


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сварочные и наплавочные работы на деталях тележек выполняют на специальных сварочных позициях, оборудованных кантователями, электросварочным, газосварочным оборудованием и другими приспособлениями.
Механическую обработку наплавленных поверхностей и сварочных швов производят на специализированных станках, а также сверлильных, фрезерных и строгальных станках, оборудованных необходимыми приспособлениями.
Отремонтированные и проверенные детали тележек подают на позицию сборки.
После сборки и проверки качества ремонта на тележки наносят установленные клейма и надписи, окрашивают, а после подкатки под вагон производят выходной контроль отремонтированных тележек.
Ремонт боковых рам тележек заключается в восстановлении изношенных трущихся мест и заварке допускаемых трещин.
Втулки кронштейнов 1 (рисунок 3.3) для валиков подвесок тормозных башмаков при капитальном ремонте заменяют независимо от величины износа При деповском ремонте втулки подлежат замене при износе более 1 мм. Если диаметр отверстия для втулки более 45 мм, отверстие рассверливают до диаметра 50 мм, устанавливают металлическую втулку с внутренним диаметром 45 мм и обваривают ее по периметру.
|
|
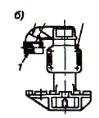
Рисунок 3.3 – Втулки кронштейнов
Износ поверхностей направляющих для букс 2 допускается по ширине буксового проема не более 4 мм при деповском ремонте и не более 3 мм - при капитальном. При ремонте наплавкой износ не должен превышать 8 мм на сторону. Изношенные опорные поверхности 3 при глубине износа более 2 мм допускается устранять фрезерованием при условии, что оставшаяся высота прилива опорной поверхности должна быть не менее 0,5 мм.
При наличии любых трещин в несущих зонах боковые рамы бракуются. Разрешается ремонтировать сваркой при плановых видах ремонта следующие дефекты:
– трещины 4 направляющего буртика фрикционного клина или его отколы;
– трещины 5 в кронштейне подвески триангеля, если их длина не более 32 мм;
– продольную трещину 6 в стенке прилива для валика подвески триангеля;
– откол ушек 7 в местах крепления фрикционных планок, если отколото не более двух ушек по диагонали.
Ремонтировать наплавкой опорные поверхности 3 буксового проема не разрешается.
Допускаемые размеры боковых рам тележек 18-100 при выпуске из деповского ремонта приведены на рисунке 3.4.
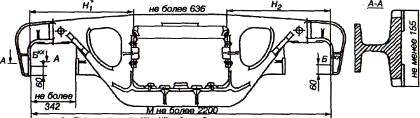
Рисунок 3.4 – Допускаемые размеры боковых рам тележек 18-100 при выпуске из деповского ремонта
Разность размеров H1 и Н2 не более 3 мм.
При выпуске из капитального ремонта база боковой рамы М должна быть не более 2198 мм, а расстояние между направляющими для букс – не более 341 мм.
Расстояние между стенками проема для рессорного комплекта боковой рамы и наружными челюстями буксовых проемов измеряют до постановки фрикционных планок. Их разность (размеры Н1, и Н2) не должна превышать 3 мм. При большей разности соответствующие буксовые челюсти подвергают наплавке с последующей обработкой на фрезерных станках до чертежных размеров.
Контроль базового размера производить в точках Б на расстоянии 60 мм
Рис. 7. Размеры боковых рам тележек 18-100 при выпуске из деповского ремонта
База боковой рамы измеряется шаблоном на расстоянии 60 мм от низа направляющей плоскости (см. рисунок 3.4).
Разница в размерах М базы боковых рам одной тележки допускается не более 2 мм.
При осмотре надрессорной балки определяют исправное состояние верхних, вертикальных, нижних поясов и колонки, опорной части подпятника, исправность боковых опор скользунов и степень износа трущихся поверхностей (рисунок 3.5).
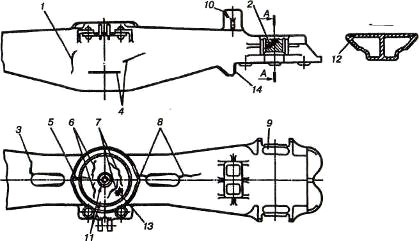
Рисунок 3.5 – Надрессорная балка тележки модели 18-100
Внутренние поверхности балки осматривают с подсветкой через технологические отверстия верхнего и нижнего поясов. При плановых видах ремонта разрешается:
– заварка трещин 5, 6,7 в опорной поверхности подпятников, если они не переходят через наружный бурт и их суммарная длина не превышает 250 мм;
– заварка продольных трещин 8 от литейного отверстия, если они не переходят на наружный бурт и их суммарная длина не превышает 250 мм;
– заварка трещин 9 в углах между ограничительными буртами и наклонной плоскостью для клина;
– заварка трещин 10 боковых опор скользуна, если их длина не более 100 мм;
– заварка продольных трещин 2 наклонной плоскости, не выходящих на ограничительные бурты;
– наплавка отколов 11 наружного и внутреннего буртов подпятников,. Если внутренний бурт отсутствует, или длина отколовшейся части более половины его периметра, или отверстие для шкворня имеет износ более 2 мм на сторону, бурт восстанавливают путем вварки втулки высотой 15 мм над опорной поверхностью подпятника;
– наплавка наклонных плоскостей 12 и опорной поверхности 13 подпятника, если износ превышает 3 мм при деповском ремонте и 2 мм - при капитальном ремонте. Оставшаяся толщина металла наклонных поверхностей надрессорных балок должна быть не менее 7 мм, а подпятника - не менее 18 мм;
– наплавка упорных ребер 14 надрессорных балок, ограничивающих смещение пружин, при износе до 8 мм.
Трещины 1, 3, 4 ремонту не подлежат и балка исключается из инвентаря.
Упорные наружные и внутренние бурты подпятников наплавляют, если оставшаяся толщина наружного бурта не менее 11 мм, внутреннего – не менее 7 мм.
Перед выполнением сварочных работ на боковых рамах и надрессорных балках необходимо ремонтируемое место подогреть до температуры 250+300°С.
При деповском ремонте наклонные поверхности надрессорных балок 12 разрешается ремонтировать приваркой планок или вваркой вставок. Планки и вставки изготавливают из тех же сталей, что и надрессорные балки. Допускается использовать вставки, вырезанные из полос забракованных тяговых хомутов после их проверки дефектоскопированием, а также изготовленные из стали марок ст3, сп и 20.
Приварка планок разрешается, если оставшаяся толщина наклонной плоскости 6-9 мм. Наклонные поверхности необходимо отфрезеровать до толщины 8 или 6 мм для установки ремонтной планки толщиной соответственно 10 и 12 мм.
Ремонт вставками толщиной 18 мм производят, если выявлен износ стенок надрессорных балок свыше 9 мм, включая сквозные протертости и провалы. Перед установкой вставки в наклонной плоскости вырезается окно с использованием ручной кислородной резки и специального кондуктора. Подготовленные планки или вставки ставятся на прихватках и, после подогрева наклонной плоскости до температуры 200+250°С, приваривают ручной сваркой электродами марок У ОНИ-13/45 или полуавтоматической сваркой в среде углекислого газа сварочными проволоками СВ-08Г2С или СВ-09Г2СЦ. Корневой шов при ручной дуговой сварке производят электродами диаметром 3 мм, последующие – диаметром 4 – 5 мм. Начало и окончание каждого из проходов не должно находиться в углах вставки. Для снижения сварочных напряжений все швы, начиная со второго, должны проковываться по мере остывания металла при температуре не менее 450°С либо ниже 150°С.
Проковка при температурах Наплавка 150 – 450°С запрещена. Нижнюю изношенную поверхность наплавляют заподлицо с поверхностью вставки или планки. Качество сварочных швов проверяют магнитопорошковым методом. Колпак скользуна при износе более 3 мм ремонтируют наплавкой или приваркой накладок. Высота боковых сторон колпака должна быть не менее 76 мм, а узких – не менее 70 мм. Колпак должен быть закреплен сквозным болтом диаметром 12 мм с гайкой, пружинной шайбой и шплинтом. Для регулировки зазоров между скользунами рамы вагона и тележки под колпак скользуна устанавливают прокладки толщиной 1,5 – 5 мм в количестве до четырех штук.
Шкворни с износами по диаметру более 3 мм ремонтируют наплавкой с последующей механической обработкой.
При подкатке под вагон подпятники тележек смазывают графитовой смазкой или отработанной смазкой ЛЗ-ЦНИИ.
В ходе ремонта промежуточной проверке качества выполняемых работ подвергают все детали тележек. Промежуточную проверку выполняют мастера, бригадиры, руководители предприятий, а также работники отделов технического контроля на вагоноремонтных заводах. Проверку выполняют визуально, а также с применением шаблонов и других средств измерений. Например, шаблоном проверяют износ и качество ремонта после наплавки и механической обработки каждой наклонной поверхности надрессорной балки. Специальным штангеном (рисунок 3.6) контролируют расстояние между планками и их непараллельность.
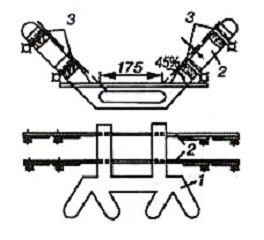
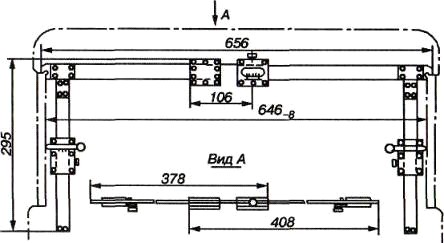
Рисунок 3.6 – Шаблон для измерения расстояния между планками и
проверки их непараллельности
Отремонтированные и проверенные узлы тележек поступают на сборку, которая производится в обратной последовательности разборке. На стенд-кантователь устанавливают надрессорную балку, боковые рамы надвигают на балку при помощи пневмоцилиндров или кран-балкой. На раму устанавливают пружины, фрикционные клинья ставят на более высокие пружины, затем собирают тормозную рычажную передачу и скользуны.
При сборке четырехосной тележки соединяют рычажные передачи двухосных тележек нижней тягой и устанавливают соединительную балку на подпятники двухосных тележек, а затем выполняют окончательную сборку рычажной передачи. После установки соединительной балки проверяют зазор между осями внутренних колесных пар тележек и нижним поясом балки, который должен быть не менее 85 мм с каждого конца балки. Проверку выполняют после подкатки тележек под вагон.
Боковые рамы одной тележки должны иметь одинаковую базу или с разницей не более 2 мм.
Не разрешается подкатывать колесные пары с разностью диаметров:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
