
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Если отдельно расположенные язвы, вызванные действием хлора, распространяются в основном в глубь металла, то поражения от действия сульфата распространяются по площади. Присутствие ионов сульфата подавляет действие хлора. Если соотношение ионов сульфата к хлору превышает 5, то трещин не образуется.
3.1.2. Меры по обеспечению безопасной эксплуатации автоклавов
В соответствии с "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением" [1], автоклавы оснащают манометрами, предохранительными клапанами и сигнально-блокировочными устройствами, исключающими возможность подачи в сосуд давления при неполном закрытии крышки и открывания ее при наличии в сосуде давления.
В связи с имевшими место авариями при эксплуатации автоклавов на основании анализа их причин и с учетом рекомендаций научно-исследовательских институтов находящиеся в эксплуатации автоклавы (дополнительно к регламентированным указанными выше правилами) оснащают следующими приборами и устройствами:
замками с ключом-маркой;
приборами для контроля температурного режима, в том числе приборами для контроля перепада температур между верхней и нижней образующими корпуса;
реперами для контроля за тепловыми перемещениями и противоугонными устройствами роликов подвижных опор;
устройствами непрерывного отвода конденсата;
катодной защитой (только для автоклавов, применяемых в производстве строительных материалов).
Перечисленные устройства должны быть выполнены в соответствии с техническими решениями завода-изготовителя или по согласованным с ним проектным решениям.
Оснащению катодной защитой подлежат не все автоклавы. Критерием применения катодной защиты является коррозионность конденсата, обуславливаемая наличием в нем растворенных веществ, вымываемых из обрабатываемых материалов. Если удельное сопротивление автоклавного конденсата менее 100 Ом·м, автоклав подлежит оснащению катодной защитой. Результаты замеров удельного сопротивления конденсата в виде актов должны храниться вместе с паспортами автоклавов. В тех случаях, когда катодная защита не устанавливается, периодически должны производиться замеры удельного сопротивления конденсата. Периодичность замеров устанавливается главным инженером предприятия в зависимости от стабильности состава и качества обрабатываемых материалов, а также стабильности технологического процесса.
При эксплуатации автоклавов предприятиям необходимо соблюдать следующие требования:
ответственность за соблюдение системы ключ-марка в сменах возложить на инженерно-технических работников (начальника смены, мастера);
проверки исправности блокировочных устройств, дистанционного управления, сигнализации, устройств непрерывного отвода конденсата, соблюдения обслуживающим персоналом положений системы ключ-марка, состояния подвижных опор, соблюдения рекомендаций завода-изготовителя по температурному режиму работы автоклавов, исправности катодной защиты проводить по специальным графикам инженерно-техническим работникам, ответственным за безопасную эксплуатацию автоклавов. Периодичность проверок устанавливает главный инженер предприятия, исходя из необходимости обеспечения надежной работы всего основного и вспомогательного оборудования, но не превышая десяти дней;
в технологическом процессе обработки материалов в автоклавах предусматривать время, необходимое для своевременной очистки внутренних поверхностей от загрязнений;
инструкцию по режиму работы и безопасному обслуживанию автоклавов разрабатывать с учетом специфики местных условий их работы на основе типовой конструкции [87]. В инструкции, в частности, должны быть отражены действия персонала по поддержанию безопасного температурного режима, обеспечению свободы тепловых перемещений при пусках и остановах автоклавов и контролю за отсутствием защемлений подвижных опор, осуществлению непрерывного отвода конденсата;
аттестацию персонала, обслуживающего автоклавы, производить только в комиссиях при профессионально-технических училищах или в учебных организациях и пунктах предприятий. В работе комиссии обязательно участие инспектора котлонадзора;
ежеквартально проводить детальное обследование условий безопасной эксплуатации автоклавов комиссиями предприятий с составлением соответствующего акта, утверждаемого руководством предприятия. Раз в год такое обследование должно проводиться с участием представителя вышестоящей организации. Копии акта и приказа по результатам обследований направлять в местный орган госгортехнадзора.
В процессе эксплуатации автоклавы должны подвергаться техническому диагностированию для определения возможности их дальнейшей эксплуатации. Указанное диагностирование следует проводить в соответствии с "Положением о системе технического диагностирования автоклавов" [93].
Заводы - изготовители автоклавов дополнительно к требованиям правил безопасности должны выполнять:
контроль всех стыковых сварных соединений, а также угловых соединений приварки штуцеров и патрубков с внутренним диаметром 100 мм и более - по всей длине просвечиванием проникающими излучениями или ультразвуковой дефектоскопией (это требование вошло в "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденных 27.11.87 г., и в последующие их редакции);
поставку автоклавов комплектно с сигнально-блокировочными устройствами, приборами контроля температурного режима и перепада температур между верхней и нижней образующими автоклава, устройствами непрерывного отвода конденсата, реперами для контроля тепловых перемещений, замками с ключом-маркой и устройством катодной защиты (только для автоклавов промышленности строительных материалов при подтверждении необходимости катодной защиты в заказе);
указывать в паспорте автоклава срок службы, а в инструкции по монтажу и эксплуатации автоклава - периодичность и объем контроля металла, который должен выполнять владелец автоклава в период срока службы, установленного заводом;
указывать в инструкции по монтажу и безопасной эксплуатации автоклавов наряду с другими сведениями допустимые скорости прогрева и охлаждения стенок при пуске и останове, а также допустимый перепад температур между верхней и нижней образующими автоклава.
3.1.3. Температурный режим и отвод конденсата
Для обеспечения надежной работы автоклава необходимо обеспечивать непрерывный отвод конденсата и наблюдение за скоростью разогрева и охлаждения, а также за разностью температур между верхней и нижней образующими корпуса, установленных заводом-изготовителем.
Максимальная скорость разогрева (охлаждения) корпуса допускается при рабочем давлении не более 1,0 МПа (10 кгс/см![]() ) 2 °С в минуту, при давлении от 1,0 до 1,2 МПа (10-12 кгс/см
) 2 °С в минуту, при давлении от 1,0 до 1,2 МПа (10-12 кгс/см![]() ) - 1,5 °С в минуту. Фактическую скорость разогрева (охлаждения) корпуса автоклава завод-изготовитель рекомендует определять следующим образом.
) - 1,5 °С в минуту. Фактическую скорость разогрева (охлаждения) корпуса автоклава завод-изготовитель рекомендует определять следующим образом.
Одновременно с началом цикла включают самопишущий потенциометр, присоединенный к термопарам. Отмечают на диаграммной ленте момент пуска прибора, величину установленной скорости движения ленты и время начала цикла запарки. Производят запись изменения температуры корпуса за три цикла (два при заданном для автоклава технологическом режиме и один цикл при максимальных параметрах пара, но не более 191 °С и 1,2 МПа). По усредненным данным температурных измерений в автоклаве строят диаграмму в координатах температура - время, которую сравнивают с диаграммой допустимых значений, построенной по рекомендованным допустимым значениям скоростей разогрева. Диаграммы сравнивают по участкам за каждый пятнадцатиминутный период. В случае превышения значений фактических скоростей разогрева по сравнению с рекомендованными необходимо на соответствующих участках цикла уменьшить подачу пара.
Устройство контроля скорости разогрева и охлаждения корпуса и контроля разности температур между верхней и нижней образующими включает две термопары, расположенные в средней части корпуса (вверху и внизу), и самопишущий трехточечный потенциометр, регистрирующий температуру стенки корпуса по верхней и нижней образующим.
При нормальной работе автоклава разность температур между верхней и нижней образующими не должна превышать 45 °С. Температурный перепад 45 °С свидетельствует об аварийном режиме и о необходимости немедленного останова автоклава. Минимальный перепад температур обеспечивается при непрерывном и полном удалении конденсата.
О свободе температурных перемещений корпуса судят по показаниям реперного устройства (стрелки с линейкой), устанавливаемого на крайней подвижной опоре автоклава. При расстоянии от неподвижной опоры до реперного устройства 17600 мм и давлении 1,2 МПа (12 кгс/см![]() ) перемещение стрелки репера должно равняться 43 мм.
) перемещение стрелки репера должно равняться 43 мм.
За рабочий цикл в автоклаве выделяется большое количество конденсата, который загрязнен механическими примесями и химическими соединениями. Его количество в зависимости от размеров автоклава и продолжительности цикла колеблется в интервале 9-12 м![]() , в автоклавах диаметром 2 м и длиной 40 м количество конденсата, образующегося при обработке материалов, значительно превышает указанные величины. Основная масса конденсата выделяется в начальный период цикла, что объясняется прогревом металла автоклава, а также обрабатываемых материалов. Процесс образования конденсата в автоклаве иллюстрируется диаграммой, приведенной на рис. 3.2.
, в автоклавах диаметром 2 м и длиной 40 м количество конденсата, образующегося при обработке материалов, значительно превышает указанные величины. Основная масса конденсата выделяется в начальный период цикла, что объясняется прогревом металла автоклава, а также обрабатываемых материалов. Процесс образования конденсата в автоклаве иллюстрируется диаграммой, приведенной на рис. 3.2.
#G0
|
|
Рис. 3.2 | Рис. 3.3 |

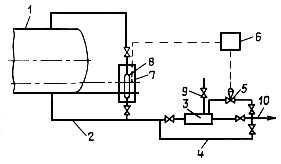
Рис. 3.2. Интегральная диаграмма образования конденсата при обработке силикатного кирпича
Рис. 3.3. Схема отвода конденсата из автоклава с применением набора дроссельных шайб: 1 - автоклав; 2 - трубопровод конденсата; 3 - дроссельное устройство (набор дроссельных шайб); 4 - обводная (байпасная) линия; 5 - вентиль с электроприводом; 6 - блок управления; 7 - датчик уровня; 8 - водоуказательное стекло; 9 - пробный вентиль; 10 - трубопровод сброса конденсата

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
