


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
– у одной двухосной тележки – более 20 мм;
– у двух двухосных тележек – более 40 мм;
– у одной четырехосной тележки – более 20 мм;
– у двух четырехосных тележек – более 40 мм.
Разность в высоте от подпятников до головок рельсов двухосных тележек – не более 12 мм, в том числе и для входящих в четырехосную тележку.
Суммарные зазоры между корпусом буксы и направляющими боковой рамы должны быть в пределах:
– при деповском ремонте вдоль тележки от 6 до 15 мм, а поперек – от 5 до 13 мм;
– при капитальном ремонте вдоль тележки от 6 до 13 мм, а поперек – от 5 до 11 мм.
Допустимые зазоры между боковой рамой и корпусом буксы – не более 1мм.
Подбор боковых рам и надрессорной балки в комплект производят по возрастным группам в соответствии с ремонтной документацией.
После подкатки под вагон проверяют суммарные зазоры между скользунами рамы вагона и тележки с обеих сторон каждого конца вагона, которые должны быть для четырехосных вагонов в пределах 6 – 16 мм, а у хопперов и думпкаров – 6 – 12 мм. Для четырехосных тележек зазоры между скользунами соединительной балки и скользунами надрессорных балок в сумме для каждой тележки должны быть в пределах 4 – 10 мм, а между скользунами рамы вагона и соединительной балки – 4 – 12 мм. Для всех типов вагонов отсутствие зазоров между скользунами, расположенными по диагонали, не допускается.
После выполнения ремонта и приемки на боковые рамы и надрессорные балки наносят клейма с указанием номера ремонтного предприятия, даты ремонта и кода государства – собственника.
При капитальном ремонте тележки окрашивают полностью, а при деповском – только в местах с поврежденным защитным покрытием. Окраску выполняют масляными красками или эмалями. Краской белого цвета на боковые рамы и надрессорные балки наносят надписи. После деповского ремонта наносится первая и три последних цифры номера вагона, а после капитального ремонта – год проведения ремонта, номер завода, первая и три последних цифры номера вагона.
ележка
4. Механизация ремонта тележек модели 18-100
4.1 Разработка средств механизации для ремонта тележек
Главное направление развития современного вагоноремонтного производства состоит в его дальнейшей индустриализации, основой которой служит система машин, обеспечивающая комплексную механизацию и автоматизацию технологических процессов ремонта вагонов и производства запасных частей.
При ремонте вагонов в депо применяют различные механизмы и приспособления. В качестве подъемно-транспортных средств применяют краны, кран-балки, тельферы и различные домкраты. В качестве транспортных средств широко используют аккумуляторные тележки и автопогрузчики.
В тележечном участке имеются пневматические и гидравлические подъемники, подъемно – поворотные устройства, установленные на поточных линиях ремонта тележек. Применяются электрические и пневматические гайковерты, устройство для клепки фрикционных планок.
В тележечном участке применяются моечные машины нового поколения для обмывки тележек чистой холодной водой под высоким давлением, что приводит к существенной экономии средств на приобретение моющих порошков и на нагрев раствора.
Стенд для ремонта тележек грузовых вагонов (рисунок 4.1) используется для разборки, контроля и ремонта деталей тележек.
Тележка 18-100 устанавливается на стенд мостовым краном, при этом боковые рамы и надрессорная балка попадают в гнезда соответствующих механизмов поворота.

1 – цилиндр механизма подъема надрессорной балки; 2 – цилиндр механизма поворота надрессорной балки; 3 – цилиндр механизма раздвижки; 4 – цилиндр механизма поворота боковой рамы.
Рисунок 4.1 – Схема стенда для ремонта тележек грузовых вагонов
С помощью цилиндра 1 надрессорная балка поднимается относительно боковых рам, освобождая рессорные комплекты. После удаления фрикционных клиньев и пружин боковые рамы выводятся за пределы габаритов надрессорной балки с помощью пневмоцилиндров раздвижки 3. В таком положении производится контроль и ремонт боковых рам и надрессорных балок. Для обеспечения удобства производимых работ боковые рамы и надрессорные балки могут поворачиваться пневмоцилиндрами поворота 2 и 4. Возврат отремонтированных боковых рам и надрессорных балок в исходное положение производится перечисленными механизмами в обратном порядке.
4.2 Стенд ремонта боковин тележек грузовых вагонов
Стенд ремонта боковин тележек грузовых вагонов состоит из рамы 1, на вертикальных стойках которой установлен свободно вращающийся в подшипниках узлах короб 2 (рисунок 4.3).
Для закрепления короба 2 в любом положении предусмотрен пальцевый фиксатор 5. Зажим 3 боковины в коробе 2 обеспечивается четырьмя винтами М30.
Стенд обеспечивает установку боковины в любое положение, удобное для наплавки изношенных поверхностей челюстей, для чего предусмотрена лестница 4.
Благодаря выполненной балансировке, усилие, необходимое для поворота боковины, не превышает 5 кГс.

1 – рама; 2 – короб; 3 – зажимы; 4 – ступенки для подъема рабочего;
5 – фиксатор
Рисунок 4.3 – Общий вид Стенд ремонта боковин тележек грузовых вагонов
4.3 Стенд – кантователь надрессорных балок
Предлагается стенд – кантователь, используемый при производстве восстановительно-наплавочных работ на надрессорных балках.
Стенд (рисунок 4.2) состоит из основания 11, ребер устойчивости 12, механизма вращения 6, двутавра №30 1, на которой приварены кронштейны 2, удерживающие ролики 4. На последние устанавливаются два гнезда 3 для установки и закрепления надрессорной балки, соединенные горизонтальными стяжками 5. Гнездо 3 представляет собой разъемный круг с вырезанным по центру квадратом со стороной 300 мм, состоящий из съемной и основной 14 частей.

Рисунок 4.2. Общий вид стенда – кантователя
Процесс поворота балки осуществляется маховиком 10 через редуктор 9.
Технология работы со стендом следующая: детали 13 снимаются, надрессорная балка устанавливается в вырезы 15, после чего части 13 и 14 соединяются с помощью планок 16 и болтов. Поворот балки производится за счет зацепления звездочек 8 и деталей 7, расположенными по кругу на расстоянии, равной длине надрессорной балки.
Стенд – кантователь обеспечивает переворот балки в любое удобное для производства работ положение, устойчивое удержание балки, легкое и удобное ее кантование.
Расчет и выбор редуктора
Зная межосевое расстояние ![]() 100 мм рассчитываемого редуктора, определяем его другие геометрические параметры.
100 мм рассчитываемого редуктора, определяем его другие геометрические параметры.
Принимаем q и Z2 так, чтобы их отношения равнялись q/Z2=0.22..0.4, тогда червячное соотношение будет в достаточной степени. В то же время учитываем условие не задевания зубьев колеса – Z2 ≥ 28.
Зная i= Z2 / Z1=32 по таблице находим Z1=2.
Количество входов, Z1 | 4 | 2 | 1 |
Передаточное чило i | 8.. .14 | 15.. .30 | 30 |
Определим Z2 = i⋅Z1=32 ⋅2 =64. q=12.5. Принимаем q / Z2= 12.5 /64 = 0,19 и проверим отношение (отношение для данного промежутка).
[σн] – допускаемое контактное напряжение, МПа.
Начальное значение модуля:![]()
![]() =2·100|(12,5+64)=200|76,5=2,6
=2·100|(12,5+64)=200|76,5=2,6
где a![]() – начальное межосевое расстояние, мм.
– начальное межосевое расстояние, мм.
Окончательное значение модуля выбираем по стандарту:
m= 2 ; 2.8 ; 3.15 ; 4 ; 5; 6.3 ; 8 ; 10 ; 12.5.
Для вышеуказанных значений q и Z1 модуля существует соответствующая червячная фреза.
Определение действительного межосевого расстояния:
а![]() = m(q+Z2)/2 =2,8(12,5+64)|2=2,8·76,5|2=107,1мм
= m(q+Z2)/2 =2,8(12,5+64)|2=2,8·76,5|2=107,1мм
где m-значение модуля по стандарту, мм.
По результатам полученных данных определим основные геометрические размеры.
Основные диаметры (рисунок 4. 3)d1=m⋅q; d2=m⋅z2 .
d1=2,8·12,5=35мм d2=2,8·64=179,2мм
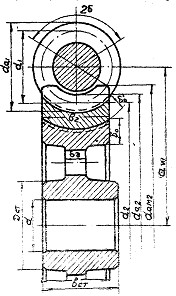
2. Линейные диаметры.
dа1= d1+ 2m ; dа2= d2+ 2m. dа1=35+2·2,8=40,6 dа2=160+2·2,8=165,6
3. Наружний диаметр колеса
dam2≤ da2 +2m бунда Z1=1
dam2≤ da2 +1.5m, где Z1=2. 165,5+1,5·2,8=170
dam2≤ da2 + m бунда Z1=4. 165,5+2,8=168,4
4. Длина разрезанной части червяка (на рисунке не показана)
в1≥(11+0.06⋅ Z2)m где Z1=1 и 2
(11+0.06·64)·2,5=15·2,5=37,5
в2=(12.5+0.09 ⋅Z2)m где Z1=4
5. Условный угол зацепления для силы передачи
2δ=100є (12,5+0,09·64)·2,5=18,26·2,5=75
6. Угол линии подъема винтового червяка
γ0=arctg(Z1/q) (2∕12,5)=9
7. Ширина колеса, мм
В2 ≤ 0.75 da1 Z1=1 ва 2. 0,75·40,6=30,45
В2 ≤ 0.67 da1. Z1=4 0,67·40,6=27,20
Следовательно, с учетом полученных результатов выбираем червячный редуктор согласно ГОСТ 2144-66.
6.Расчет технико-экономических показателей тележечного цеха
6.1.Общие положения
Преобразования проходящие во всех отраслях промышленности, сельского хозяйства, энергетики и транспорта потребовали от ВУЗов нашей Республики обеспечить подготовку высококвалифицированных специалистов адаптированных к рынку.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
