

Профили шлицев разделяют на прямобочные, эвольвентные и треугольные. Самый распространенный из них прямобочный, но применяют также шлицы с эвольвентным профилем, которые обеспечивают лучшее центрирование деталей (рис. 4, а, б).
Шлицы небольших валиков обычно не ремонтируют, детали с изношенными шлицами большей частью заменяют новыми. Однако у деталей, трудоемких в изготовлении, шлицы часто ремонтируют способом наварки металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали.
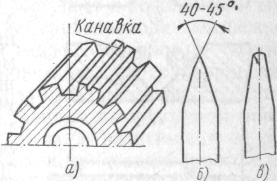
Шлицы вала можно ремонтировать с помощью раздачи зубов, когда шлицевое соединение центрируется по внутреннему диаметру. Если шлицы закалены, необходимо вал сначала отжечь, а после этого раздать каждый шлиц в продольном направлении, доведя его ширину до номинального размера с припуском 0,1-0,2 мм для последующей механической обработки. Раздачу выполняют вручную или на прессах специальными инструментами - зубилами и чеканами. Для этого вдоль шлицев наносят по одной продольной риске, затем вдоль рисков вырубают канавки (рис. 5, а) специальным зубилом (рис. 5, б); выполненные канавки раздают чеканом (рис. 5, в).
Рисунок 5. Схема ремонта шлицев раздачей:
а — канавка, полученная раздачей,
б — зубило, в —чекан
Раздачу шлицев можно производить, используя токарные или строгальные станки. Для этого оправку с вращающимся коническим роликом закрепляют в резцедержателе станка, а вал или устанавливают в центрах токарного станка, или закрепляют на столе строгального. Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько рабочих ходов по одной канавке. После раздачи канавки на шлицах заваривают с помощью электросварки; вал дополнительно отжигают, рихтуют, а шлицы обрабатывают под номинальный размер и подвергают термообработке.
3 Ремонт штифтовых соединений
Штифты в основном предназначены для точного взаимного фиксирования деталей, а также для передачи небольших нагрузок. По форме их можно разделить на конические и цилиндрические гладкие (получивших наибольшее применение). Конические штифты выполняют из конусностью 1:50, что обеспечивает надежное самоторможения.
Применяют штифты простые, забиваемые в отверстия с целью выбивания из них деталей или их обломков, или с резьбой для удаления при разборке других штифтов в случае их установки в глухие отверстия.
Ремонт штифтовых соединений может быть выполнен или разверткой отверстия на следующий ремонтный размер с установкой специальных штифтов, или выполнением этого соединения в другом месте.
Контрольные вопросы:
1. В чем заключается сложность пригонки шпонок?
2.Опишите, как ремонтируют шпоночные соединения.
3. Опишите, как ремонтируют шлицевые соединения.
4. Опишите, как ремонтируют штифтовые соединения.
Тема «Ремонт валов»
1. Назначение валов
Все вращающиеся детали машины, аппарата или механизма, нуждаются в опоре (шестерни, маховики, колеса и т. п.). Для этой цели предназначены валы и оси. Детали насаживают на вал согласно необходимой посадкой и закрепляют с помощью шпонки, проточки, шлицев или посадки с гарантированным натягом. Какая между ними разница? Валы обязательно вращаются с насаженными на них шестернями или другими деталями, которые передают или принимают участие в передаче крутящего момента. Валы и оси, применяемые в оборудовании химических и нефтеперерабатывающих заводов характеризуются конструктивным разнообразием, размерами и материалами. Во время работы валы подвергаются тепловым деформациям, поэтому в оборудовании фиксируются только в одном месте, в котором осевое смещение недопустимо. Валы и оси изготавливают из углеродистых сталей марок 30, 40, 45, а также ст.3, Ст.4, Ст.5 и легированных сталей. Для повышения механических характеристик рабочих поверхностей их подвергают закаливанию, цементации и азотированию. Неисправность валов в период работы проявляется в виде: прогиба, превышения допусков и биения отдельных шеек, конусности и овальности, а также дефекты поверхности (трещины, риски, раковины, выбоины и задоринки). Оси могут вращаться и могут быть неподвижными (ось вагонных колес, ось велосипедного колеса).
2 Износ валов
В процессе эксплуатации в валов и осей изнашиваются посадочные шейки, шпоночные канавки и шлицы, повреждаются резьбы и центровые отверстия, возникают дефекты в результате изгиба и кручения. Способ ремонта изношенного цилиндрического вала выбирают после соответствующей проверки и установления характера и степени износа. Шейки вала, имеющие износ (царапины и риски, отклонения от цилиндричности до 0,1 мм), ремонтируют шлифованием, проверяя сначала, исправны ли центровые отверстия вала. (При наличии забоин и вмятин в первую очередь переточками на токарном станке восстанавливают центровые отверстия, а затем правят валы).
3 Способы ремонтов валов
Шейки валов со значительным износом обтачивают и шлифуют под ремонтный размер. При этом допускается уменьшение диаметра шеек на 5-10% в зависимости от характера воспринимаемых валом нагрузок (в частности, от того, испытывает ли вал ударные нагрузки). В тех случаях, когда необходимо восстановить первоначальные размеры шеек, на них после обточки напрессовывают или устанавливают на эпоксидном клее ремонтные втулки, которые затем обрабатывают точением или шлифовкой. Изношенные поверхности валов возможно ремонтировать также наращиванием металла вибродуговим наплавкой, металлизацией, хромированием и другими методами.
Погнутые валы исправляют горячим или холодным способом. Горячей правке подвергают валы, диаметр которых больше 50 мм. Холодная правка валов может выполняться вручную с помощью винтовых скоб, рычагов, приспособлений под прессом. Сущность его заключается в том, что прилагаемое усилие вызывает остаточные деформации, и деталь восстанавливается, приобретая первоначальные свойства. При холодной правке с помощью пресса или скобы вал располагают на двух опорах выгнутой стороной к нагружающему устройству, и нагружают так, чтобы он согнулся в противоположную сторону на величину, почти равную первоначальному прогибу (лишь потом восстанавливают его первоначальную точность по прямолинейности.)
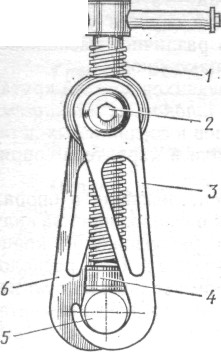
Рисунок 1. Скоба для правки валов:
1 — винт, 2 — ось, 3,6 — захваты, 4 — упор, 5 — вал
Когда пользуются скобой (рис..1), ее накладывают на вал 5 захватами 3 и 6 так, чтобы винт 1 своим упором 4 находился против места выгиба вала (захваты можно раздвигать на осях 2 гайки в пределах 70-300 мм). Вращая винт, выправляют вал в этом месте и по индикатору (на рисунке не показан) проверяют его биение; затем скобу последовательно перемещают на другие участки и повторяют операцию до тех пор, пока вал не будет исправлен.
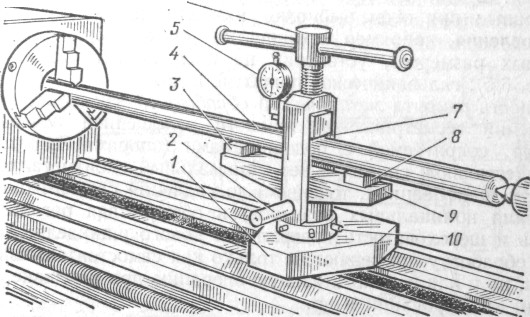
Передвижной ручной пресс (рис. 2), также предназначен для исправления валов, располагают основание 1 на направляющих токарного станка и по индикатору 5 находят место крупнейшего прогиба вала 4. Балочку 9 с подвижными опорами 3 и 8 настраивают гайкой 10 так, чтобы опоры соприкасались с образующейрихтуемого вала; затем правят вал винтом 6 через прокладку 7 из мягкого металла. Последовательное перемещение пресса по направляющим на другие участки осуществляется рукояткой 2.
Рисунок 2. Ручной пресс для правки валов:
1 — основание, 2 — рукоятка, 3, 8 — опоры, 4 — вал, 5 — индикатор, 6 — винт, 7 — прокладка, 9 — балочка, 10 — гайка
Изогнутые валы диаметром до 30 мм можно править наклепом. Процесс состоит в том, что вал кладут выгнутой частью вниз на плиту (рис. 3) и легким молоточком наносят частые удары, пока он не выпрямится. (Удары наносят также по обе стороны выгнутой части, ограниченной углом 120 °.)

Рисунок 3.Схема правки валов наклепом
Вопросы для самопроверки
1. По каким критериям выбирают способ ремонта изношенного цилиндрического вала?
2. В каких случаях применяют холодную правку валов?
3. В каких случаях применяют горячую правку валов?
4. Из чего состоит ручной пресс для правки валов?
5. В чем заключается процесс правки валов наклепом?
Тема : «Ремонт цепных и ременных передач»
План:
1 Дефекты и ремонт ременных передач.
2 Дефекты и ремонт цепных передач.
Литература :
1. Справочник молодого слесаря-ремонтника. с.138 – 151.
2. Ремонт промышленного оборудования. с.104 – 107.

1 Ремонт ременных передач.
В ременных передачах, работающих на принципе использования трения, применяется гибкая связь (ремень) между ведущими и ведомыми звеньями (шкивами) передачи.
В ременных передачах используются прорезиненные, хлопчатобумажные, шерстяные и кожаные ремни. Наибольшее распространение для машин имеют тканевые прорезиненные ремни.
Рисунок 1. Ременная передача.
Шкивы изготовляют: а) чугунными литыми при скоростях v до 30 м/с; б) стальными литыми или сварными при скоростях v до 60 м/с; в) из легких сплавов для снижения массы и инерционных нагрузок, особенно при больших скоростях; г) из пластмасс для снижения массы и инерционных нагрузок, повышения технологичности и пр.
Конструкция шкивов проста. Стандартом рекомендуются только диаметры и размеры обода шкива. В остальном конструкция может быть разнообразной.
Технические требования к шкивам:
Рабочая поверхность шкивов не должна иметь повреждений. Канавки под клиновой ремень должны иметь одинаковый размер и расположение. Контроль осуществляется с помощью шаблона, глубиномера или посредством двух роликов, вкладываемых в канавки с противоположных сторон. Шероховатость рабочих поверхностей не более Ra - 2,5 мкм. Радиальное биение рабочей поверхности и биение торцов обода шкива относительно оси посадочного отверстия не должны превышать допустимых значений, приведенных в таблице.Таблица 1 - Допустимое биение обода шкивов
Наружный диаметр шкива d, мм | Предельное радиальное и торцевое биение обода, мм | |
для плоских ремней | для клиновых ремней | |
от 60 до 120 | 0,04 | 0.10 |
от 120 до 260 | 0,05 | 0,12 |
от 260 до 400 | 0,06 | 0,16 |
5. При скорости свыше 5 м/с шкив должен быть отбалансирован.
С этой целью часто обтачивают все поверхности шкива (в том числе и нерабочие).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
