

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рисунок 2. Способы крепления шкива на валу
Наиболее часто встречающимися способами крепления маховика или шкива на валу являются: на конусе и шпонке (рис. 2, а), на фланце болтами (рис. 2,б) и на цилиндрической шейке призматической (рис.2, в) или клиновой (рис. 2, г) шпонками. Шкивы, также как и звездочки, установленные на валах, проверяют на биение в центрах приспособления или на призмах индикатором или рейсмусом.
Таблица 2 - Допустимые величины смещения шкивов
Расстояние между осями шкивов, мм | Допустимая величина смещения для шкивов клиноременной передачи, мм |
До 500 | 3 |
500—1000 | 4 |
Свыше 1000 (на 1 м длины) | 4 |
При эксплуатации ременных передач с течением времени возникают следующие дефекты: вытягивание и пробуксовывание ремня; сход ремня в сторону вплоть до спадания со шкивов; разрыв ремня; износ подшипников и валов; дефекты сборки и регулировки.
В клиноременных передачах используются в основном сплошные бесконечные прорезиненные (преимущественно кордтканевые) ремни трапецеидального профиля. В качестве корда используют также стальные канатики и полиамидное волокно. При разрыве клиновых ремней их заменяют новыми.
В плоскоременных передачах разрыв ремня наблюдается чаще всего в месте соединения его концов. Концы соединяют (склейкой, металлическими соединителями и сшивкой). Иногда при ремонте обнаруживаются трещины в ободе и спицах чугунных шкивов. Обычно такие шкивы заменяют новыми. Износ и смятие стенок шпоночных канавок шкивов восстанавливают сваркой или слесарно-механическими способами.
Таблицы 3 - Дефекты и способы ремонта шкивов
Дефект | Способ устранения |
Износ посадочного отверстия ступицы шкива | отверстие растачивают под ремонтную втулку, устанавливаемую на прессовой посадке либо на клею |
Износ торцов ступицы | Торец ступицы протачивают и устанавливают компенсирующие кольца |
Износ рабочей поверхности шкива плоскоременной передачи | Изношенный в результате проскальзывания ремня шкив протачивают до получения правильной формы. При этом изменение передаточного отношения может быть ликвидировано протачиванием другого шкива на соответствующую величину |
Износ рабочих поверхностей канавок под клиновые ремни | Износ канавок в результате проскальзывания ремня изменяет расчетный диаметр dp и передаточное отношение. При значительном износе ремень ложится на дно канавки и не заклинивается в ней. В этом случае дно канавки протачивают с углублением боковых сторон |
Изломы, трещины, раковины обода, ступицы, спиц | Разделка места под заварку и заварка методами, соответствующими материалу шкива. При значительных сколах и отломах изготовляют наделку, которую затем приваривают на предварительно подготовленное место |
Износ шпоночного или шлицевых пазов ступицы, резьбовых отверстий под крепежные детали | Смотрите разделы по ремонту соответствующих соединений |
Сборка ременных передач и уход за ними заключаются в следующем:
1. Шкив напрессовывают на вал с натягом. Передача вращающего момента осуществляется посредством шпоночного или шлицевого соединения. От осевого смещения шкив крепят на валу с помощью установочных винтов, шайб и гаек.
2. Проверяют параллельность валов, совмещение середин шкивов (линейкой, прикладываемой к торцам шкивов), радиальное и торцовое биение ободьев шкивов.
3. На шкивы надевают ремень; создается начальное натяжение ремня, контролируемое специальным динамометром или величиной стрелы прогиба ветви ремня при нагружении ее грузом определенной величины.
4. Касание ремнем корпуса машины, ограничительного кожуха недопустимо.
5. Значительная вытяжка нового ремня в первые 10-15 дней его работы требует частого осмотра и регулировки натяжения ремня.
6. Ремни и шкивы должны содержаться в чистоте. Грязь с ремней соскабливают деревянным скребком, после чего ремень промывают в мыльной воде и высушивают. Пятна минерального масла удаляют тампоном, смоченным в бензине.
7. С целью сохранения эластичности прорезиненных ремней не рекомендуется применять для увеличения тяговой способности канифоль, а кожаные ремни рекомендуется смазывать.
Таблица 4 - Неисправности ременных передач и способы их устранения
Неисправность | Причина | Способ устранения |
Проскальзывание ремня | Недостаточное натяжение ремня вследствие его вытяжки | Увеличить натяжение ремня |
Повышенный нагрев ремня и шкивов | Ремень натянут излишне сильно | Ослабить натяжение ремня |
Сходит со шкивов плоский ремень | Непараллельность осей шкивов | Устранить непараллельность осей валов |
Несовпадение средних плоскостей шкивов | Отрегулировать совпадение плоскостей торцов шкивов | |
Значительное радиальное или торцовое биение шкива | Перепрессовать шкив на валу; устранить биение протачиванием шкива; проверить и при необходимости устранить дисбаланс | |
Недостаточно натяжение ремня | Увеличить натяжение | |
Ремень сшит косо | Перешить ремень | |
Повышенный нагрев натяжного или оттяжного ролика | Отсутствует смазка в подшипниках ролика | Смазать подшипники ролика |
Износ или поломка подшипников ролика | Подшипники ролика заменить |
2. Дефекты и ремонт цепных передач.
1. Износ в шарнирах цепи и, как следствие, увеличение шага и вытяжки цепи. Неправильное положение цепи на звездочке в этом случае может привести к сходу цепи со звездочек. 2. Разрушение втулок, роликов, пластин или трещины в них, проворот запрессованных валиков и втулок в пластинах, ведучий к усиленной разработке сопряженных деталей в посадочных местах, требу ют замены поврежденных звеньев цепи. 3. Боковой износ пластин вследствие трения о боковую поверхность звездочки по причине осевого смещения или перекоса звездочек требует устранения погрешностей монтажа передачи.
4. Износ зубьев звездочки вследствие относительного движения роликов или втулок и зубьев при ударном действии нагрузки устраняют следующим образом: наплавкой зубьев с последующей механической обработкой; заменой звездочки или зубчатого венца (при сборной конструкции). При одностороннем износе зубьев звездочку переворачивают другой стороной, для чего при несимметричной ступице последнюю срезают, а с противоположной стороны звездочки крепят втулку.
5. Повышенный шум и неравномерная работа передачи является следствием непаралельности осей валов, осевого смещения звездочек, их радиального и торцевого биения, которые должны быть устранены.
6. Износ зубьев звездочек.
Звездочки цепных передач имеют профиль зубьев, соответствующий типу цепи. Профилирование зубьев звездочек производится в соответствии с ГОСТом. Для изготовления звездочек используются углеродистые и легированные стали, стальное и чугунное литье, пластмассы.
У звездочек цепных передач износ затрагивает главным образом вершины зубьев (рис. 3). Изношенные зубья звездочек восстанавливаются наплавкой специальными электродами или комбинированным слоем. Последний способ заключается в том, что изношенное место сначала наплавляется металлическим электродом, затем твердым сплавом, и так чередование слоев производится до заполнения места износа (рис. 3). Наплавка ведется через 3—4 зуба, что создает более равномерный нагрев детали и предотвращает ее коробление. При наплавке специальными электродами
применяют трубчатые электроды диаметром 6 мм, заплавляя зазор между медным шаблоном 1 и зубом 2 (рис. 4). Перед наплавкой каждого последующего слоя необходимо тщательно очищать шлак.
После наплавки зубья обрабатываются на фрезерных, долбежных или строгальных станках.
Сборка цепной передачи состоит в установке и закреплении звездочек на валах, надевании цепи и регулировании. Установку звездочек на валах при обычном креплении с помощью шпонок осуществляют так же, как и установку зубчатых колес. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение. Для правильной работы цепной передачи оси звездочек должны быть параллельны. Положение звездочек проверяют по уровню, путем промера межцентровых расстояний, прикладыванием стальной линейки к торцам звездочек и замером зазора щупом. При больших межосевых расстояниях параллельность осей валов проверяют по шнуру. Допустимая величина перекоса зависит от диаметра звездочки, ее устанавливают для каждого механизма в отдельности.
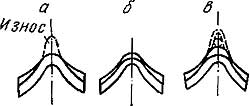
Рисунок 3. Восстановление зубьев звездочки: а — профиль изношенного зуба; б — наплавка металлическим электродом; в — наплавка комбинированными слоями
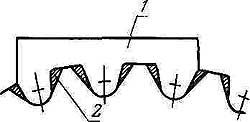
Рисунок 4. Наплавка зубьев звездочки: 1 — медный шаблон; 2 — зазор между шаблоном и зубом, заплавляе-мый при наплавке трубчатыми электродами
Допустимые величины смещения звездочек зависят от расстояния между осями валов и от типа передач (табл. 5).
Таблица 5. Допустимые величины смещения звездочек
Расстояние между осями звездочек, мм | Допустимая величина смещения для звездочек втулочно-роликовых цепей, мм |
До 500 | 1 |
500—1000 | 2 |
Свыше 1000 (на 1 м длины) | 2 |
Сборку цепных передач производят в такой последовательности:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
