


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На внутренней стороне верхнего пояса (с 1984 г.) или внутренней стороне наклонного пояса рамы (до 1983 г.) отлиты пять шишек 3, которые служат для подбора боковых рам при сборке тележек. Подбор производят по числу оставленных (несрубленных) шишек, соответствующему определенному размеру А между наружными челюстями буксовых проемов.
Это обеспечивает соблюдение параллельности осей колесных пар. Размер А имеет шесть градаций: № 0 - № 5. Если все шишки срублены, то рама имеет градацию № 0 с размером между наружными челюстями 2181±1 мм, при одной несрубленной шишке — градацию № 1 с размером 2183±1 мм и т. д., увеличиваясь на 2 мм.
Надрессорная балка (рисунок 1.4) отлита из стали 20ГЛ или 20Г1ФЛ в виде бруса равного сопротивления изгибу замкнутого коробчатого сечения.
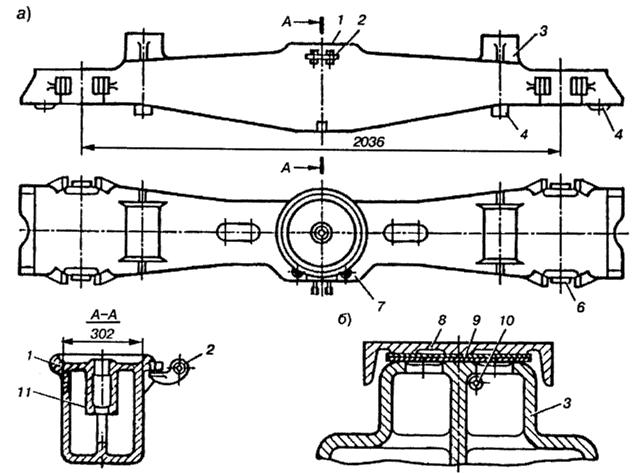
Рисунок 1.4 – Надрессорная балка тележки модели 18-100
Она имеет подпятник 7, полку 7 для крепления кронштейна 2 мертвой точки рычажной передачи тормоза, опоры 3 для скользунов, выемки (гнезда) 6 для размещения фрикционных клиньев, бурты 5, ограничивающие смещение внутренних пружин рессорного комплекта, и выступы 4, удерживающие наружные пружины от смещения при движении тележки.
На подпятник 7 опирается пятник кузова, через центры которых проходит шкворень. Опорой для шкворня является поддон 11, который располагается под подпятником посередине надрессорной балки. Шкворень служит осью вращения тележки относительно кузова, а также передает тяговые и тормозные силы от тележки кузову и обратно.
1.2. Перечень нормативно – технических документов, используемых при ремонте тележек модели 18-100
При ремонте тележек модели 18-100 должны руководствоваться следующими нормативно-техническими документами:
Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповкому ремонту. РД 587-2010. Руководящий документ. Руководство по капитальному ремонту грузовых вагонов. ПКБ ЦВ 2011. Требования по исключению из инвентаря грузовых вагонов. ВНИИЖТ. Утверждены на засед. ваг. Комиссии 2008. Комплект документов на типовой технологический процесс ремонта тележек грузовых вагонов, модели 18-100. Инструкция по окраске грузовых вагонов грузовых вагонов в депо. 309 ПКБ ЦВ. 2006. Справочник приемщика вагонов в вагонных депо по ремонту грузовых вагонов. НВ-548. 2006. Методика контроля пятник-подпятник при проведении деповского ремонта грузовых вагонов. РД 32 ЦВ-067-2008. Методика выполнения измерений надрессорной балки, боковых рам, прижим и рессорного комплекта при проведении деповского ремонта тележек 18-100. РД 32 ЦВ 050-2005. Порядок комплектовки и маркировки литых элементов тележек грузовых вагонов при плановых видах ремонта и строительстве новых. 619 ПКБ ЦВ-30.09.93. 2006. Технологическая инструкция по ремонту сваркой наклонных поверхностей надрессорной балки тележки ЦНИИ-Х3 модели 18-100. 542 ПКБ ЦВ 03..10.91 2006. .Руководство по ремонту триангелей рычажной передачи тележек грузовых вагонов РОО1 ПКБ ЦВ-2009. Технологическая инструкция по испытанию на растяжение и неразрушающему контролю деталей вагонов. 637-96 ПКБ ЦВ 28.12.96. 2006. Правила неразрушающего контроля литых деталей тележек грузовых вагонов при ремонте. Специальные требования. ПР НК В.3 2013. Инструкция по сварке и наплавке при ремонте грузовых вагонов. 20081.3 Безопасность движения
Каждый работник, связанный с движением поездов должен иметь по кругу своих обязанностей личную ответственность за безопасность движения.
Каждый работник железнодорожного транспорта обязан подавать сигнал остановки, поезду или маневрирующему составу и принимать другие меры для их остановки во всех случаях, угрожающих жизни людей или безопасности движения, а при обнаружении неисправности сооружения или устройства, угрожающего безопасности движения, кроме того немедленно принимать меры и ограждению опасного участка.
Каждый работник железнодорожного транспорта должен соблюдать правила проведения работ. Нарушение правил технической эксплуатации работниками железнодорожного транспорта влечет за собой дисциплинарную или уголовную ответственность в соответствие с действующим законодательством.
Размещение и техническое оснащение вагонных депо, пунктов подготовки вагонов к перевозкам, промывочно-пропарочных станций, пунктов технического обслуживание вагонов и других сооружений и устройств вагонного хозяйства должно обеспечивать изготовленные размеры движения поездов, высокое качество технического обслуживания и ремонта вагонов, высокую производительность труда.
Подвижной состав должен содержаться в исправном состоянии, обеспечивающем его бесперебойную работу и безопасность движение.
Предупреждение появления, каких либо неисправностей и обеспечения установленных сроков службы подвижного состава должно быть главным в работе лиц, ответственных за его техническое обслуживание и ремонт.
Вновь стоящихся вагоны, должны обеспечивать безопасное и плановое движения поездов с наибольшими конструкционными скоростями проективных локомотивов.
Запрещается постановка в поезда и следование в них вагонов, в тележках, которых имеется хотя бы одна из следующих неисправностей: трещина в литой боковой раме, надрессорной балке литой конструкции (вырубки пороков стального литья, произведенные после изготовления и ремонта надрессорных балок, не служат основанием для браковки); трещина в подпятнике, пятнике в видимой для осмотрщика вагонов при осмотре соответсвующих зон; отсутствие или излом шкворня в тележках всех типов вагонов; отсутствие болта крепления колпака скользуна тележки типа 18-100; повреждения износостойких элементов; изломы, трещины, механические повреждения, деформации чаш подпятника, скоб сменных в буксовом проеме.
Организация ремонта тележек модели 18-100
Назначение тележечного участка
В тележечном цехе ремонтируются тележки вагонов – выполняется полная их разборка, сборка, проверка и окраска. В зависимости от типа ремонтируемых вагонов тележечный цех специализируется на ремонте тележек пассажирских или грузовых вагонов.
Тележки грузовых вагонов, несмотря на различие в их конструкциях, ремонтируют по общей технологической схеме. Выкаченные из-под вагонов тележки подают в тележечный цех, где их обмывают в моечной машине и разбирают. Колесные пары направляют в колесный цех; другие узлы и детали тележек очищают, обмывают и осматривают для определения объема ремонта, а затем направляют в соответствующие отделения.
Тележки собирают по принципу взаимозаменяемости с использованием заранее отремонтированных узлов и деталей. Проверенные и окрашенные тележки передают в вагоносборочный цех для пополнения оборотного запаса или для подкатки под кузова ремонтируемых вагонов.
В состав тележечного цеха входят несколько отделений и участков: моечное, разборочное, осмотра и сортировки деталей, ремонта и комплектовки рам, надрессорных балок, частей рессорного подвешивания, гасителей колебаний, комплектовки деталей тормоза, участки общей сборки, проверки и окраски.
Тележки и их части ремонтируют поточным методом или стационарным на постоянных рабочих местах (стендах). Внедрение поточного метода обеспечивает более рациональное разделение и использование труда и широкое применение средств механизации и автоматизации работ, что намного сокращает простой тележек в ремонте и улучшает качество ремонта.
В условиях поточного производства в цехе ремонта тележек грузовых вагонов организуют специализированные однопредметные поточные линии по разборке и обшей сборке тележек, ремонту боковых рам, надрессорных балок, частей рычажной передачи тормоза и других деталей. Каждую поточную линию оснащают конвейером соответствующей конструкции и снабжают устройством, обеспечивающим автоматическое управление процессами в соответствии с выбранным ритмом работы.
Участок для ремонта боковых рам тележек оборудуют специальным стендом-кантователем, на котором рама может быть повернута на 180° вокруг продольной оси и зафиксирована в удобном для выполнения ремонтных работ положении.
Параметры производственного процесса поточных линий рассчитывают по методике и формулам. Простой тележек в ремонте принимается по нормам, рекомендованным ОА «ЎТЙ» с учетом опыта работы передовых вагоноремонтных предприятий.
Оборудование для укомплектования позиций и рабочих мест поточных линий, а также для стационарных позиций производственных участков цеха подбирают согласно требованиям принятой технологии. Количество технологического оборудования рассчитывают по соответствующим формулам.
Производственная структура участка
Производственной структурой предприятия называется состав всех цехов и участков, органов управления, обслуживающих хозяйств и служб, прямо или косвенно участвующих в производственном процессе предприятия и находящихся между собой в определенной взаимосвязи (кооперации). От правильного выбора производственной структуры предприятия зависит обеспечение ее высокой и устойчивой экономичности.
Рациональность и экономичность принятой структуры предприятия характеризуются следующими важнейшими факторами:
– пропорциональностью производственной мощности всех цехов и служб предприятия, необходимой для выполнения плана ремонта вагонов;
– специализацией и кооперированием цехов и участков завода для обеспечения роста производительности труда;
– непрерывностью производственного процесса;
– оптимальной управляемостью всех цехов и участков предприятия.
Характер и разветвленность производственной структуры предприятия зависят от многих факторов:
– состава и конструктивных особенностей продукции;
– плана выпуска и трудоемкости изделий;
– уровня развития техники и технологии производства;
– особенностей производственного процесса и технологии;
– формы организации производства;
– уровня специализации предприятия и характера его кооперирования с другими предприятиями. Чем выше степень специализации предприятия, тем больше предпосылок для организации более совершенной производственной структуры.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
