


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оконцевание алюминиевых однопроволочных жил выполняют также с помощью пиротехнических прессов ППО-95 и ППО-240; пуансоны и матрицы подбираются по сечениям жил. Изоляцию с жил снимают на длине 45 мм для кабелей сечением 25 мм2; 50 мм длямм2; 55 мм для 120-240 мм2.
Для опрессовки медных жил применяют медные гильзы и медные трубчатые наконечники. Жилы, гильзы и наконечники защищают. На жилах наконечники опрессовываются одним вдавливанием, а гильза - одним с каждой стороны.
Разъемная форма для пайки алюминиевых жил кабелей до 10 кВ приведена на рис. 4.16, а ее размеры - в табл. 4.96.
Наиболее распространенными способами соединения и оконцевания жил кабелей до 10 кВ являются пайка и опрессовка, т. е. способы, которые можно применить как при ремонте кабельных линий, так и в РУ.
Пайка осуществляет соединение жил между собой и между жилой с наконечником с помощью расплавленного припоя. Многопроволочные жилы для облегчения надевания на них наконечников, гильз или стальных форм обжимают с помощью универсальных плоскогубцев. Однопроволочные жилы скругляют с помощью прессов или специальных обжимных клещей. С концов жил снимают изоляцию на длине половины гильзы или стальной формы плюс 10 мм.
Медные жилы паяют между собой в медных облуженных гильзах оловянно-свинцовыми припоями с применением флюсов путем сплавления припоя непосредственно или путем налива расплавленного припоя в гильзы. При сплавлении припоя пламенем горелки нагревают гильзу с введенными в нее облуженными медными жилами и обильно смазанными флюсом, затем вводят палочку припоя в пламя горелки и заполняют гильзу расплавленным припоем. При втором способе стальной ковш с припоем в количестве кг разогревают до температуры °С и устанавливают под местом пайки. Металлической ложкой припой из ковша заливают несколько раз в гильзы, тем самым разогревая их до температуры припоя.
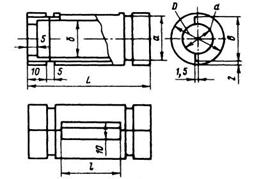
Рис. 4.16. Разъемная форма для пайки алюминиевых жил кабелей до 10 кВ.
Таблица 4.96. Размеры разъемных форм для пайки алюминиевых жил кабелей до 10 кВ.
Сечение жил, мм2 | Размеры, мм (рис. 4.16) | ||||||
D | d | а | б | в | L | l | |
16 | 19 | 1 | 15 | 11 | 15 | 60 | 20 |
25 | 21 | 9 | 17 | 13 | 17 | 60 | 20 |
35 | 22 | 10 | 18 | 14 | 18 | 60 | 20 |
50 | 23 | 11 | 19 | 15 | 19 | 60 | 20 |
70 | 25 | 13 | 21 | 17 | 21 | 60 | 20 |
95 | 27 | 15 | 23 | 19 | 23 | 70 | 30 |
120 | 29 | 17 | 25 | 21 | 25 | 70 | 30 |
150 | 30 | 18 | 26 | 22 | 26 | 70 | 30 |
185 | 33 | 21 | 29 | 25 | 29 | 80 | 40 |
240 | 36 | 23 | 32 | 28 | 32 | 80 | 40 |
Алюминиевые жилы между собой паяют цинко-оловянным или оловянно-медно-цин-ковым припоем. Жилы перед пайкой подготавливают либо ступенчатой разделкой по повивам для соединения в гильзах, либо в стальных формах со срезом жилы под углом 55°. Жилы однопроволочного исполнения подготавливают только со срезом под углом 55° (рис. 4.17).
Ступенчатая разделка жил по повивам (рис. 4.17) приведена ниже:
Сечение жил, мм2: 160
Количество ступеней: 1 2 3
Длина участка жилы, очищенной от изоляции, мм2:
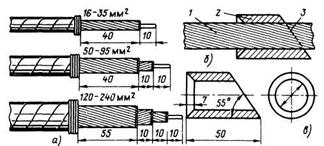
Рис. 4.17. Подготовка алюминиевых многопроволочных жил под пайку: а - ступенчатая разделка жил по повивам; б - разделка жилы под углом; в - шаблон для оформления концов жил; l - жила; 2 - шаблон; 3 - линия среза жилы.
Для соединения в гильзах или в стальных разъемных формах концы жил облуживают припоем марки А методом натирания, а затем оловянно-свинцовым (рис. 4.18). Края изоляции обматывают асбестовым шнуром для защиты ее от обугливания. Перед пайкой рекомендуется устанавливать защитные экраны и подматывать асбестовый шнур. Пайку выполняют методом сплавления припоя в гильзу или форму, нагревая их пламенем горелки. Стальной мешалкой перемешивают припой и удаляют шлаки.
Пайка методом полива предварительно разогретого припоя в чугунных тиглях осуществляется в стальных разъемных формах. Тигель с расплавленным припоем ЦО-12 располагается вблизи пайки. Лоток из стали прикрепляется к жилам и опускается на край тигля, с тем чтобы в результате полива металлической ложкой припой после прогрева стальной формы сливался в тигель. В результате жилы разогреваются до температуры 500-550°С и размягчаются (рис. 4.19).
Одновременно с размягчением торцов жил, срезанных под углом 55,° с них снимается скребком пленка окиси. Тигель с количеством припоя 7-8 кг разогревают перед пайкой каждой жилы, так как он быстро остывает. При количестве припоя в тигле до 15-18 кг разогрев производят 1 раз. Алюминиевые жилы со срезом под углом 55° располагают в формах на расстоянии 2 мм друг от друга для снятия пленки окиси со всей поверхности косого среза, благодаря чему увеличивается площадь пайки и повышается ее качество.
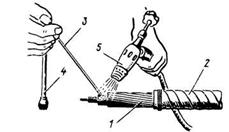
Рис. 4.18. Облуживание жилы припоем: 1 - алюминиевая многопроволочная жила со ступенчатой разделкой; 2 - изоляция; 3 - палочка припоя; 4 - металлическая кисточка; .5 – горелка.
Для соединения алюминиевых жил с медными применяют или медные облуженные гильзы, или стальные разъемные формы. Алюминиевые жилы предварительно облуживают припоем марки «А», а затем оловянно-свинцовым. Таким же припоем выполняется и пайка. При пайке припоем ЦО-12 в стальных формах медная жила предварительно облуживается оловянно-свинцовым припоем, алюминиевая жила обрезается под углом 55° (см. рис. 4.17).
Для оконцевания медных и алюминиевых жил применяют медные облуженные наконечники типа П. Изоляцию с жил снимают на длину цилиндрической части наконечника плюс 10 мм. Многопроволочные секторные жилы скругляют универсальными плоскогубцами, а одноироволочные - прессом или клещами для скругления. На медные жилы надевают наконечник, уплотняют асбестовым шнуром, вводят флюс и прогревают наконечник пламенем горелки. Затем оловянно-свинцовый припой вводят в разогретый наконечник. Припой, расплавляясь, заполняет все пространства между проволоками жилы и наконечником.

Рис. 4.19. Соединение жил пайки поливом расплавленного припоя:
1 - ложка паяльная; 2 - форма; 3 - лоток; 4 - тигель; 5 – скребок.
Таблица 4.97. Выбор типа соединительных и концевых муфт наружной установки.
Наименование и тип муфты | Напряжение кабеля, кВ | Изоляция кабеля | Указания по применению |
Соединительные муфты | |||
Чугунная СЧ | 1 | Бумажная Пластмассовая | Следует применять Допускается |
Чугунная СЧм (малогабаритная) | 1 | Бумажная Пластмассовая | Следует применять Допускается |
Свинцовая СС | 6-10 | Бумажная | Следует применять |
Эпоксидная СЭс (в съемной форме) | 1 | Бумажная Пластмассовая | То же Допускается |
Эпоксидная СЭпу (с поперечным разъемом) | 1-10 | Бумажная | Следует применять |
1 | Пластмассовая | Допускается | |
Эпоксидная СЭв (с вертикальным разъемом) | 1-10 | Бумажная | Следует применять |
1 | Пластмассовая | Допускается | |
С самосклеивающимися лентами | 1-6 | Пластмассовая | Следует применять |
ПСсл | 10 | Пластмассовая | Рекомендуется |
Концевые муфты | |||
Мачтовая 3КМ; 4КМ | 1 | Бумажная | Следует применять |
Мачтовая ЗПКМЧ; 4ПКМЧ | 1 | Пластмассовая | Допускается |
Эластомерная ПКНР | 1-10 | Пластмассовая | Рекомендуется |
Эпоксидная КНЭ | 1-10 | Бумажная | Следует применять |
Мачтовая КМ | 6-10 | Бумажная | То же |
Муфта типа КН | 6-10 | Бумажная | » |
Таблица 4.98. Выбор типа концевых заделок внутренней установки для кабелей c бумажной изоляцией.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 |
