

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Обзор цепи и выбраковка участков с дефектами.
2. Проверка наложением цепи на звездочку их соответствия друг другу.
3. Напрессовка звездочек на вал и фиксация их от осевого смещения.
4. Проверка с помощью индикатора радиального (по окружности впадин) и торцевого биения зубчатого венца звездочек; биение не должно превышать значений, допускаемых.
Таблица 6 – Допускаемые значения биений
Диаметр звездочки, мм | Допустимое биение, мм | |
радиальное | торцевое | |
До 100 | 0,25 | 0,3 |
Свыше 100 до 200 | 0,50 | 0,50 |
Свыше 200 до 300 | 0,75 | 0,8 |
Свыше 300 до 400 | 1,0 | 1,0 |
Свыше 400 | 1,2 | 1,5 |
5. Проверка параллельности осей залов, отклонения от которой не должно превышать для стационарных машин 0,1 мм, а для передвижных 0,2 мм на каждые 100 мм длины.
6. Проверка совпадения средних плоскостей звездочек. Допустимое осевое смещение звездочек при межосевой расстоянии до 500 мм-1 мм, при расстоянии 500 -1000 мм - 1,5 мм и при расстоянии свыше 1000 мм - 2 мм.
7. Надевание цепи на звездочки и соединения ее концов с помощью специальных приспособлений, если нет возможности надеть цепь, предварительно соединенную на верстаке. Цепи с четным числом звеньев соединяют посредством соединительного звена, а с нечетным числом - с помощью переходного звена. |
8. Создание необходимого натяжения цепи, при котором имеется некоторое ее провисание, что улучшает работу передачи и уменьшает износ цепи. Величина провисания, которую определяют линейкой, накладывается на ведомую ветвь, должна быть 0,02а - для горизонтальных и 0,01а - для наклонных передач. Вертикальные передачи не должны иметь слабины цепи.
9. Пробное прокручивание передачи вручную, а затем с помощью двигателя вхолостую при условии плавной работы цепи и отсутствии повреждений нагрузкой на рабочем режиме.
Условия эксплуатации цепных передач:
1. Смазка передачи должна осуществляться в соответствии с табл.6. При пластичном смазочном материале цепь необходимо периодически очищать от грязи, промывать в керосине, высушивать и смазывать погружением в расплавленную смазку. При работе передачи в масляной ванне необходимо следить за уровнем масла, который должен быть достаточным для погружения нижней области передачи, но не выше уровня пластин цепи.
При капельном смазывании необходимо своеременно пополнять масленки.
2. Необходимо периодически проверять натяжение цепи в передаче. Цепь подтягивают натяжными приспособлениями или удалением одного-двух звеньев.
3. Работа цепной передачи сопровождается умеренным нагревом цепи и звездочек. Чрезмерный нагрев свидетельствует об излишнем натяжении цепи или недостаточной смазке.
4. При шаге и вытяжке цепи выше допустимых пределов необходима замена цепи.
Таблиця 7- Рекомендации по выбору методов змазывания цепных передач
Качество смазки | Окружная скорость v, м/с | |||
до 4 | свыше 4 до 7 | свыше 7 до 12 | свыше 12 | |
Хорошее | Капельное смазывание (4—10 капель в минуту) | Масляная ванна | Циркуляционное смазывание под давлением | Разбрызгиванием |
Удовлетвори-тельное | Внутришар-нирная пропитка цепи через 120-180 ч | Капельное смазывание (около 20 капель в минуту) | Масляная ванна | Циркуляционное смазывание под давлением |
Не достаточное | Периодическое смазывание через 6-8 ч | |||
Без смазки | Допускается при окружной скорости v‹4 м/с |
Контрольные вопросы:
Тема «Ремонт муфт»
План
1. Ремонт упругих пальцевых муфт.
2. Ремонт крестовых муфт.
3. Ремонт конусных фрикционных муфт.
4. Ремонт электромагнитных муфт.
Литература: , Ремонт промышленного оборудования
1 Ремонт упругих пальцевых муфт.
У пальцевых муфт (см. рис. 1, б) изнашиваются отверстия полумуфты 6, в которые входят кольца 8, а также сами кольца, которые начинают проворачиваться на пальцах 7. Иногда ослабляются и начинают проворачиваться пальцы приводит к износу посадочных мест под пальцы и сами пальцы в полу-муфте 5.
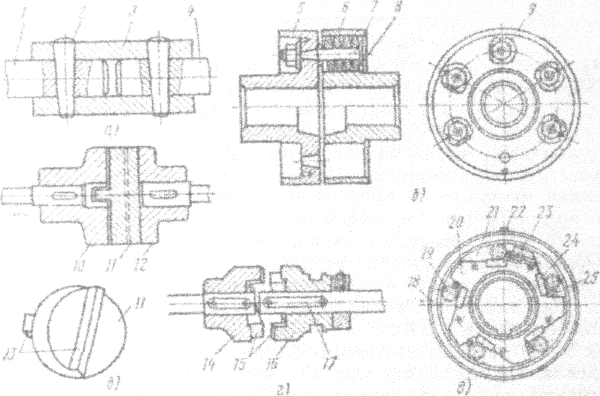
Рисунок 1. Жесткая втулочная (а), упругая пальцевая (б), крестовая (в), кулачковая сцепления (г) и фрикционная обгонная (д) муфты: 1,4 - валы, 2 - штифты, 3 - втулка, 5, 6 , 10, 12,14, 16 - полу муфты, 7 - пальцы, 8 - кольца, 9 - гайки, 11 - промежуточная деталь, 13 - выступы, 15 - кулачки, 17 - шпоночный паз, 18 - обойма, 19-ролики, 20 - звездочки, 21 - полость, 22 - шпонка, 23 - пружинки, 24 - вкладыши, 25 - толкатели.
При ремонте упругих пальцевых муфт источают посадочные отверстия для пальцев в полумуфте 6, а затем изготавливают новые пальцы и кольца. Внешний диаметр новых колец должен в точности соответствовать диаметру расточенного в полумуфте 6 отверстий. Кроме того, при расточке необходимо обеспечить совпадение центров отверстий под пальцев в обоих полу муфтах. Нарушение посадки муфты на валу восстанавливают запрессовкой втулки в ее ступицу. Если изношены и другие поверхности муфты, ее заменяют новой.Ремонт крестових муфт.
У крестовых муфт (см. Рис.1, в) изнашиваются пазы полумуфт 10 и 12, а также выступы 13 детали 11. Пазы исправляют фрезерованием, так что их размеры не увеличиваются, а промежуточную деталь 11, как правило, заменяют новой, причем выступы на торцах новой детали должны соответствовать размерам, увеличившихся пазов во фланцах. Детали изготавливаются из низко углеродистых сталей, подвергают цементации и последующей термообработке до твердости НКС 45-55. Промежуточную деталь 11 в мало нагруженных муфтах изготавливают из текстолита.
3 Ремонт конусных фрикционных муфт.
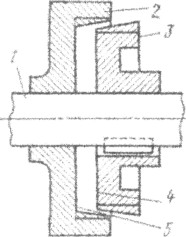
У этих муфт (рис.2) износ наблюдается в сочетании конических поверхностей полумуфт 2 и 3, причем он достигает такого значения, что торцы 4 и 5 начинают сталкиваться. В результате этого отсутствует достаточное сцепление обоих частей муфты. Сам ремонт полумуфт фрикционной муфты заключается в зачистке наждачной бумагой их конических поверхностей и в обточке торцов 4 и 5 с целью создания зазора для осевого перемещения полумуфты 2.
Рисунок 2. Схема ремонта конусной фрикционной муфты: 1 - вал, 2, 3 - полумуфты, 4,5- торцы.
В более сложных случаях источают коническую часть полумуфты 2, а затем запрессовывают в нее кольцо, компенсирующего которое во избежание проворачивания закрепляют штифтом. В некоторых случаях стачивают коническую поверхность полумуфты 3 и насаживают кольцо, компенсирует (на рисунке показано штриховыми линиями).
При ремонте конусных фрикционных муфт рекомендуется устанавливать кольца не запрессовкой, а на эпоксидном клее. При этом сначала их совмещают с диском ходовой посадкой, обеспечивая наличие в сочетании равномерного тонкого слоя клея. С применением эпоксидного клея можно ремонтировать также полумуфты, в которых более или менее значительное расточки отверстий, а также обточки наружного конуса невозможно по конструктивным соображениям. В этих случаях полумуфты обтачивают или источают, а затем, сняв слой металла толщиной 2-3 мм, устанавливают на эпоксидном клею кольцо компенсирующего из чугуна, стали или текстолита, имеющее припуск на последующую обработку. После затвердевания клея полумуфту с кольцом обрабатывают на токарном станке, придавая ей форму и размеры, обеспечивающие нормальное прилегание конических поверхностей. Конусные фрикционные муфты небольших размеров иногда бывает целесообразно изготовить снова (обе части или только одну из них). Конические части муфты тщательно пригоняют, добиваясь полного взаимного прилегания сопрягаемых поверхностей.
4 Ремонт электромагнитных муфт.
Электромагнитные муфты широко используются в приводах оборудования, служат для соединения и разъединения ведущего и ведомого валов без остановки ведущего, а также для пуска, торможения, реверсирования и переключения скоростей и подач. Эти фрикционные муфты удобны в эксплуатации, имеют небольшие габаритные размеры, передают значительные мощности на валу, имеют малое время срабатывания и имеют высокий коэффициент управления.
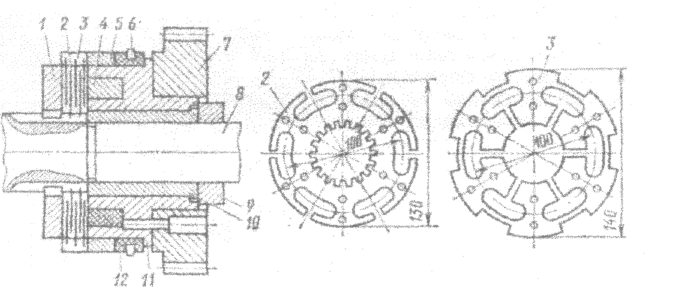
Рисунок 2. Многодисковая электромагнитная муфта: 1 - якорь, 2, 3 - диски, 4 - катушка, 5 - обойма, 6, 9, 12 – кольца, 7 – зубчатое колесо, 8 - ведомый вал, 10 - втулка, 11 - корпус.
Привод этой муфты осуществляется через зубчатое колесо 7, насажденное на корпус 11. В последнем заключена электромагнитная катушка 4, один конец которой выведен на корпус, то есть заземлен, а другой присоединен к контактному кольца 6, изолированном от корпуса кольцом 12. Корпус 11 вместе с запрессованной втулкой 10 свободно вращается на ведомом валу 8 и удерживается от осевого перемещения кольцом 9, закрепленным стопорным винтом. Якорь 1 и диск 2, соединенные валом 8 с помощью шлицевого соединения, свободно перемещаются вдоль оси. Диски 3 имеют внешние выступы, которые могут передвигаться по пазах обоймы 5, закрепленной на корпусе 11.
Вопросы для проверки
1. Опишите порядок ремонта упругих пальцевых муфт.
2. Опишите порядок ремонта крестовых муфт.
3. Опишите порядок ремонта конусных фрикционных муфт.
4. Опишите порядок ремонта электромагнитных муфт.
Тема : «Ремонт зубчастых колес»
План:
1. Основные дефекты зубчатых передач металлургических машин и рекомендуемые методы их ремонта.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
