

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В результате анализа схемы формообразования, расположения образуемых поверхностей на заготовке и конструкции режущего инструмента устанавливают также необходимость в движениях деления и врезания, и если они необходимы, то определяют их характер. После того как установлены или определены все необходимые движения формообразования, деления и врезания, которые и определяют в основном кинематическую структуру или, проще, кинематику станка, можно приступать к составлению или анализу структур кинематических групп, обеспечивающих функционирование перечисленных выше движений.
Составление или анализ структур кинематических групп станков с механическими связями и системами управления проводят последовательно от одной группы к другой в следующем порядке.
1. Устанавливают число исполнительных органов: как правило, оно соответствует числу простых движений, образующих траекторию исполнительного движения.
2. Определяют характер и состав внутренней структурной связи группы: для простых групп – это пространственная связь между звеньями исполнительной пары, а для сложных групп – это функциональные внутренние цепи (цепь) между исполнительными органами исполнительных пар, включая пространственные связи между их звеньями.
3. Устанавливают источник движения и определяют характер и состав внешней структурной связи группы.
4. Устанавливают число и расположение необходимых органов настройки на параметры движения, создаваемого этой группой.
Кроме того, следует иметь в виду, что иногда исполнительные органы могут одновременно принадлежать двум и более кинематическим группам, а также нередко отдельные или все кинематические К группы станка имеют один и тот же источник движения.
Порядок составления и анализа для структур сложных кинематических групп станков с ЧПУ при условии, что исполнительные органы этих групп имеют индивидуальные регулируемые источники движения, ограничивается двумя первыми пунктами.
3.2 Движения в станках. Источники движения
Любые движения в станках, в том числе и формообразующие, предназначены для исполнения конкретной функции (цели) и поэтому их называют исполнительными. По функциональному назначению все движения в станках можно классифицировать на движения (рис. 3.4) формообразования, установочные (Уст.), деления (Д), вспомогательные (В сп), управления (Упр). Определение формообразующих движений (рис. 3.4, а) дано выше.
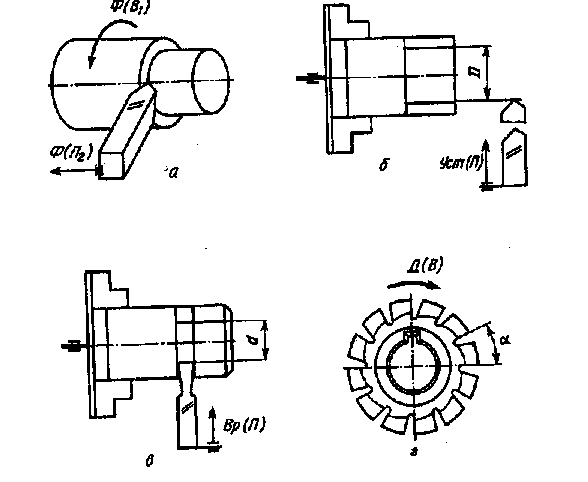
Рис. 3.4 Примеры исполнительных движений: а – формообразования; б – установочное; в – врезания; г – деления
Установочными называют движения заготовки и инструмента, необходимые для перемещения их в такое относительное положение (исходная позиция), при котором становится возможным с помощью формообразующих движений получать нужную поверхность требуемого размера. Примером установочного движения является поперечное движение Уст(П) резца для установления его в положение (позицию), позволяющее получить цилиндр требуемого размера D (рис. 3.4,б). Иногда установочное движение, при котором отсутствует резание, называют наладочным или движением позиционирования.
Если при установочном движении происходит резание материала, но еще нет формообразования требуемой поверхности нужного размера, то такое движение называют движением врезания и его обозначают Вр. Например, поперечное перемещение резца для образования канавки требуемого размера d (рис. 3.4,в) будет движением Вр (П). Нередко движение врезания осуществляется одновременно с движением формообразования и иногда по своей структуре совпадает с одним из них.
Делительными называются движения, необходимые для обеспечения требуемого расположения на заготовке одинаковых образуемых поверхностей. Например, при нарезании двухзаходной резьбы фасонным резцом после нарезания одной винтовой канавки требуется повернуть заготовку на 180° для нарезания второй винтовой канавки. Поворот заготовки на 180° и будет делительным движением. Движением деления будет также движение Д (В) поворота дисковой фрезы на угол α при затыловании ее зубьев (рис. 3.4,г).
Делительные движения могут быть периодическими или непрерывными, что зависит в основном от конструкции режущего инструмента. Непрерывные делительные движения по своей структуре обычно совпадают с одним из формообразующих движений, которое реализует одновременно процессы формообразования и деления, как, например, обкаточное движение Ф(В1В2) при нарезании цилиндрических колес червячной фрезой.
К вспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, транспортирование, быстрое перемещение в зону резания и из нее заготовки и инструмента, охлаждение, смазывание, удаление стружки, правку инструмента и т. п.
К движениям управления относятся те, которые совершают органы управления, регулирования и координирования всех других исполнительных движений станка. К таким органам относятся муфты, реверсирующие устройства, кулачки, ограничители хода и др.
Определяющую роль в формировании кинематической структуры станка играют движения формообразования, установочные (врезания) и деления.
Любое исполнительное движение в станке можно охарактеризовать пятью абсолютными пространственно-кинематическими параметрами: траекторией (форма линии), скоростью, направлением, путем (протяженностью траектории) и исходной точкой. Наиболее важными параметрами любого движения являются его траектория и скорость.
В зависимости от характера исполнительного движения, формы и протяженности его траектории, вида и конструкции режущего инструмента, участвующего в создании движения, в станке движение теоретически может регулироваться (настраиваться) по двум, трем, четырем и пяти параметрам. Наибольшее число параметров регулирования может потребоваться для реализации движений с ограниченной по протяженности (величине) траекторией, причем пять параметров для сложного и четыре (за исключением траектории) для простого движения. Теоретически всегда возможно регулирование (настройка) любого движения по параметрам скорости и направления, однако в практике встречаются случаи, когда движение вообще не регулируется или регулируются лишь по скорости, например, у некоторых станков шлифовальной группы вращение шлифовального круга Фv(Ви) не регулируется по направлению и скорости.
Любой металлорежущий станок для создания в нем необходимых исполнительных движений имеет один или несколько источников движения, причем современные станки с ЧПУ, как правило, имеют число источников движения, равное числу рабочих исполнительных органов в станке. В качестве наиболее распространенных источников движения в станках с механическими системами управления используются асинхронные электродвигатели переменного тока, а в станках с ЧПУ – электродвигатели постоянного тока. Кроме того, в станках в качестве источников движения находят применение гидро-пневмо-двигатели и значительно реже встречаются источники движения в виде устройств, аккумулирующих и по необходимости выдающих энергию, например, в виде пружин.
Источники движения можно подразделить по признаку регулируемости параметров создаваемых ими движений на нерегулируемые и регулируемые. Причем среди регулируемых источников движения встречаются регулируемые только по скорости, только по направлению, по скорости и направлению, а также по скорости, направлению, исходной точке и пути. Источники движения, регулируемые по четырем параметрам, широко используются в станках с ЧПУ и в автоматизированных станочных системах. В качестве таких источников движения наибольшее распространение получили стандартные электроприводы с двигателями постоянного тока и тиристорным управлением.
Движения, классификация, технические показатели станков токарной группы
Токарная обработка (точение) предназначена для механического формирования геометрии деталей машиностроения лезвийным инструментом посредством снятия стружки. Кинематика резания определяется в основном относительным вращательным движением заготовки с пространственно фиксированной осью вращения и произвольным движением подачи. Формы поверхностей, получаемые способом токарной обработки, приведены на рисунках 3.5-3.7.
Рис. 3.5 Главные движения и движения подач при токарной обработке: а) обточка; б), в) многоступенчатая обточка; г) подрезка торца; д) фасонная обработка; е) обработка канавки; ж) сверление; з), и) внутренняя обработка; к), л) отрезные операции.
Обозначения: v - скорость резания, м/мин; Sпр, - продольная подача, мм/об; Sп - поперечная подача, мм/об
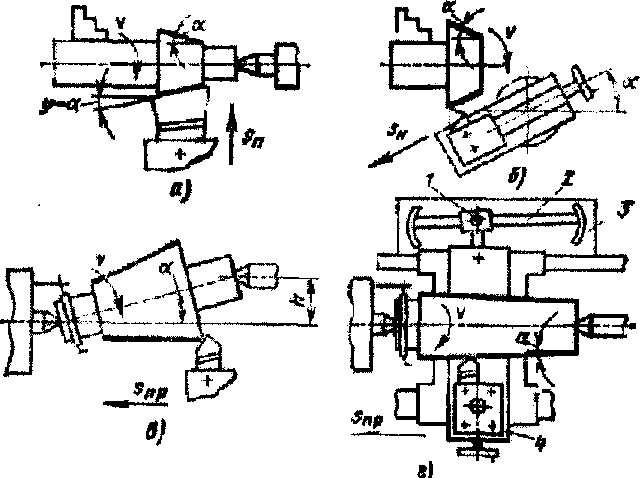
Рис. 3.6 Схемы обтачивания наружных конических поверхностей на токарном станке за счет: а) формы резца; б) поворота суппорта; в) смещения заднего центра; копира.
Обозначения: α - угол конуса, градус; h - величина смещения заднего центра, мм
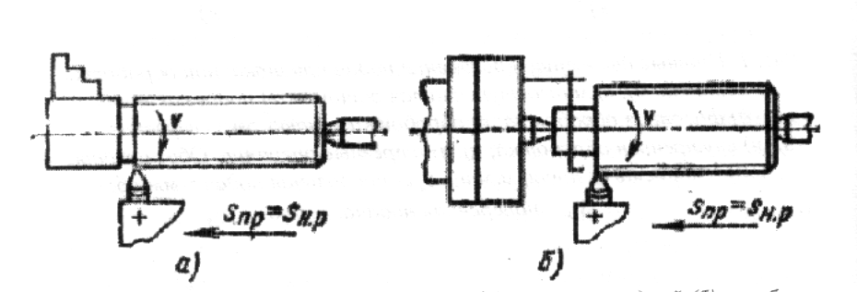
Рис. 3.7 Схемы нарезания однозаходной (а) и многозаходной (б) резьбы на токарно-винторезном станке.
Обозначение: SН. Р. - подача, соответствующая шагу нарезаемой резьбы, мм/об.
Классификация станков токарной группы определяется по: основному конструктивному признаку; вспомогательному видовому признаку; компоновке; количеству позиций закрепления заготовок; числу устанавливаемых инструментов; виду управления; классу точности.
Классификация станков по основным и вспомогательным признакам приведена в табл. 3.2.
Таблица 3.2
Классификация станков по основным и вспомогательным признакам
Основные признаки | Вспомогательные признаки |
Токарные и токарно-винторезные станки | Универсальные токарно-винторезные. Патронные и патронно-центровые. Патронно-прутковые и патронно-центровые. Прутковые. Настольные. |
Токарные полуавтоматы и автоматы | Поперечного и продольного точения. Одношпиндельные программируемые. Одношпиндельные вертикальные. Многошпиндельные горизонтальные с вращающимися заготовками. Многошпиндельные горизонтальные с вращающимися инструментами. Многошпиндельные вертикальные. Фронтальные. |
Токарные револьверные станки | Горизонтальная револьверная головка. Вертикальная револьверная головка. |
Токарные копировальные станки | Многорезцовые. Гидрокопировальные. |
Карусельные и лобовые станки | Одностоечные. Двухстоечные. Лобовые. |
Токарные затыловочные станки | Простые. Универсальные. |
Резьбообрабатывающие станки | Гайконарезные. Резьбонарезные. Резьботокарные. |
Токарные специализированные и специальные | Для обработки турбинных колес, гильз, цилиндров, труб, коленчатых валов и др. |
Компоновка станков обусловлена положением главной оси вращения заготовки и относительным положением инструмента в пространственной системе координат. По этому признаку выделяются горизонтальные и вертикальные компоновки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
