
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Эффективным способом защиты автоклавов от коррозии является катодная защита корпуса автоклава, разработанная НИИ строительства Госстроя Эстонской ССР, которая рекомендована для применения на автоклавах промышленности строительных материалов. Суть способа катодной защиты заключается в катодной поляризации корпуса автоклава путем присоединения к нему отрицательного полюса внешнего источника постоянного тока; в конденсате устанавливается специальный стержень - анод, присоединяемый к положительному полюсу источника тока. Присоединение отрицательного полюса источника тока к защищаемой конструкции при наличии специального анода превращает анодные участки коррозионных микро - и макропар в катодные, т. е. происходит катодная поляризация защищаемой конструкции. Благодаря катодной поляризации корпуса разрушению под действием электрохимических процессов подвергается анод, обеспечивая защиту корпуса.
Катодная защита представляет собой электрохимическую систему, в которой, с одной стороны, за счет внешней электрической энергии защищаемая конструкция подвергается катодной поляризации, а с другой - совершаются превращения в электролите. При электролизе в электролите анионы, в том числе ОН![]() , SiO
, SiO![]() , Сl
, Сl![]() , SO
, SO![]() и NO
и NO![]() , концентрируются в зоне анода, а катионы, в том числе Н
, концентрируются в зоне анода, а катионы, в том числе Н![]() , концентрируются в зоне катода.
, концентрируются в зоне катода.
Применение катодной защиты, в которой одновременно имеет место электролиз, позволяет сильно затормозить процессы коррозионной усталости и растрескивания не только за счет катодной поляризации стали, но и в результате отвода от катодно-поляризуемого металла участников химической реакции (анионов) в направлении к аноду. Другими словами, при катодной защите в автоклаве устраняются условия протекания коррозионных процессов и надежность металла корпуса определяется его стойкостью к циклическим нагрузкам. Эффективность катодной защиты тем выше, чем выше электропроводимость электролита (ниже удельное сопротивление), представляющего собой раствор в конденсате солей, вымываемых из обрабатываемых в автоклаве строительных материалов.
Принципиальная схема катодной защиты автоклава от коррозии приведена на рис. 3.6. Она включает источник постоянного тока, балластное сопротивление и анод, помещенный в токопроводящую смесь. Анод представляет собой стальной стержень диаметром 30 мм (может быть применен квадрат соответствующего сечения), прокладываемый внутри автоклава вдоль всего корпуса на уровне подошвы рельса. Подключение анода к положительному полюсу источника выполняют через проходной изолятор, устанавливаемый в корпусе автоклава.
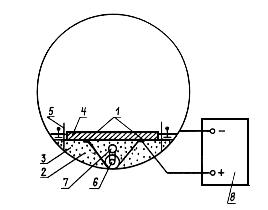
Рис. 3.6. Схема защиты автоклава от коррозии катодной поляризацией корпуса с регулируемым защитным потенциалом:
1 - аноды; 2 - керамзитовый гравий; 3 - песчано-гравийная смесь; 4 - железобетонная плита; 5 - контррельс; 6 - перфорированная дренажная труба; 7 - труба для обогрева нижней части корпуса автоклава; 8 - выпрямитель на 6-12 В.
Балластное сопротивление, равное 0,5 Ом, включается в цепь катодной защиты для ограничения величины тока, которая может существенно возрастать при уменьшении сопротивления автоклавного конденсата. В качестве источника постоянного тока применяют катодную станцию, к которой подключают защиту нескольких автоклавов. Временно (до монтажа катодной станции) может быть использован любой источник постоянного тока напряжением 6-12 В, обеспечивающий ток 8-10 А. Если катодная защита питается от выпрямителя, то подключение его к электрической сети должно выполняться (в целях безопасности персонала, обслуживающего автоклавы) через разделительный трансформатор. Следует твердо помнить, что отрицательный полюс источника тока соединяют с корпусом автоклава, а положительный - с анодом.
Межрельсовую зону автоклава, в которой помещают анод, засыпают смесью песка крупностью 0,6-2,5 мм с керамзитовым гравием фракции 5-10 мм. Замена керамзита щебнем той же фракции нежелательна из-за отсутствия у него сорбционной способности и увеличения массы засыпки. Будучи смоченной водным раствором электролитов, песчано-керамзитовая смесь проводит электрический ток, что является необходимым условием катодной поляризации корпуса автоклава. Кроме того, песчано-керамзитовая смесь, уложенная в нижней части автоклава, выполняет роль фильтра, очищающего автоклавный конденсат от механических примесей, что способствует непрерывному отводу конденсата. Измерения показали, что в конденсате, прошедшем через слой песчано-керамзитовой смеси в автоклаве, остаточное содержание механических примесей не превышает 0,01%.
Устройство катодной защиты включает в себя также принудительный обогрев межрельсовой зоны, что позволяет обеспечить температурный перепад не более 30 °С между верхней и нижней образующими корпуса автоклава в течение всего цикла обработки материалов. Электрохимические процессы коррозии металлов протекают в электропроводных растворах электролитов, поэтому в качестве критерия оценки необходимости применения мер защиты корпуса автоклава от коррозии принята величина удельного электрического сопротивления конденсата 100 Ом·м. Если удельное электрическое сопротивление конденсата меньше 100 Ом·м, автоклавы следует защищать от коррозии.
Критерием защищенности автоклава является поляризационный (защитный) потенциал от - 0,9 до - 1,8 В по отношению к медно-сульфатному электроду сравнения. По отношению к стальному аноду указанный потенциал должен быть в пределах от - 1,0 до - 1,2 В (измерения производят высокоомным вольтметром при отключенном электропитании катодной защиты).
Защита автоклава от коррозии обеспечивается при непрерывном электроснабжении катодной защиты.
Разработчик катодной защиты рекомендует контролировать не реже одного раза в месяц величину поляризационного потенциала, в случае ее уменьшения - производить увеличение тока в цепи до 4,5-5,0 А. Непрерывность действия защиты оценивается визуально ежедневным контролем показаний амперметров на щите управления. По уровню конденсата в водоуказательном стекле следят за исправностью работы системы непрерывного отвода конденсата, оперативно устраняя возникающие неполадки.
Описанный вариант защиты автоклава от коррозии основан на использовании метода катодной поляризации корпуса от внешнего источника постоянного тока, представляющего собой активный, управляемый процесс защиты металла от коррозии.
Может применяться и другой вариант катодной поляризации (рис. 3.7). В качестве протектора используют алюминиевый лист, укладываемый в межрельсовой зоне автоклава. Сущность процессов защиты аналогична описанным выше. Разность потенциалов возникает при контакте разнородных металлов (алюминий - сталь). Протектор разрушается, защищая от коррозии межрельсовую зону корпуса автоклава. По мере разрушения протектора поляризацинный потенциал снижается, уменьшая эффективность действия защиты от коррозии. Восстановление поляризационного (защитного) потенциала происходит после замены протектора. В работе зазор между протектором и корпусом автоклава засоряется опадающей с обрабатываемых изделий смесью вяжущего и песка, что ухудшает теплопередачу от пара и конденсата к стенке автоклава и как следствие увеличивает разность температур между верхом и низом автоклава. Вопросы обеспечения перепада температур между верхом и низом автоклава не более 45 °С и непрерывного отвода конденсата в комплексе с протекторной защитой пока не решены.
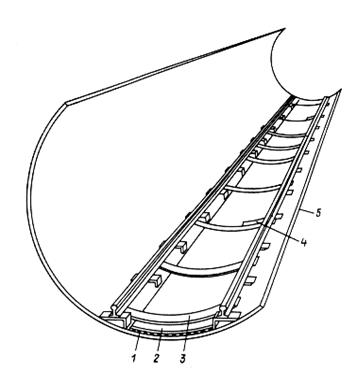
Рис. 3.7. Схема защиты автоклава от коррозии катодной поляризацией корпуса при помощи протектора: 1 - микропористая резина; 2 - протектор (алюминиевый лист); 3 - крепежная полоса; 4 - контактная полоса; 5 - корпус автоклава
3.1.5. Эксплуатационные повреждения элементов автоклава, работающих под давлением
По результатам технического диагностирования, проводимого один раз в четыре года специализированными организациями, большая часть проверенных автоклавов не могла быть пущена в работу без восстановительного ремонта с применением сварки. Необходимость ремонтов определялась в значительной степени дефектами коррозионного и коррозионно-усталостного характера.
Коррозионные язвы сами по себе не столь опасны, если их величина сопоставима с расчетными допусками на коррозионный износ. Однако в ряде случаев они инициируют и маскируют развитие трещин, являющихся как бы продолжением этих язв и проникающих на значительную глубину (рис. 3.8). Такого рода трещины образуются в результате воздействия механических нагружений на предварительно ослабленный коррозией металл. Об этом говорит ускоренный процесс развития трещин на более поздних этапах (рис. 3.9), а разветвленный рисунок, характер трещин и наличие оксидных отложений свидетельствуют о преобладании коррозионного механизма разрушения в начальный период.
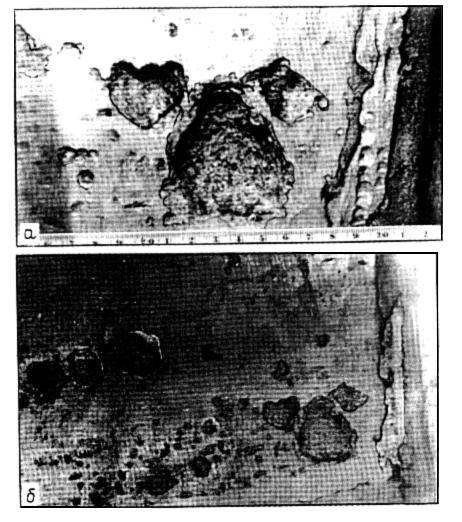
Рис. 3.8. Примеры (а и б) коррозионных повреждений металла корпуса автоклава
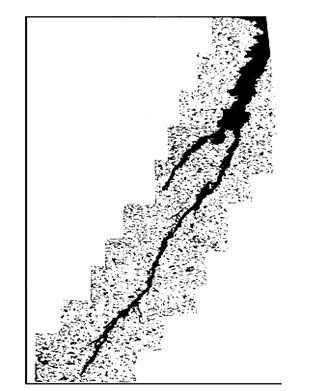
Рис. 3.9. Переход коррозионного повреждения в трещину (показан на поперечном металлографическом шлифе)
Массовое обследование автоклавов на предприятиях показало, что поверхностному сетчатому растрескиванию в нижней части кольцевых швов и их околошовных зон подвержены более 60% проверенного оборудования. Ширина зоны растрескивания доходила до 200 мм в обе стороны от сварных швов в осевом направлении, а в поперечном соответствовала полосе воздействия конденсата на металл автоклава.
Сетчатое растрескивание часто обнаруживалось в зоне приварки рельсовых опор к корпусу (рис. 3.10). Подобные повреждения характерны для автоклавов с жестким креплением опор угловой конструкции и образуются в результате совместного влияния коррозионных и механических нагрузок (остаточные сварочные напряжения, тепловые и от веса груза), усиленных циклическим характером воздействия веса тележек с грузом и другими эксплуатационными факторами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
