
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
контроль овальности корпуса;
контроль байонетного зацепления;
дефектоскопический контроль автоклава неразрушающими методами;
исследования состава, структуры и свойств основного металла и сварных соединений автоклава;
устранение дефектов, выявленных при диагностике;
повторный уточняющий контроль;
выдача заключения.
Перед техническим диагностированием автоклав останавливают, охлаждают, освобождают от заполняющей его рабочей среды, отключают заглушками от всех трубопроводов, соединяющих сосуд с источником давления; крышки автоклава фиксируют хомутами. Электрооборудование автоклава отключают от всех источников напряжения. На органах управления вывешивают плакаты "Не включать - работают люди!" Удаляют из автоклава конденсат.
При работе внутри автоклава применяют освещение от источников напряжения не более 12 В. Допускается применять освещение от источников напряжения более 12 В (прожектора) при условии установки их вне автоклава. Внутреннюю поверхность автоклава очищают от силикатных и других отложений. Сварные стыки и околошовную зону зачищают до металлического блеска абразивным или другим методом до ![]() на ширину по 150 мм в нижней части и по 100 мм в остальных местах в каждую сторону от оси шва; при зачистке ось вращения инструмента должна быть параллельна оси контролируемых швов. Сварные соединения с наружной стороны в случае необходимости освобождают от изоляции по 100 мм в каждую сторону от оси шва. Производят демонтаж съемной внутриавтоклавной оснастки, в том числе рельсов; подрельсовые опоры удаляются в объеме, указанном в табл. 3.4 (только для уголковых опор). Технологические приварки на внутренней поверхности автоклавов (особенно в нижней части) срубают или удаляют огневым методом с последующей зашлифовкой абразивным инструментом. Первичный визуальный осмотр внутренней и наружной поверхностей автоклавов проводят для выявления недопустимых дефектов.
на ширину по 150 мм в нижней части и по 100 мм в остальных местах в каждую сторону от оси шва; при зачистке ось вращения инструмента должна быть параллельна оси контролируемых швов. Сварные соединения с наружной стороны в случае необходимости освобождают от изоляции по 100 мм в каждую сторону от оси шва. Производят демонтаж съемной внутриавтоклавной оснастки, в том числе рельсов; подрельсовые опоры удаляются в объеме, указанном в табл. 3.4 (только для уголковых опор). Технологические приварки на внутренней поверхности автоклавов (особенно в нижней части) срубают или удаляют огневым методом с последующей зашлифовкой абразивным инструментом. Первичный визуальный осмотр внутренней и наружной поверхностей автоклавов проводят для выявления недопустимых дефектов.
При анализе технической документации знакомятся с содержанием паспорта на автоклав, заключениями по предыдущим техническим диагностированиям, документами на выполненные в ходе эксплуатации автоклава ремонтные работы, другими материалами, в которых содержится оценка уровня эксплуатационной надежности металла.
По представленным документам определяют время изготовления, начало эксплуатации автоклава, число циклов работы после предыдущего диагностирования, общее число циклов за время эксплуатации. Особое внимание обращают на реальный режим работы, грубые его нарушения, могущие привести к повреждениям основного металла и металла сварных соединений, а также на объемы производившихся ранее ремонтов и расположение ремонтных участков.
При анализе сведений по металлу сопоставляют данные технической документации с нормативными требованиями к материалам, из которых изготовлен автоклав, согласно правилам по сосудам [1]. При диагностировании металла автоклавов импортной поставки определяют отечественные аналоги стали иностранных марок.
Осмотр автоклава, его агрегатов и узлов производят с целью визуального (с применением лупы до ![]() 10) обнаружения и оценки повреждений и износа элементов сосуда, а также оценки ранее ремонтированных участков. Осмотру подлежат все внутренние поверхности обечаек, днищ и крышек автоклавов, элементы байонетных затворов, участки ранее выполненных ремонтных работ, узлы крепления внутриавтоклавной оснастки. Характерными повреждениями, выявляемыми при осмотре, являются:
10) обнаружения и оценки повреждений и износа элементов сосуда, а также оценки ранее ремонтированных участков. Осмотру подлежат все внутренние поверхности обечаек, днищ и крышек автоклавов, элементы байонетных затворов, участки ранее выполненных ремонтных работ, узлы крепления внутриавтоклавной оснастки. Характерными повреждениями, выявляемыми при осмотре, являются:
трещины, подрезы, пористость, кратеры, чаще всего возникающие в зоне швов, околошовной зоне, зоне опор автоклава и подрельсовых опор, в зоне приварки штуцеров и фланцев, местах приварки ребер жесткости и в местах ранее проведенных ремонтов, в кольцевых швах крышек автоклава;
вмятины, царапины и износ металла корпуса, днищ и крышек автоклава;
деформации и износ элементов байонетного зацепления. В случае выявления дефектов проводят контроль элементов байонетного зацепления в соответствии с методикой, приведенной ниже;
коррозионные повреждения металла автоклава, особенно в межрельсовой зоне, в местах опор автоклава и подрельсовых опор, около сварных соединений и в местах приварки штуцеров;
растрескивание металла;
видимая остаточная деформация и потери формы элементов автоклава.
Осматривая внешние опоры автоклава, обращают внимание на состояние сварных соединений опор с корпусом, наличие и работоспособность противоугонных устройств, обеспечение свободы температурных удлинений корпуса. Состояние опорной системы и наличие остаточных деформаций корпуса сосуда более точно оценивают по результатам нивелировки фундаментных опор и нижней образующей корпуса автоклава. Нивелировку проводят на остывшем автоклаве, совмещая места измерений на внутренней поверхности корпуса с центрами фундаментных опор в плоскости, перпендикулярной оси автоклава. Одновременно с нивелировкой замеряют зазоры между внешней опорой и опорными роликами; если внешние опоры не приварены к корпусу, то измерения производят между внешней опорой и корпусом. По результатам нивелировки строят схему, которая наглядно иллюстрирует состояние опор и корпуса автоклава.
Выявленные места коррозии, износа, дефекты типа трещин обмеряют и фиксируют на схеме-развертке. Фиксируются также вмятины, забоины, концентраторы напряжений в виде подрезов у швов, утолщений швов, резких переходов от шва к металлу, смещения кромок и кратеров. Коррозионные повреждения оценивают по их количеству, глубине и площади, приходящейся на квадрат 1000 ![]() 1000 мм в зоне наиболее пораженного участка автоклава. Глубину поражений определяют после зачистки их от продуктов коррозии до металла. Если при осмотре будут выявлены выпучины или вмятины в элементах автоклава, то возможность дальнейшей эксплуатации его определяется специализированной организацией.
1000 мм в зоне наиболее пораженного участка автоклава. Глубину поражений определяют после зачистки их от продуктов коррозии до металла. Если при осмотре будут выявлены выпучины или вмятины в элементах автоклава, то возможность дальнейшей эксплуатации его определяется специализированной организацией.
Контроль овальности корпуса автоклава проводят в поперечных сечениях, проходящих через фундаментные опоры, а также посередине между этими опорами. С этой целью последовательно измеряют внутренние диаметры конструкции в направлениях I-I, II-II, III-III, IV-IV (рис. 3.12). Допускается смещение направлений измерения диаметров на угол ±20°, если внутриавтоклавные устройства не позволяют проводить измерения строго в указанных направлениях. Замеры проводят нутромером с ценой деления 1,0 мм.
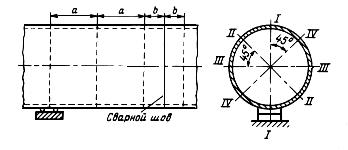
Рис. 3.12. Схема контроля овальности: I, II, III, IV - сечения измерения овальности;
а - ![]() 2000 мм; b - 300-500 мм
2000 мм; b - 300-500 мм
Порядок проведения измерения диаметров обечаек следующий:
по всей длине внутренней поверхности обечайки с помощью натянутого намелованного шнура намечают восемь линий по образующим, соответствующим направлениям I-I, II-II, III-III, IV-IV; на каждой линии мелом наносят риски, отмечающие левое и правое сечения;
в местах установки нутромера (площадью 80 ![]() 80 мм) предварительно очищают внутреннюю поверхность обечайки от ржавчины, силикатных отложений и других загрязнений;
80 мм) предварительно очищают внутреннюю поверхность обечайки от ржавчины, силикатных отложений и других загрязнений;
головку и пятку нутромера устанавливают на диаметрально противоположные места обечайки по одному из направлений (соответственно рискам), причем при измерениях в негоризонтальной плоскости головку размещают вверху, а пятку внизу. Наличие вмятин и выпучин в точках установки нутромера не допускается;
при неподвижной пятке нутромер покачивают в плоскости I-I и, изменяя его длину, находят положение, перпендикулярное продольной оси автоклава (по минимальной длине полученного диаметра). Аналогично замеряют диаметры по другим направлениям данной обечайки. Измерения проводят в каждой секции обечайки.
Овальность каждого сечения секции обечайки определяют по формуле:
![]()
где ![]() и
и ![]() - соответственно максимальная и минимальная замеренные величины внутреннего диаметра в сечениях секции обечайки; s - толщина стенки обечайки, мм. Овальность обечайки для автоклавов всех типоразмеров при работе с паспортным рабочим давлением не должна превышать ±1%. В случае превышения указанной величины автоклавы отечественного изготовления могут быть допущены к дальнейшей эксплуатации при условии снижения рабочего давления в пределах, регламентированных рекомендациями ВНИИстроммаш, приведенными ниже:
- соответственно максимальная и минимальная замеренные величины внутреннего диаметра в сечениях секции обечайки; s - толщина стенки обечайки, мм. Овальность обечайки для автоклавов всех типоразмеров при работе с паспортным рабочим давлением не должна превышать ±1%. В случае превышения указанной величины автоклавы отечественного изготовления могут быть допущены к дальнейшей эксплуатации при условии снижения рабочего давления в пределах, регламентированных рекомендациями ВНИИстроммаш, приведенными ниже:
#G0Овальность, % не более | 1 | 1,5 | 2,0 | 2,5 | 3,0 |
Рабочее давление: | |||||
МПа | 1,2 | 1,1 | 1,0 | 0,9 | 0,8 |
кгс/см | 12 | 11 | 10 | 9 | 8 |
При овальности > 3% автоклавы следует ремонтировать для использования их в работе с давлением 0,8 МПа (8 кгс/см![]() ).
).
Контроль байонетного зацепления производят на автоклаве с предварительно отцентрованной (при наличии в документации завода-изготовителя требований о центровке) крышкой. Неконцентричность установки крышки относительно оси автоклава определяется разницей значений зазора А на диаметрально противоположных зубьях крышки (для автоклавов, изготовленных заводом "Волгоцеммаш", ее значение не должно превышать 3 мм).
Параметрами, подлежащими проверке, являются: величина С - радиального перекрытия зубьев затвора для каждой их пары в зацеплении; величина К - осевого зазора между фланцем корпуса и пластиной прилегания уплотнительной прокладки (при отсутствии пластины зазор измеряют между фланцем корпуса и фланцем крышки).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
