подачу 5 л / мин, кранов 4, 5 и 7, нагружающего приспособления с маховиком 8, обратного клапана 9, манометра 6 и переменных кранов - заглушок 2 и 3.
Для испытания трубопровода его соединяют, например, с краном 5, а свободный конец трубы закрывают специальным краном-заглушкой 3. (Устройство предусматривает возможность одновременного испытания двух маслопроводов, для чего используют и кран 4).
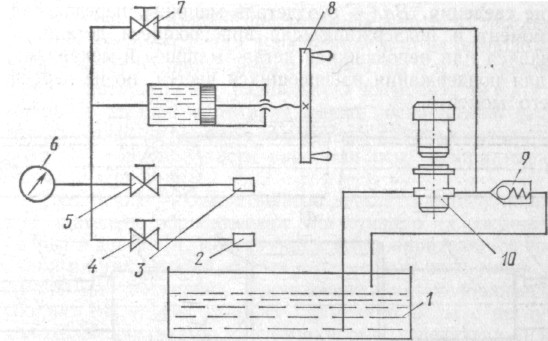
Рисунок 5. Устройство для испытания трубопроводов:
1 - бак; 2, 3 - краны-заглушки, 4, 5,7 - краны, 6 - манометр, 8 - маховик, 9 - обратный клапан, 10 - насос с электродвигателем.
Масло подается насосом и заполняет трубопровод при открытом кране (при этом находящийся в трубопроводе воздух вытесняется через зазор в кране 3, который перекрывают при появлении протечки). Затем закрывают кран 7 (при этом масло из насоса через обратный клапан 9, отрегулированный на давление 0,02 МПа, возвращается в бак) и выключают электродвигатель насоса 10. После этого вручную с помощью маховика 8 с винтом нагружают поршень, создавая регламентированное давление в трубопроводе, которое контролируется манометром 6 (делают выдержку в течение 3 мин). Рукав высокого давления в сборе с соединениями проверяют на герметичность давлением 24 МПа (240 кгс/см2); при этом протечки не допускаются. После испытания открывают все краны маслопроводов и освобождают его от масла сжатым воздухом, подающимся от пневмосети, к которой присоединяют кран 3.
Вопросы для самопроверки
1. Как разделяются трубопроводы в зависимости от условий эксплуатации, то есть взаимного состояния соединения агрегатов?
2. Какой материал применяют в качестве наполнителя при гибке горячим способом?
3. Под каким давлением необходимо продуть отремонтированный маслопровод или рукав в сборе с соединениями?
4. Назовите основные части устройства для испытания трубопроводов?
Тема «Ремонт шпоночных и шлицевых соединений»
План
Ремонт шпоночных соединений. Ремонт шлицевых соединений Ремонт штифтовых соединенийЛітература: : , Ремонт промышленного оборудования
с. 63 – 66.
1 Ремонт шпоночных соединений
Шпоночное соединение служит для передачи вращения вала от насаженной на него детали (шкива, зубчатого колеса, втулки). Соединительной деталью является шпонка. Шпоночные соединения (рис. 1) отличаются простотой, удобством сборки и разборки. Однако их главный недостаток заключается в том, что шпоночные пазы ослабляют сечение деталей и уменьшают жесткость при кручении, что нерідко приводит к разрушению деталей соединения. Сечение шпонок и шпоночных пазов в деталях, в соединяемых деталях подбирают в зависимости от диаметра вала и характера сопряжения. Призматические шпонки (рис. 1, а) используют в неподвижных и подвижных соединениях. Их закладывают в шпоночные пазы так, чтобы между верхней гранью шпонки и дном канавки насаживаемой детали был зазор. Так как крутящий момент передается боковыми гранями шпонки, ее запрессовывают с гарантированным натягом по боковым сторонам канавки.

Рисунок 1. Шпоночные соединения призматической (а), клиновой (б) і сегментной (в) шпонками
Направляющими шпонками называют призматические, используемые в подвижном соединении. В этом случае призматическую шпонку устанавливают с менее плотной посадкой, но с дополнительным креплением в пазу винтами; в пазу перемещаемых деталей (зубчатых колесах, муфтах и др.) делают более свободную посадку.
Клиновую шпонку (рис.1, б), представляющую собой клин с уклоном 1: 100, запрессовывают между соединяемыми деталями.
Сложность пригонки таких шпонок заключается в том, что угол наклона паза посаженной на вал детали должен совпадать с углом наклона шпонки.
Пригонку выполняют припиливанием и пришабриванием по месту с проверкой на краску, для чего шпонку несколько раз устанавливают на место и определяют по отпечаткам краски участки, с которых снимают слой металла. При этом добиваются равномерного расположения пятен по всей поверхности с обеих сторон клина.

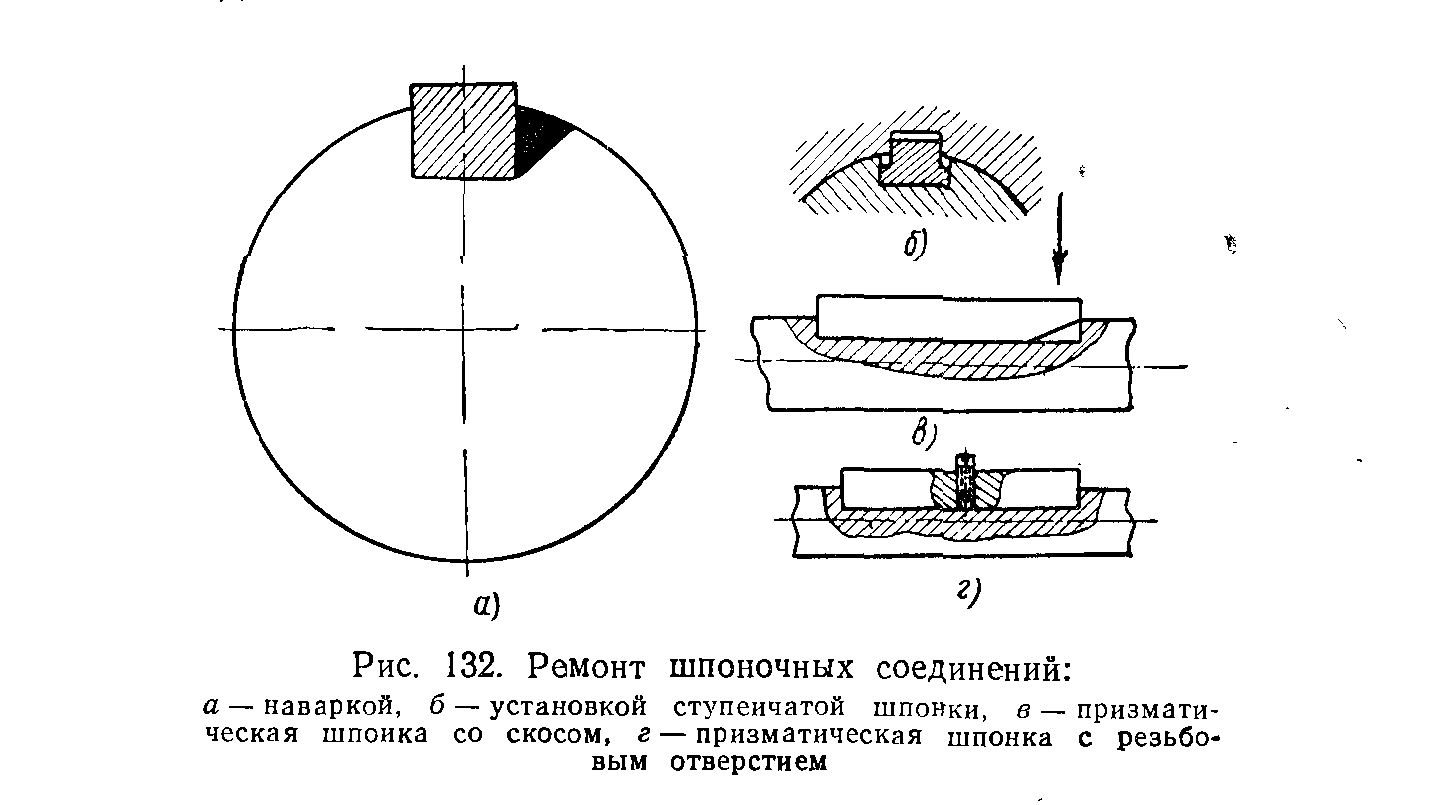
Рисунок 2. Ремонт шпоночных пазов наваркой грани (а) і установкой ступенчатой шпонки (б)
Способы восстановления шпоночных пазов разные (рис. 2). При большом износе шпоночный паз ремонтируют наваркой грани (рис. 2, а) с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой вид ремонта: паз расширяют и углубляют, полностью устраняя следы износа, а затем к нему изготавливают ступенчатую шпонку (рис. 2, б). Однако этот вид ремонта не обеспечивает высокого качества соединения и поэтому его применяют в исключительных случаях (осмотры и текущие ремонты). Когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление его заново на другом месте без заделки старого паза (не более одного на сечение). Новый паз фрезеруют параллельно бывшему пазу в диаметральной плоскости, расположенной относительно последнего под углом 90, 135 и 180°, в отношении последнего.
Сегментная шпонка (рис.1, в) передает крутящий момент через боковые стороны. Основным преимуществом этого соединения является простота и дешевизна изготовления сегментных шпонок и пазов.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготавливают новые, подгонкой добиваясь их плотного соединения с боковыми поверхностями пазов соединяемых деталей. Исключение составляют клиновые шпонки: их загоняют в паз ударом молотка так, чтобы они заклинились по высоте. Клиновую шпонку надо забивать таким образом, чтобы при ослаблении ее можно было осаждать. Между головкой шпонки и торцом детали должно оставаться расстояние, равное высоте шпонки.

а б
Рисунок 3. Способы удаления призматических шпонок из пазов при ремонте шпоночного соединения: а – выполнением в шпонке резьбового отверстия, б – выполнением шпонки со скосом.
Призматические шпонки при ремонте можно вынимать из пазов без повреждения, выполняя в средней части шпонки резьбовое отверстие и ввертывая в него винт. Когда винт своим концом опирается в вал, его продолжают вращать, и шпонка при этом выходит из паза (рис.3,а). При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос (рис.3,б) , а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза с помощью молотка с выколоткой: выколотку упирают в обозначенный конец шпонки со стороны скоса и слегка ударяют по ней молотком; с этой стороны конец шпонки прижимают к основанию паза, а с противоположной поднимают.
2 Ремонт шлицевых соединений
Шлицевые соединения, образующиеся направленными вдоль оси выступами и впадинами вала и ступицы по всей окружности сопряжения, предназначены для передачи больших крутящих моментов, чем шпоночные. Это объясняется тем, что в шлицевом соединении вал меньше ослабляется шлицами, чем гнездами под шпонки в шпоночном соединении, так как впадины выполняют неглубокими.
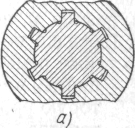
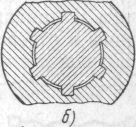
Рисунок 4. Шлицевые соединения, которые центрируемые по внутреннему (а) и наружному (б) диаметрам.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
