
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис. 3.10. Сетчатое растрескивание под рельсовой опорой (выявлено после удаления опоры)
Околошовная зона сварных швов является зоной химической и структурной неоднородности и концентрации напряжений, что определенным образом сказывается на скорости коррозии. Так, если после 6000 циклов нагружения глубина коррозионных повреждений основного металла (толщина стенки 14 мм) вне зоны сварных соединений доходит до 3 мм, то в околошовной зоне того же автоклава она составляет 4-5 мм. Зарождение трещин начинается преимущественно в технологических концентраторах напряжений, наиболее часто в резких переходах от шва к основному металлу, в местах подрезов, непроваров, смещения кромок и других дефектов, возникающих при изготовлении и монтаже или образовавшихся при эксплуатации (каверны, истирания, задиры).
Многочисленные механические испытания образцов, вырезанных из нижней части корпуса автоклава, показали, что в результате длительной эксплуатации в коррозионно-активной среде пластические свойства металла (относительное удлинение, относительное сужение, угол изгиба) имеют тенденцию к снижению, которое проявляется больше при испытании осевых образцов (когда растяжение осуществляется перпендикулярно направлению проката листа), чем тангенциальных. И хотя временное сопротивление металла соответствует уровню в состоянии поставки, наличие микротрещин, выполняющих при испытании роль надрезов, в сочетании с одновременным значительным снижением относительного удлинения приводит к хрупкому разрушению металла нижней части корпуса, которое проявляется до истечения нормативного срока службы автоклава.
Другими широко распространенными эксплуатационными дефектами являются механические задиры на внутренних поверхностях автоклавов, истирание сварных швов и кромок фланцев. Так, на Белгородском заводе строительных материалов уже после наработки 1800 циклов на 12 автоклавах были выявлены задиры и истирания швов, причем на 4 автоклавах суммарная длина задиров в каждом составила до 16 м. На Воронежском заводе силикатного кирпича задиры были выявлены на 21 из 26 обследованных автоклавов; в некоторых из них суммарная длина задиров достигала 20 м, а глубина их - до 3 мм. Причиной образования указанных дефектов является неудовлетворительное состояние рельсового пути, вагонеток и приспособлений для загрузки вагонеток в автоклав и выгрузки их из него.
На автоклавах с гидравлическим приводом открывания-закрывания крышек произошел ряд аварий, связанных с отрывом крышек от траверсы (рычага) и падением их во время загрузки вследствие разрушения оси. Линия разрушения показана на рис. 3.11 пунктиром; она проходит по подошве детали от кромки цилиндрической части диаметром 90 мм к кромке выточки высотой 6 мм с внутренней стороны подошвы. Излом хрупкий, бездеформационный, крупнозернистый. В изломе различаются две зоны: первая - старой трещины с полностью и частично окисленной поверхностью, составляющей 1/3 площади излома, вторая - долома со свежей неокисленной поверхностью. Зона старой трещины имеет началом наиболее напряженный участок подошвы - нижнюю ее часть, растягиваемую при подъеме крышки. Одновременно с разрушением оси имел место отрыв проушины, служащей направляющей при повороте крышки вокруг оси. Отрыв проушины происходил по всему сечению (длине и толщине) сварного соединения ее с траверсой (рычагом). В изломе сварного шва были видны непровары и шлаковые включения, достигавшие 50% сечения. Одновременно были оторваны по сварному шву и ребра жесткости, относящиеся к проушине.
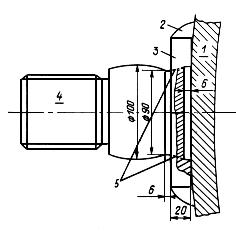
Рис. 3.11. Повреждение узла подвески крышки: 1 - крышка; 2 - сварной шов приварки крышки; 3 - подошва оси; 4 - ось подвески крышки; 5 - линия разрушения узла
Причиной падения крышек следует считать недостаток конструкции узла крепления крышки к траверсе (рычагу).
Характерным повреждением в автоклавах является также образование трещин в стенках канала подвода пара на уплотнение прокладки. Причиной их возникновения следует считать наличие на кромке отверстия во фланце концентрации напряжений, а также подачу пара на уплотнение прокладки (ранее поджим прокладки осуществлялся подачей воды, которая нагревалась одновременно с прогревом автоклава). Подача пара в холодный канал вызывает большие термические напряжения во фланце, которые на кромке отверстия со временем приводят к образованию трещин. Для предупреждения таких трещин после ремонта целесообразно по согласованию с заводом-изготовителем осуществить подачу воды на уплотнение прокладки.
3.1.6. Техническое диагностирование автоклавов
Система технического диагностирования автоклавов предназначена для определения технического состояния и возможности их дальнейшей безопасной эксплуатации. Она содержит обязательные требования по организации систематического наблюдения за работоспособностью металла на всех этапах эксплуатации оборудования для своевременного обнаружения дефектов и предупреждения их развития и по применению комплексных методов исследования в случаях, когда проявляется тенденция к трещинообразованию, корродированию и пр.
Это и принято за основу в методической части Положения [93]. Положение - преемственный документ действовавшего временного положения и ряда различных рекомендаций, касающихся автоклавов, включающих комплекс регламентных работ на протяжении всего периода эксплуатации. В Положении учтены пожелания различных заинтересованных организаций, направленные на подробное изложение порядка проведения технической диагностики, ремонта и оформления необходимой документации. Ответственность за выполнение требований Положения по обеспечению безопасной эксплуатации и своевременного технического диагностирования автоклавов несет главный инженер предприятия, а качественного проведения диагностирования или ремонта - организации, выполняющие эти работы. Положение устанавливает лишь минимум требований к мероприятиям, обеспечивающим эксплуатацию. Объемы работ и периодичность диагностирования могут быть изменены в зависимости от состояния объекта. В Положении определены организации, имеющие право проведения технического диагностирования, а также выдачи заключений о возможности и условиях эксплуатации автоклавов. В соответствующих разделах документа [93] изложены указания по основным этапам работ: подготовке, проверке и анализу технической документации, осмотру, контролю овальности и износа байонетного зацепления автоклавов. Предусматривается проведение не одиночных, а многократных эксплуатационных дефектоскопических обследований, которые подразделяются в зависимости от назначения, сроков и объемов выполнения на четыре вида: первое, периодическое, внеочередное, экспертное. При этом учитываются также типоразмеры и рабочее давление оборудования.
Введение первых обследований (не применявшихся ранее) имеет принципиальное значение. Обследования состоят из анализа технической документации по изготовлению, монтажу оборудования и дефектоскопического обследования всех сварных швов с помощью различных видов неразрушающего контроля. Особенно важны они в случаях, когда оборудование работает в условиях, существенно снижающих эксплуатационную надежность, так как дают возможность уже на начальной стадии выявить склонность металла к повреждаемости и установить основные ее причины.
Первое диагностирование проводится после наработки автоклавом от начала эксплуатации числа циклов, не более указанных в табл. 3.1 при внутреннем диаметре корпуса автоклавов от 2 до 3,6 м.
Таблица 3.1
#G0Рабочее давление в автоклаве, МПа | Наработка (в циклах) при толщине стенки обечаек корпуса, мм | |||||
14 | 16 | 18 | 20 | 20* | 28** | |
1,6 | - | 1100 | 1300 | 1400 | - | - |
1,2 | 1200 | 1350 | 1500 | 1600 | 1200 | 900 |
1,0 | 1300 | 1450 | 1600 | 1700 | 1350 | 1000 |
0,8 | 1450 | 1550 | 1700 | 1800 | 1400 | 1100 |
_________________ * Внутренний диаметр корпуса автоклава составляет 2,6 м. ** То же, 3,6 м. |
Таблица 3.2
#G0Рабочее давление в автоклаве, МПа | Наработка (в циклах) при толщине стенки обечаек корпуса, мм | |||||
14 | 16 | 18 | 20 | 20 | 28 | |
1,6 | - | 2200 | 2400 | 2600 | - | - |
1,2 | 2300 | 2500 | 2650 | 2800 | 2550 | 1900 |
1,0 | 2750 | 2900 | 3050 | 3200 | 2700 | 2050 |
0,8 | 2950 | 3100 | 3250 | 3400 | 2800 | 2200 |
__________________ Примечание. После наработки автоклавом 6000 циклов нагружений, но не более 12 лет эксплуатации, период между диагностированиями уменьшается на 20%. В двух последних графах внутренний диаметр корпусов автоклава принят соответственно 2,6 и 3,6 м. |
Целесообразно измерить овальность автоклава, а также проверить состояние опор и фундаментов с фиксацией результатов для сравнения с данными последующих наблюдений.
Периодические дефектоскопические обследования выполняются на протяжении всего срока службы автоклавов при наработке (в циклах) между обследованиями, не более указанной в табл. 3.2, но не реже одного раза в четыре года. Программа работ определяется исходя из особенностей эксплуатации оборудования и его состояния. Поскольку дефекты возникают и развиваются, как правило, на внутренней поверхности нижней части автоклава (точнее, в межрельсовом пространстве), этой зоне уделяется особое внимание. В ней расположено примерно 15% общей длины сварных швов корпуса и 80% швов приварки оснастки. Обследуются также и места приварки опор автоклава. Места повреждений, где необходим ремонт, фиксируются на схеме-развертке автоклава. Они подлежат первоочередной проверке при последующем диагностировании.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
