

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Уровень концентрации операций, выполняемых на одном станке, характеризуется числом рабочих позиций и способом закрепления заготовок, а также условиями, определяющими эффективность использования инструмента, числом разнотипных инструментов и возможностями пространственной ориентации инструментов относительно заготовки.
По числу позиций закрепления заготовок различают одно - или многошпиндельные конструкции, а по числу устанавливаемых инструментов – станки одно - или многоместные, многоинструментальные и с магазином инструментов.
Возможности и классификация современных токарных станков по степени автоматизации приведены в табл. 3.3.
Таблица 3.3
Классификация современных токарных станков по степени автоматизации
Степень автоматизации | Набор автоматически выполняемых функции |
Ручное управление | Установка заготовки и инструмента, позиционирование рабочих органов и формирование базовых циклов вручную. Автоматическое позиционирование рабочих органов и формирование базовых циклов. |
Полуавтоматическое | Постоянство базовых циклов, сформированных вручную. Частичное изменение базовых циклов вручную. Произвольное изменение базовых циклов с заменой инструмента вручную. |
Автоматическое | Произвольное автоматическое изменение базовых циклов с заменой инструмента. Произвольное автоматическое изменение порядка выполнения базовых циклов с соответствующей заменой порядка работы инструмента. То же, включая манипуляции с заготовкой и обрабатываемой деталью. Полная автоматическая организация цикла изготовления детали. |
Распределение основных видов станков токарной группы по классам точности приведено в табл. 3.4. Специальные и специализированные станки таблицей не охватываются.
Таблица 3.4
Виды станков токарной группы по классам точности
Основные виды станков | Класс точности станка | ||||
Н | П | В | А | С | |
Токарные и токарно-винторезные | + | + | + | + | + |
Токарные полуавтоматы и автоматы | + | + | + | - | - |
Токарные револьверные | + | + | + | + | - |
Токарные копировальные | + | + | - | - | - |
Карусельные и лобовые | + | + | + | - | - |
Затыловочные и резьбообрабатывающие | + | + | + | + | - |
Многоцелевые | - | + | + | + | - |
3.3 Кинематическая настройка станков
Кинематическая настройка станка является составной частью его наладки, представляющей собой комплекс организационно-подготовительных работ, проводимых как вне станка, так и непосредственно на нем. Она проводится с целью подготовки станка для выполнения им конкретных технологических операций, обеспечивающих образование на заготовке поверхностей заданных форм с требуемыми точностями их размеров.
Непосредственно кинематическая настройка станка представляет собой программирование скоростей его рабочих органов на выполнение конкретной технологической операции и сводится она к настройке (программированию) кинематических цепей станка, участвующих в реализации требуемой операции. Кинематическим параметром любой кинематической цепи станка является ее передаточное отношение iц, определяемое как произведение передаточных отношений кинематических пар, входящих в состав этой цепи, и характеризующее отношение скоростей ее конечных звеньев.
Под передаточным отношением i понимают отношение частоты вращения nвм (угловой скорости) ведомого вала (звена) к частоте вращения nвщ ведущего вала: i = nвм/nвщ.
Изменение величины передаточного отношения цепи iц позволяет изменять соотношение скоростей ее конечных звеньев, что, например, требуется при настройке функциональных цепей, или же изменять величину скорости одного конечного звена (например, исполнительного органа) при постоянстве скорости другого (например, двигателя).
Изменение величины передаточных отношений цепей в станках может осуществляться разными способами. В станках с механическими связями для этого используются специальные устройства механического типа в виде гитар сменных зубчатых колес, коробок скоростей и подач, и других механизмов, называемых органами кинематической настройки цепей, которые позволяют за счет изменения только своего передаточного отношения изменить общее передаточное отношение всей цепи. Требуемое передаточное отношение i конкретного органа кинематической настройки для настройки цепи на выполнение определенной технологической операции определяют по формуле настройки этого органа, а затем полученное значение передаточного отношения i с помощью органа настройки реализуют в цепи.
Формулу настройки конкретного органа настройки определяют из уравнения кинематического баланса цепи, которое составляют по кинематической схеме с учетом предварительно составленной записи необходимого условия кинематического согласования или соотношения скоростей либо перемещений конечных звеньев цепи, при реализации которого будет обеспечено выполнение того или иного параметра обрабатываемого изделия или процесса его обработки.
Содержание и характер условия кинематического согласования скоростей (перемещений) конечных звеньев конкретной цепи определяются и обусловлены ее функциональным назначением. Так, для функциональных внутренних кинематических цепей, связывающих исполнительные органы станка, условие кинематического согласования должно отражать строгое функциональное соотношение перемещений (скоростей) конечных звеньев цепи. Реализация этого соотношения в станке призвана обеспечить получение обрабатываемого изделия с определенным геометрическим или конструктивным его параметром, например, с заданным шагом резьбы, модулем, определенным числом зубьев и т. д.
Для скоростных же и других видов кинематических цепей, связывающих источник движения или какое-нибудь исходное или отсчетное звено цепи с исполнительным органом станка, настройка кинематической цепи производится таким образом, чтобы обеспечить получение необходимой скорости или требуемого перемещения исполнительного органа, например, перемещение узла на строго заданную величину и т. п. Кинематические цепи, используемые для вывода формул настройки конкретных органов настройки, называют цепями кинематического согласования или расчетными.
Уравнение кинематического баланса цепи, составленное для вывода формулы настройки, представляет собой совокупность сомножителей передаточных отношений всех постоянных передач цепи согласования, включая передаточное отношение i органа настройки, и оно может быть записано с любого конца цепи. Однако следует учитывать правило, что символ i записывается в числитель при совпадении порядка записи уравнения баланса с направлением фактической передачи движения через орган настройки и в знаменатель при их несовпадении. Функционально связанные и назначаемые в условиях кинематического согласования перемещения, а затем используемые в уравнениях баланса, могут быть угловыми, линейно-угловым и линейными.
В общем виде формула настройки устанавливает зависимость величины передаточного отношения i органа настройки от переменных величин, характеризующих геометрические или конструктивные параметры обрабатываемого изделия, либо технологические параметры режима его обработки. В нем с помощью постоянного коэффициента С учитываются также передаточные отношения всех промежуточных постоянных передач цепи и постоянных величин, оказавшихся в условии кинематического согласования скоростей (перемещений) конечных звеньев цепи.
В качестве примера рассмотрим настройку кинематических цепей токарно-винторезного станка, структурная схема которого представлена на рисунке 3.8 при нарезании на заготовке цилиндрической резьбы с шагом Р мм. Станок имеет два органа настройки – винторезную гитару iвинт сменных зубчатых колес и коробку скоростей iv. Винторезная гитара является органом кинематической настройки винторезной функциональной цепи, назначение которой обеспечивать строгое функциональное соотношение (согласование) перемещений шпинделя станка (заготовки) и продольного суппорта (фасонного резца) в соответствии с шагом Р нарезаемой резьбы. Коробка скоростей является органом кинематической настройки скоростной цепи, призванной обеспечивать преобразование исходной частоты вращения nи источника движения (ротора приводного электродвигателя) в требуемую частоту вращения шпинделя станка (заготовки) n3 в соответствии с режимом обработки (скоростей резания) нарезаемой резьбы.
Чтобы вывести формулы настроек органов настройки указанных цепей необходимо для каждой из них:
а) составить условие кинематического согласования или преобразования перемещений или скоростей конечных звеньев цепи в соответствии с ее функциональным назначением;
б) составить уравнение кинематического баланса цепи кинематического согласования с учетом условия согласования (преобразования);
в) решить уравнение баланса относительно параметра, означающего передаточное отношение органа настройки.
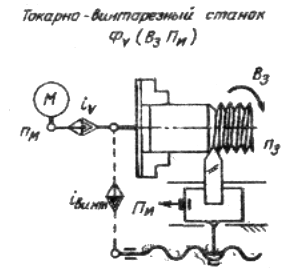
Рис. 3.8 Структурная схема токарно-винторезного станка

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
