
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
поры в виде сплошной сетки;
единичные шлаковые и газовые включения по #M12291 1200001358ГОСТ 7512-82#S глубиной свыше 10% и длиной более 20% от толщины металла;
цепочки пор и шлаковых включений по #M12291 1200001358ГОСТ 7512-82#S, имеющие суммарную длину дефектов более толщины стенки на участке шва, равном десятикратной толщине стенки, а также имеющие отдельные дефекты с размерами, превышающими указанное ограничение;
скопление газовых пор и шлаковых включений по #M12291 1200001358ГОСТ 7512-82#S на отдельных участках шва - более 5 на 1 см![]() площади шва. Максимальный линейный размер отдельного дефекта по наибольшей протяженности не должен превышать 1,5 мм, а сумма их линейных размеров не должна быть более 3 мм;
площади шва. Максимальный линейный размер отдельного дефекта по наибольшей протяженности не должен превышать 1,5 мм, а сумма их линейных размеров не должна быть более 3 мм;
смещение кромок стыкуемых листов в стыковых сварных соединениях, определяющих прочность сосуда, превышающее 10% номинальной толщины тонкого листа или превышающее 3 мм, а в других стыковых сварных соединениях - превышающее 10% номинальной толщины тонкого листа плюс 1 мм или превышающее 4 мм;
коррозионное растрескивание металла в зоне сварных швов, а также в местах коррозионных язв и питтингов.
Все обнаруженные в результате анализа технической документации, визуального осмотра и дефектоскопии отклонения, особенности и дефекты фиксируются в соответствующих разделах заключения по комплексной дефектоскопии с указнием координат их расположения и размеров на схеме, даже если они не превышают допустимых размеров или находятся в начальной стадии развития.
Исследования состава, структуры и свойств основного металла и металла сварных соединений автоклава проводят с целью определения изменений показателей основного металла и металла сварных соединений в процессе службы автоклавов. Их выполняют в следующих случаях:
при аварийных остановах, связанных с разрушением металла;
при числе ремонтов, вызванных коррозионными повреждениями и трещинами, более четырех для одного листа секции автоклава;
по результатам дефектоскопического контроля, в том числе при резком ускорении процесса накопления повреждений.
Исследования включают механические испытания, металлографический контроль и химический анализ металла. Для проведения исследований состояния металла из нижней части автоклава вырезают темплет, включающий участок сварного соединения и содержащий как пораженный дефектами, так и бездефектный металл (рис. 3.13). Расстояние от линии реза до ближайшего сварного соединения должно быть не менее 150 мм. Стороны темплета должны быть либо строго параллельны оси автоклава, либо перпендикулярны ей. Углы отверстия должны иметь скругления радиусом не менее 100 мм. Из темплета вырезают блоки заготовок и заготовки под образцы следующим образом (см. рис. 3.13):
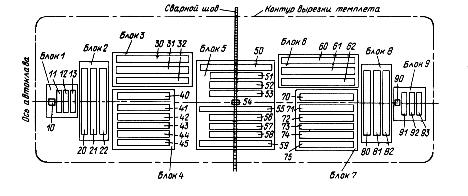
Рис. 3.13. Схема расположения на темплете блоков заготовок образцов для испытания металла автоклава
#G0Из основного металла: 10, 90 | Исследование микроструктуры и измерение твердости |
11, 12, 13, 91, 92, 93 | Определение ударной вязкости |
30, 31, 32, 60, 61, 62 | Плоские образцы на растяжение в осевом направлении |
20, 21, 22, 80, 81, 82 | Плоские образцы на растяжение в тангенциальном направлении |
40, 41, 42, 70, 71, 72 | Испытания образцов на технологический изгиб по на- ружной поверхности |
43, 44, 45, 73, 74, 75 | Испытания на технологический изгиб по внутренней поверхности |
Из сварного соединения: | |
50, 55, 59 | Образцы на статическое растяжение |
51, 52, 53 | Испытания на статический изгиб по наружной поверх- ности |
56, 57, 58 | Испытания на статический изгиб по внутренней поверх- ности |
54 | Исследования микроструктуры |
При разметке необходимо, чтобы стороны заготовок имели строго осевое либо тангенциальное направление (соответственно параллельное или перпендикулярное оси автоклава).
Для испытаний основного металла из обеих частей темплета, расположенных по разные стороны кольцевого шва, вырезают без применения огневых способов резки по одному комплекту заготовок в качестве образцов. Для проведения исследований вырезку производят из зоны неповрежденного металла, отстоящей от линии горячего реза темплета и блоков заготовок и от сварного шва на расстоянии не менее 20 мм.
Заготовки для образцов (в каждом комплекте) вырезают в количестве:
для испытаний на растяжение плоских образцов (тип I по ГОСТ 1497-84 [16]) - три заготовки в осевом направлении и три в поперечном;
для технологических испытаний образцов на изгиб (ГОСТ 14019-80 [33]) - шесть в осевом направлении (из них три для испытания металла внутренней поверхности автоклава и три для наружной);
для испытаний на ударный изгиб образцов (тип I по ГОСТ 9454-78 [28]) - три в осевом направлении и три в поперечном;
для образца комплексного назначения - исследования микроструктуры (ГОСТ 5640-68 [21]) и измерения твердости по Бринеллю (ГОСТ 9012-59 [27]) из металла, взятого на нижней части образующей корпуса автоклава.
Для испытания сварного соединения темплета из бездефектной его части вырезают:
шесть заготовок для изготовления образцов на статический изгиб (тип XXVII по ГОСТ 6996-66 [23]) (из них три для испытания металла внутренней поверхности автоклава и три для испытания наружной);
три заготовки образцов для испытаний на статическое растяжение (тип XII по ГОСТ 6996-66);
шесть заготовок образцов для испытаний на ударный изгиб (тип VI по ГОСТ 6996-66), вырезаемых в поперечном по отношению к оси шва направлении (из них три с надрезом в середине шва и три с надрезом в околошовной зоне);
заготовки для изготовления микрошлифа из плоскости поперечного сечения шва с обозначением наружной и внутренней поверхностей автоклава. Вырезку заготовок производят в соответствии с указаниями, сделанными для заготовок образцов из основного металла.
Остатки металла маркируют и сохраняют на случай повторных исследований.
Заготовки образцов подвергают механической обработке с исключением нагрева или наклепа, которые могут отразиться на свойствах металла. На образце, предназначенном для исследования микроструктуры и измерения твердости по Бринеллю, стороны, соответствующие наружной и внутренней поверхностям корпусов, маркируют и обрабатывают до металлического блеска. На них проводят определение твердости. Микрошлиф изготавливают на любой из плоскостей сечения листа автоклава. На готовые образцы переносят маркировочные индексы, имеющиеся на соответствующих заготовках.
Изготовленные образцы подвергают магнитопорошковому контролю, комплектуют и передают для проведения исследований. Вместе с образцами передают чертеж темплета с указанием размеров заготовок под образцы и их расположения.
При исследовании должны быть проверены химический состав и состояние микроструктуры металла, а также определены следующие его характеристики: временное сопротивление, МПа (кгс/мм![]() ); предел текучести, МПа (кгс/см
); предел текучести, МПа (кгс/см![]() ); относительное удлинение, %; относительное сужение, %; ударная вязкость, Дж/см
); относительное удлинение, %; относительное сужение, %; ударная вязкость, Дж/см![]() (кгс·м/см
(кгс·м/см![]() ); угол загиба, град.; твердость по Бринеллю, НВ (для пересчета в единицы СИ использованы соотношения: 1 кгс/мм
); угол загиба, град.; твердость по Бринеллю, НВ (для пересчета в единицы СИ использованы соотношения: 1 кгс/мм![]() = 10 МПа, 1 кгс·м/см
= 10 МПа, 1 кгс·м/см![]() = 10
= 10![]() Дж/м
Дж/м![]() ).
).
Качество металла автоклава считается удовлетворительным, если его показатели укладываются в пределы требований соответствующих стандартов. При неудовлетворительных результатах испытаний хотя бы по одному из проверяемых показателей производится вырезка темплета рядом с участком предыдущей вырезки, выполняется повторный комплекс исследований и принимается решение о качестве металла.
Библиографический список
1. #M12293 0 1200001077 2364907696 584910322 1894385976 4294967268 1028448853 1645840020 215919882 3808177053Правила устройства и безопасной эксплуатации сосудов, работающих под давлением#S. М.: НПО ОБТ, 1996.
2. #M12293 1 1200001096 584910322 1894385976 4294967268 1028448853 1645840020 784683951 4294967268 2484180419Правила устройства и безопасной эксплуатации паровых и водогрейных котлов#S. М.: НПО ОБТ, 1993.
3. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды. М.: НПО ОБТ, 1994.
4. #M12293 2 1200001332 584910322 854517784 4 4283547957 4260881780 3795419791 4102573774 13Правила устройства и безопасной эксплуатации паровых котлов с давлением пара не более 0,07 МПа (0,7 кгс/см), водогрейных котлов и водоподогревателей с температурой воды не выше 388° К (115 °С)#S. М.: НПО ОБТ, 1992.
5. #M12293 3 1200000823 584910322 2346598708 1784963498 101 4092901925 1280084143 77 579028149Правила аттестации сварщиков#S. М.: Металлургия, 1973.
6. #M12293 4 1200001330 584910322 3760232121 1645840020 1225614875 3137139963 118080251 3303884696 2799557007Правила технической эксплуатации отопительных котельных#S. М.: НПО ОБТ, 1993.
7. #M12293 5 1200000808 584910322 2346598708 1486404098 3640816636 2627388953 3792932920 198141756 2836092392Правила аттестации специалистов неразрушающего контроля#S. М.: НПО ОБТ, 1992.
8. Правила контроля сварных соединений трубных систем котлоагрегатов и трубопроводов тепловых электростанций. ПК № ОЗЦС-66. М.: ЦНИИТМАШ, 1967.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
