


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
N – годовой план ремонта тележек, 2400 шт;
Fр– годовой фонд рабочего времени, 2016 ч;
Годовой фонд времени одного работника определяется по формуле:
Тяв= t[Т - (Твых+ Тпр)] - Тпп,
где t=40/5=8 – продолжительность рабочего дня при пятидневной рабочей неделе;
Т – количество календарных дней в году;
Твых – количество выходных дней в году (субботних и воскресных);
Тпр –количество праздничных дней в году, не совпадающих с выходными днями;
Тпп – количество предпраздничных дней с сокращением на 1ч рабочим днём.
Тяв= 8[365 - (104 +8)] - 8 = 2016 ч.
Rя = ![]() = 15 чел.
= 15 чел.
Распределение штата работников по профессии и квалификации приведена в табл.2.2
Таблица 2.2 – Расчет штата работников по профессии и квалификации
Профессия | Тарифный разряд | Удельный вес,% | Кол-во рабочих |
Оператор Слесарь Дефектоскопист Сварщик Клепальщик Крановщик | 6 5 5 5 4 6 | 13 20 13 28 13 13 | 2 3 2 4 2 2 |
Итого | 100 | 15 |
Списочный контингент работников больше явочного, так как он учитывает отсутствующих по болезни, находящихся в отпусках и выполняющих государственные и общественные обязанности. Общий процент на замещения отсутствующих составляет 7-15% от явочного контингента. В выпускной работе принимаем его в размере 9%.
Fсп= Fяв* 1,09 = 15*1,09 = 16 чел.
Важным показателем плана по труду является производительность труда.
Общий уровень производительности труда работников тележечного цеха определяется отношением годового объёма ремонтных работ (Nрем) к общему списочному количеству работников (R)
 тел/чел,
тел/чел,
где Fсп - списочное количество работников цеха, чел.
2.8 Составление планировки участка
Вагоноремонтные цехи размещают в светлом прямоугольном одноэтажном здании. Основные размеры (длина, ширина, высота, ширина междупутий) цехов и ремонтно-вспомогательных отделений рассчитывают из условий числа поточных линий и позиций на этих линиях, размещения оборудования и средств механизации, рациональной планировки рабочих мест и соблюдения проходов и проездов необходимой ширины.
При расчете основных размеров вагоноремонтных цехов необходимо учитывать, что цехи оснащают мостовыми кранами, электродомкратами и подставками-опорами на позициях подъемки тележек, кантователями, ремонтно-правильными агрегатами, ремонтно-сборочными стендами, сварочными постами другим технологическим оборудованием, занимающим значительные площади.
При определении высоты цеха следует учитывать необходимость соблюдения расстояния между низшей точкой крана и верхней точка поднятого и установленного на опоры вагона. Это расстояние должно быть не менее 2 м.
Расчетную площадь участка или цеха уточняют после разработки компоновочного плана размещения поточных линий и расстановки оборудования. План цеха вычерчивают в масштабе 1:100 или 1:200.
Технология ремонта тележек модели 18-100
Основные неисправности тележек модели 18-100
Тележки в процессе эксплуатации подвергаются износам и различным повреждениям.
В литых боковинах тележек обнаруживают износы направляющих букс, надрессорных балок и отверстий для валиков подвески башмаков, трещины в буксовых проемах и др.
В литых надрессорных балках наблюдаются поперечные трещины на вертикальных и горизонтальных стенках, трещины подпятников и сварных швов коробок скользунов. Износы подпятников, скользунов и направляющих балок. В надрессорных сварных балках коробчатого сечения чаще всего встречаются трещины в верхней горизонтальной части и в усиливающей накладке, в вертикальной стенке, нижнем поясе и сварных швах.
В тележках типа 18-100 обнаруживаются также износы и ослабления фрикционных планок, изломы, трещины и износы фрикционных клиньев, отсутствие или излом колпака скользунов, износы наклонных поверхностей надрессорных балок.
Трещины в буксовом проеме стальных литых боковин появляются вследствие неравномерного прилегания боковины к корпусу буксы, а также вследствие пороков в металле.
Трещины и изломы надрессорных балок тележек возникают в результате перенапряжения в металле или низкого качества их изготовления и ремонта. В стальных литых надрессорных балках причиной появления трещин или изломов может являться также нарушение технических требований при изготовлении.
Неисправности в тележках эксплуатирующихся вагонов выявляют при техническом осмотре с пролазкой на пунктах технического обслуживания и пунктах подготовки вагонов к перевозкам.
При плановых видах ремонта вагонов в депо и на ВРЗ для обнаружения дефектов в деталях тележек используют средства магнитного контроля, а также применяют капиллярный метод для выявления трещин в надрессорных балках и боковых рамах.
Не допускаются к следованию в поездах грузовые вагоны, в тележках которых суммарный зазор между скользунами с обеих сторон более 20 мм или менее 2 мм; разность диаметра колес колесных пар в одной тележке вагона не должна быть более 20 мм, в двух тележках - более 40 мм.
Нельзя эксплуатировать тележки с трещинами в скользуне независимо от размера, а также с изломом коробки скользуна. Не должно быть трещин влитой боковой раме и надрессорной балке (рисунок 3.1).

Рисунок 3.1 – Трещины на надрессорной балке
3.2 Технология ремонта тележек модели 18-100
Входной контроль тележек при деповском и капитальном ремонте производят после постановки вагонов на ремонтные позиции.
При этом проверяют положение деталей рессорного комплекта, завышение фрикционных клиньев относительно надрессорной балки, наличие свободного перемещения фрикционных клиньев и пружин, зазоры между скользунами тележки и рамы вагона. Результаты проверок заносят в дефектную ведомость и используют при ремонте деталей и узлов.
Проверяют срок службы литых деталей, который не должен превышать 30 лет.
Ремонт тележек при плановых видах ремонта выполняют в тележечных отделениях поточным или поточно-конвейерным методом. Независимо от метода ремонта в тележечном отделении должны быть позиции обмывки, разборки, сборки, ремонта и приемки готовых тележек. Ремонтные позиции оборудуют стендами, средствами неразрушающего контроля и технологической оснасткой, которые позволяют максимально механизировать выполняемые работы, повышают производительность труда и обеспечивают необходимое качество ремонта.
Перед обмывкой рама тележки снимается с колесных пар, устанавливается на технологическую тележку, которая тяговой лебедкой подает раму в моечную машину. Обмывка тележек с колесными парами, не требующими полной ревизии букс, не допускается.
Обмывку выполняют подогретым до температуры не менее 60°С моющим раствором типа МЛ-52, МС-8, «Лабомид-101» в концентрации 30 г/л под давлением 19 кгс/см2. После обмывки тележки тщательно очищают от отслаивающейся ржавчины и разрушившегося лакокрасочного покрытия. Особое внимание уделяют очистке контролируемых зон (рисунок 3.2).
После очистки рама тележки устанавливается на позицию разборки, на которой последовательно производят демонтаж рычажной передачи, шкворня, рессорного комплекта, деталей скользунов и боковых рам. Контроль технического состояния боковых рам и надрессорных балок включает визуальный осмотр, измерение величины износов и дефектов с помощью средств допускового контроля (шаблонов) и неразрушающий контроль. В качестве средств неразрушающего контроля боковых рам и надрессорных балок тележек применяют вихретоковый дефектоскоп ВД-12НФ или установки феррозон-дового контроля типа ДФ (ДФ-1, ДФ-103, ДФ-105, ДФ-201).
|
|
|
|
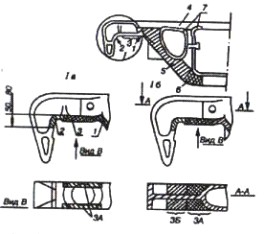
Рисунок 3.2 – Зоны очистки контролируемых зон
Дефектоскопирование деталей тележек производится в полном соответствии с требованиями «Технологической инструкции по испытанию на растяжение и неразрушающему контролю деталей вагонов» № 000-96 ПКБ ЦВ МПС РФ.
Перед проведением дефектоскопирования необходимо произвести осмотр контролируемых деталей визуально на стенде-контователе с применением лупы семикратного увеличения, переносного светильника с напряжением питания 12 или 36 В, металлической щетки, шаблонов. Визуальному осмотру подвергают все поверхности надрессорных балок и боковых рам. Обнаруженные при визуальном осмотре дефекты обводят мелом и проверяют повторно вихре-токовым, феррозондовым или магни-топорошковым методом.
Позиции осмотра должны быть оборудованы стационарными или передвижными стендами, которые позволяют производить раздвижку боковых рам и кантование в удобное для контроля положение боковых рам и надрессорных балок.
Кантователи должны обеспечить осмотр надрессорной балки и боковой рамы с их поворотом на 180° относительно продольной оси. Неразрушающему контролю подлежат зоны деталей в соответствии с требованиями.
Наличие трещин в деталях тележек не допускается, за исключением трещин, которые устраняются в соответствии с действующей ремонтной документацией. Детали тележек с износами более допустимых норм ремонтируют сваркой и наплавкой с последующей механической обработкой до чертежных размеров. Разрешается ремонтировать боковые рамы и надрессорные балки со сроком эксплуатации не более 28 лет.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
