

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При прессовании массы из нее удаляется воздух, твердые углеродистые частицы сближаются и пустоты между ними заполняются связующим Масса приобретает большую плотность, которая сохраняется и после прекращения давления Удельное давление при прессовании не должно превышать значении при которых происходит разрушение твердых зерен углеродистых материалов и обычно составляет 20—40 МПа.
Прессованные, но не обожженные электроды, называют “зелеными”. Их выдерживают не менее 24 ч па воздухе, что необходимо для снятия внутренних напряжении, возникающих в электродах в процессе прессования
Обжиг “зеленых” электродов состоит в их постепенном нагреве без доступа воздуха до 1300—C, выдержке при этой температуре и медленном охлаждении.
При обжиге происходит удаление летучих веществ и коксование связующего Образующийся кокс прочно связывает зерна твердыx углеродистых материалов Электрод становится механически прочным, возрастают его электропроводность и истинная плотность.
Большаая скорость подъема температуры при обжиге может вызывать образование трещин в электроде и его деформацию. Особенно медленным должен быть подъем температуры при нагреве изделий до 800 є когда происходит удаление летучих веществ из связующего и его коксование. Охлаждение обожженных электродов должно быть также достаточно медленным, чтобы не произошло рассрескивание электродов вследствие уменьшения их объема. Общая продолжительность обжига, включая нагрев и охлаждение электродов, составляет от 15 до 30 сут. Она зависит прежде всею oт размеров обжигаемых изделий и для каждого вида изделии находится опытным путем.
Обжиг осуществляют в кольцевых многокамерных печах —закрытых или открытых, аналогичных печам для обжига огнеупорного кирпича Чисто камер в закрытой печи в зависимости от ее производительности составляет от 20 до 60 Каждая камера разделена вертикальными перегородками на пять кассет, в которые загружают обжигаемые электроды. Сверху камеры закрываются съемными сводами. Электроды нагреваются теплом топочных газов, которые движутся по каналам в перегородках и боковых стенках камер. В качестве топлива применяется природный газ и мазут.
На первоначальной стадии нагрева происходит размягчение электродов, что может привести к их деформации под действием собственного веса. Для предотвращения деформации обжиг проводят в пересыпке, состоящей из прока пенного кокса крупностью 1—5 мм. Пересыпку засыпают на подину камер, в пространство между электродами и стенками кассет, а также сверху на электроды.
В ряде случаев применяют графитированные электроды, например в качестве катодов в электролизерах для электролитического рафинирования алюминия.
Такие электроды получают из угольных электродов путем их нагрева до температуры порядка 2500 °С. При нагреве до такой температуры так называемый “аморфный” углерод превращается в кристаллический графит. Присутствующие в электроде минеральные примеси образуют карбиды, которые при высокой температуре диссоциируют, при этом кремнии, железо и другие металлы удаляются в парообразном состояннии.
В результате графитирования в 4—5 раз снижается электрическое сопротивление электродов, в 8—10 раз уменьшается содержание в них золы, возрастает пористость и истинная плотность н уменьшается механическая прочность
Графитирование осуществляют в электрических печах сопротивления, в которых рабочим сопротивлением являются сами графитированные электроды. Cилу тока при графитировании изменяют от нескольких тысяч ампер в начале процесса до 20 000 А и даже выше в конце графитации. Полная продолжительность графитирования, включая процессы загрузки и разгрузки, составляет примерно 180 ч.
Рекомендуемая литература: [11], 6-77 стр.
Тема 13. Производство фтористых солей
Алюминиевая промышленность является крупным потребителем фтористых солей— криолита и фтористого алюминия. Криолит при электролитическом получении алюминия служит расплавленной средой (растворителем) для глинозема, а фтористый алюминии необходим для корректировки состава криолито-глиноземного расплава (электролита).
Криолит 3NаF. AlF3 или Na3AlF6 — двойная соль фтористого натрия и фтористого алюминия. Криолит встречается в природе и получается искусственным путем. Природный криолит имеет весьма ограниченное распространение, и алюминиевая промышленность почти полностью работает на искусственном криолите.
Молекулярное отношение NaF к AlF3 в криолите называется криолитовым отношением; в криолите теоретического состава это отношение равно трем. Искусственный криолит обычно готовят с избытком фтористого алюминия — вплоть до состава с криолитовым отношением 1,5. По внешнему виду искусственный криолит представляет собой мелкокристаллический порошок от слабо-розового до серовато-белого цвета с насыпной массой 1,1—1,2 г/см3.
Фтористый алюминий AlF3 получают искусственным путем. Он представляет собой кристаллический порошок белого или серого цвета с насыпной массой 0,85 г/см3
Применяемые в алюминиевой промышленности фтористые соли должны содержать минимальное количество примесей, загрязняющих алюминий (Fе, Si), а также нарушающих нормальный ход процесса электролиза (сульфаты, P2O5, влага).
Производство фтористых солей
Исходным сырьем для получения фтористых солей служат плавиковый шпат CaF2 и oтходящие газы суперфосфатного производства. Из плавикового шпата криолит может быть получен кислотным и щелочным методами. В нашей стране криолит получают только кислотным способом, технологическая схема которого показана на рисунке.
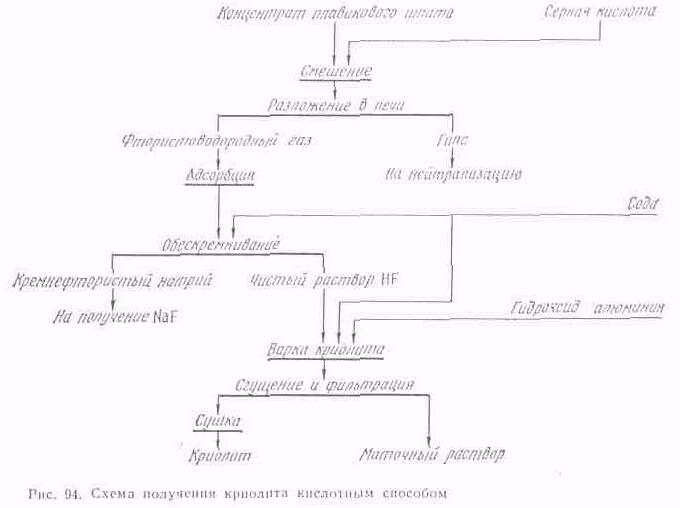
1) Получение плавиковой кислоты
Для получения фтористых солен для алюминиевой промышленности используют флотационный концентрат плавикового шпата, содержащий не менее 92% CaF2. Этот концентрат смешивают и необходимом cooтношении с концентрированной серной кислотой (92,5—95% Н2SO4) и подают на разложение в трубчатую вращающуюся печь. В результате разложения CaF2 образуется фтористый водород и гипс по реакции CaF2+H2SO4=2HF+CaSO4.
В концентрате плавикового шпата всегда содержится некоторое количество кремнезема (до 3%), который взаимодействует с HF с бразованием газообразного четырехфтористого кремния SiO2.4HF=SiF4+2H2O. В дальнейшем с понижением температуры (в газоходах, поглотительных башнях) SiF4 взаимодействует с HF с образованием кремнефтористоводородной кислоты SiF4+2НF=H2SiF6 Последние две реакции приводят к снижению выхода плавиковой кислоты и загрязнению ее кремнефтористоводородной кислотой.
Для разложения плавикового шпата применяются реакционные печи с внутренним и наружным o6oгревом. В отечественной практике применяют печи с внутренним обогревом, которые имеют более высокую производительность больший срок службы и требуют меньшего расхода топлива. Однако в этих печах фтористый водород разбавляется топочными газами (до 28—30 % НF) В печах с наружным обогревом содержание НF во фтористоводородном газе достигает 98 %.
Реакционная печь с внутренним обогревом представляет собой стальной вращающийся барабан, футерованный кислотоупорным кирпичом и угольными блоками. В последнее время для получения плавиковой кислоты широкое применение получило предварительное смешение плавикового шпата с серной кислотой в реакторе непрерывного действия (форсмесителе). Разложение плавикового шпата начинается в форсмесителе, что позволяет вынести наиболее агрессивную стадию процесса из печи, увеличив в результате этого срок службы печи.
Топочные газы из печи вместе с образовавшимся фтористым водородом поступают на адсорбцию. Перед адсорбцией газы проходят через осадительную камеру и “сухую” башню с угольной насадкой, где они очищаются от пыли н паров серной кислоты. Адсорбация осуществляется в поглотительных башнях (адсорберах), каждая из которых представляет собой стальной цилиндр, гуммированный изнутри и футерованный угольными плитами. Поглотительные башни заполнены насадкой, состоящей из угольно-графитовых колец; соединены башни последовательно и работают по принципу противотока: последняя по ходу газов орошается водой, а продукционная кислота выводится из первой. Поглощение НF сопровождается выделением тепла, отчего снижается интенсивность поглощения.
Поэтому для поддержания нормального температурного режима промежуточные растворы перед поступлением на орошение охлаждают в специальных холодильниках. Полученная плавиковая кислота содержит 28—30 % HF, 3—5 % H2SiF6 и 1—2% H2S04.
Образующийся при разложении плавикового шпата гипс содержит 80—85 % CaS04, 10—15 % Н2SO4 и 2—5% CaF2. После централизации известью гипс с помощью гидротранспорта удаляется на шламовое поле или используется в цементной промышленности, для чего его измельчают вместе с известняком и гранулируют.
Присутствие в плавиковой кислоте значительных количеств Н2SiF6 делает ее непригодной для непосредственного получения чистых фтористых солей. Для очистки от кремнезема и раствор плавиковой кислоты вводят определенное расчетом количество соды. При этом образуется кремнефтористый натрии, выпадающий в осадок:
Н2SiF6 + Na2CO3= Na2SiF6 + СО2 + H2O.
Осадок Na2SiF6, отделяют от раствора плавиковой кислоты в сгустителях, а затем фильтруют на барабанных вакуум-фильтрах и обрабатывают содой для получения фтористого натрия:
Na2SiF6 + 2Na2CO3 = 6NaF + SiO2 + 2СО2.
Фтористый натрий используют как готовый продукт или направляют на производство криолита.
Очищенная плавиковая кислота содержит 26—29 % HF, 0,6—1 % H2SiF6 и 0,4—1% H2SO4. На получение 1 т плавиковой кислоты (в пересчете на 100%-ную) расходуется примерно 2,2 т 100 %-ного плавикового шпата и 3,4 т 100%-ной серной кислоты.
2) Получение криолита
Для получения (варки) криолита в раствор чистой плавиковой кислоты вводят рассчитанные количества гидроксида алюминия и соды. Варку ведут и две стадии. Сначала в плавиковой кислоте растворяют гидроксид алюминия, получая фторалюминиевую кислоту:
6HF+Al (OH)3==H3А1F6+3H2O.
Затем фторалюминиевую кислоту нейтрализуют содой:
2 H3А1F6 + ЗNa2CO3= 2Na3AlF6 + ЗСО2 + 3H2O.
Образующийся при этом криолит выпадает в осадок.
При варке идут также побочные реакции, приводящие к потерям фтора и загрязнению криолита примесями:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
