
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Присутствие в автоклаве большого количества конденсата определяет значительную (60 - 80° С) разность температур между верхней и нижней образующими корпуса автоклава, требует непроизводительного расхода тепла на его нагрев и представляет опасность травмирования персонала при открывании крышки автоклава. Неравномерность распределения температур по сечению автоклава определяется разницей температур пара и конденсата, разницей в условиях теплопередачи от пара к металлу (непосредственно и через слой конденсата) и разницей в тепловой изоляции верха и низа.
Непрерывный отвод конденсата необходим для повышения надежности работы автоклава (снижение температурного перепада по сечению автоклава, замедление процессов коррозии), улучшения безопасных условий эксплуатации и экономии тепловой энергии. Загрязненность автоклавного конденсата не позволяет применить для его непрерывного отвода известные решения, так как серийно выпускаемые конденсатные горшки засоряются и перестают выполнять свои функции.
На рис. 3.3 приведена схема устройства непрерывного отвода конденсата с использованием на конденсатной линии вставки, представляющей набор дроссельных шайб. Такое устройство одно время применялось заводом-изготовителем на выпускаемых автоклавах. Из автоклава 1 через фильтр грубой очистки (см. на рис. 3.4, а) и штуцер конденсат поступает по дренажному трубопроводу 2 в дроссельное устройство 3, которое оборудуется обводной линией 4. Контроль за уровнем конденсата в автоклаве осуществляют по водоуказательному стеклу 8 на уравнительной линии. Для проверки работы системы отвода конденсата предусмотрена пробная линия 9 с вентилем. Сброс конденсата осуществляется по трубопроводу 10. Обводная линия 4 у дроссельного устройства предназначена для пропуска основной массы конденсата, выделяющегося в период пуска. Включение обводной линии и отключение ее из работы могут быть автоматизированы в зависимости от уровня конденсата по водоуказательному стеклу. Для этого устанавливают датчик уровня 7, блок управления 6 и клапан с электромагнитным приводом или пневмоприводом 5. Устройство фильтра грубой очистки показано на рис. 3.4, а, дроссельной вставки - на рис. 3.4, б. Дроссельное устройство представляет собой набор дроссельных шайб 6, устанавливаемых последовательно между фланцами. Диаметр отверстий в дроссельных шайбах принят 4 мм. Количество отверстий в каждой шайбе различное, убывающее в направлении движения конденсата. Для удобства при разборке и сборке к каждой шайбе приварена рукоятка 7. На рис. 3.4, б показано исполнение дроссельного устройства для случая обработки силикатного кирпича в автоклаве диаметром 2 м с рабочим давлением 1 МПа (10 кгс/см![]() ) продолжительностью цикла 10-12 часов. При изменении условий обработки материалов (параметры пара, продолжительность цикла) размеры отверстий в дроссельных шайбах корректируются.
) продолжительностью цикла 10-12 часов. При изменении условий обработки материалов (параметры пара, продолжительность цикла) размеры отверстий в дроссельных шайбах корректируются.
#G0
|
|
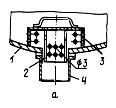
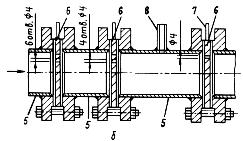
Рис. 3.4. Фильтр-предохранитель (а) и дроссельное устройство (б): 1 - автоклав; 2 - патрубок фильтра; 3 - корпус фильтра; 4 - трубопровод конденсата; 5 - корпус; 6 - дроссельные шайбы; 7 - рукоятка; 8 - патрубок для присоединения пробной линии
Недостатком описанного дроссельного устройства является то, что при его работе вместе с конденсатом из автоклава выводится определенное количество пролетного пара. Кроме того, требуется периодическая (один раз в 1-2 месяца) чистка устройства с его разборкой.
#G0
|
|
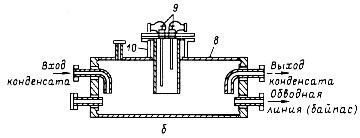
Рис. 3.5. Схема отвода конденсата (а) с конденсатоотводчиком конструкции ВНИИстром (б): 1 - автоклав; 2 - трубопровод конденсата; 3 - обводная (байпасная) линия; 4 - водоуказательное стекло; 5 - электронный регулятор - сигнализатор уровня ЭРСУ-3; 6 - вентиль с электроприводом; 7 - конденсатоотводчик; 8 - корпус сосуда; 9 - электроды датчика уровня электронного регулятора - сигнализатора уровня; 10 - корпус датчика уровня
Более совершенным по сравнению с описанным является конденсатоотводчик конструкции ВНИИстром (рис. 3.5). Он представляет собой сосуд емкостного типа, рассчитанный на рабочее давление в автоклаве, который устанавливается на дренажном трубопроводе. При входе конденсата в конденсатоотводчик вследствие увеличения объема скорость его потока уменьшается, что способствует выпадению грубых частиц взвеси. Сосуд-конденсатоотводчик снабжен регулятором уровня ЭРСУ-3, который при достижении заданного уровня конденсата автоматически открывает сброс его в систему утилизации. Система отвода конденсата предусматривает устройство обводной линии (байпаса) с вентилем на ней. При нормальной работе вентиль на обводной линии должен быть закрыт.
Датчик верхнего уровня через блок управления открывает вентиль для стока конденсата, датчик нижнего уровня - закрывает его. Датчик аварийного уровня устанавливают на высоте линии стока. Он предназначен для сигнализации нарушения нормальной работы системы отвода конденсата (пропуск пара). Накопленный в сосуде осадок периодически удаляют "продувкой" конденсатоотводчика конденсатом под давлением путем открытия вентиля на обводной (байпасной) линии.
Стабильность работы системы непрерывного отвода конденсата обеспечивается при применении конденсатоотводчиков описанных конструкций в сочетании с катодной защитой. Применяемая в катодной защите токопроводящая песчано-керамзитовая смесь, засыпаемая в межрельсовое пространство, является эффективным фильтром для очистки конденсата от механических примесей. Для удобства обслуживания автоклава поверх песчано-керамзитовой смеси укладывают железобетонные плиты. Такое устройство токопроводной засыпки позволяет задерживать на плитах опадающую с обрабатываемых материалов смесь вяжущего и песка, обеспечивая длительную эффективную фильтрацию конденсата и надежную работу системы отвода конденсата. Применение перфорированной дренажной трубы, укладываемой в нижней части засыпки по всей длине автоклава, обеспечивает снижение скоростей фильтрации и увеличение срока работы фильтра до его замены.
3.1.4. Защита автоклавов от коррозии
Причины коррозионных повреждений автоклавов рассмотрены выше. Поражение корпусов коррозией является типичным эксплуатационным дефектом. Следует отметить, что коррозионные повреждения обнаруживают уже после двух, трех лет эксплуатации автоклава, количество и размеры их со временем увеличиваются. Вместе с тем имеют место случаи и более раннего появления каверн, даже после нескольких месяцев эксплуатации, что может объясняться применением в обрабатываемых материалах известково-песчаных смесей с добавками, содержащими стимуляторы коррозии.
Места преимущественного появления коррозионных повреждений - нижние участки кольцевых швов и околошовных зон и участки внутренней поверхности корпуса по контуру опорных уголков.
Глубина каверн в пределах одного автоклава непостоянна и колеблется в широком диапазоне, достигая в отдельных случаях после длительного срока эксплуатации глубины 7-8 и более миллиметров. Глубокие коррозионные язвы в ряде случаев маскируют развитие трещин, являющихся как бы продолжением этих язв и проникающих на значительную глубину. Такого рода трещины образуются в результате воздействия механических напряжений на предварительно ослабленный коррозией металл.
Высокий уровень растягивающих напряжений способствует интенсификации коррозионных процессов и приводит к появлению меж - или транскристаллитных трещин, что подтверждается обследованиями автоклавов ряда предприятий. Воздействие на металл циклически изменяющихся переменных напряжений и коррозионной среды определяет появление усталостных повреждений при напряжениях, более низких, чем в условиях отсутствия коррозионного воздействия. Трещины появляются обычно на внутренней поверхности автоклава и, углубляясь, могут поразить металл на всю его толщину. Особенно восприимчив к коррозионному растрескиванию металл сварных швов и околошовных зон, что объясняется его относительной неоднородностью и более напряженным состоянием за счет концентрации напряжений, а также за счет локализации остаточных напряжений при сварке.
В реальных условиях эксплуатации автоклавов допустимое число циклов нагружения или соответственно допустимый срок службы не могут быть приняты по известным зависимостям без учета фактора коррозии; допустимое число циклов нагружения должно быть скорректировано в сторону уменьшения под влиянием среды. Конкретные условия работы автоклавов характеризуются коррозионной усталостью металла при малом числе циклов нагружения.
Ресурс безопасной эксплуатации регламентирован "Положением о системе технического диагностирования автоклавов" [93] (далее - Положение). Однако, как показал анализ обследований в процессе эксплуатации, указанная величина в большей мере соответствует предельному сроку службы автоклава. Независимо от длительности цикла срок службы целесообразно ограничить также и по времени, поскольку автоклав большую часть рабочего времени находится под воздействием коррозионной среды - конденсата.
Повышение безопасности эксплуатации автоклавов и продление срока их службы могут быть достигнуты уменьшением или исключением влияния коррозионной среды и снижением величины локальных напряжений. Существенное уменьшение коррозионного поражения достигается непрерывным отводом конденсата, благодаря чему одновременно снижаются напряжения в корпусе автоклава вследствие снижения разницы температур между верхней и нижней образующими корпуса.
Процесс коррозии автоклава по своему характеру является электрохимическим и протекает в щелочной среде с кислородной деполяризацией. Коррозия протекает со значительной скоростью вследствие непрерывного подвода кислорода воздуха и разрушения пассивирующей пленки в случае присутствия в электролите стимуляторов коррозии. В этих условиях важным фактором является катодный контроль, обусловленный только перенапряжением (трудностью) ионизации кислорода.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
