

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Условием появления анодного эффекта являются такие соотношения между межфазными натяжениями, которые приводят к явлению несмачиваемости анода электролитом. Что же касается причин порождающих такие условия, то применительно к криолитно-глиноземному расплаву они следующие: 1) обеднение прианодного слоя электролита поверхностно-активным оксидом алюминия 2) перерождение поверхности анода в peзультате замены хемосорбированного на ней кислорода фтором.
4.6 Способы рафинирования алюминия.
Алюминий высокой чистоты (АВЧ) с содержанием алюминия 99.995-99,95% обладает по сравнению с алюминием технической чистоты рядом ценных свойств. К ним относятся повышенная электропроводимость, большая пластичность, высокая отражательная способность и исключительно высокая антикоррозионная стойкость. В настоящее время АВЧ получают электролитическим рафинированием технического алюминия по трехслойному методу. Сущность его состоит в том, что технический алюминий утяжеляют медью (30-40% Си), и этот металл образует на дне электролизера анодный сплав с плотностью около 3,2-3,5 г/см3 (нижний слой). АВЧ, полученный в результате рафинирования (верхний слой), служит катодом. Его плотность 2,3 г/см3. Между АВЧ и анодным сплавом находится электролит с плотностью 2,7 г/см3 (средний слой). В процессе электролиза на аноде растворяется, т. е. переходит в ионном виде в электролит, алюминий и более электроотрицательные, чем он, примеси металлов (натрий, кальций, магний) на катоде восстанавливаются ионы более электроположительного алюминия по реакции А13++Зе = А1, а ионы более отрицательных чем он, металлов, остаются в электролите, так как потенциал их разряда выше, чем алюминия. Более электроположительные примеси (железо, кремний и др.) анодно не растворяются и остаются в анодном сплаве, откуда их периодически извлекают в виде твердых осадков интерметаллических соединений Таким образом, происходит самоочищение анодного сплава от этих примесей, что обеспечивает поддержание их концентрации на определенном уровне.
Обычный состав электролита, % криолит 40-45, хлорид бария 55-60. Кроме того, для увеличения электропроводимости электролита в него вводят 2-4% хлорида натрия. ВаС12 является утяжелителем электролита. Его вводят в таком количестве, чтобы обеспечить плотность электролита, среднюю между плотностью АВЧ и плотностью анодного сплава. Температура плавления электролита 670-730*С. Однако электрорафинирование проводят при тем-ре 760-810*С
Хлориднофторидный электролит имеет ряд недостатков. Во время работы ванны приходится корректировать состав электролита, так как между его компонентами в расплаве происходит взаимодействие.
Существенным недостатком электролитов, применяемых для рафинирования, является гидролиз фторида алюминия под воздействием влаги воздуха и влаги, вносимой с исходными солями 2AlF3+2H2O=A12О3 + 6HF. Это приводит к образованию в электролите шлама, состоящего в основном из А12О3 и BaCI2*BaF2, а также соединения NaAlF4
Для поддержания необходимой плотности анодного сплава он должен содержать не менее 25% Си Обычно он содержит 30-40% меди. В процессе рафинирования в анодный сплав периодически заливают через загрузочный карман расплавленный алюминий технических марок В условиях работы ванн в анодном сплаве накапливаются электроположительные примеси, в основном железо (до 6-7% по массе) и кремний (до 7-8% по массе). При достижении этих концентраций примеси железа и кремния начинают выделятся в твердую фазу в виде ингерметаллических соединений (AI7Cu2Fe, FeSiAl5). Так как тем-pa анодного сплава в зазрузочном кармане на 30-40*С ниже, чем в рабочем пространстве электролизера, то в нем и выделяются осадки интерметаллидов. Периодически удаляя эти осадки, очищают анодный сплав от примесей железа и кремния. Тем-pa в кармане не должна быть ниже 590*С - точки начала кристаллизации соединения CuAl2, так как в противном случае анодные осадки будут сильно обогащены медью и алюминием.
Рафинирование алюминия можно осуществить также с помощью зонной плавки и через субсоединения (2Al+AlCl3=(10000C)=3AlCl=(7000C)=2Alчист+AlCl3)
4.7 Обезвоживание карналлита в печах «КС».
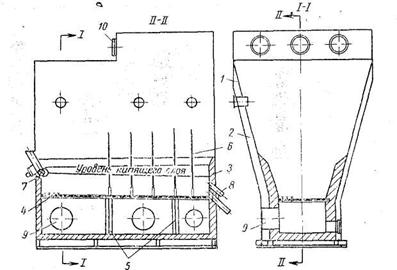
Рис. 74. Схематический разрез печи для обезвоживания карналлита в кипящем слое:
J — кожух; 2 — теплоизоляция; 3 — футеровка; 4 — газораспределительная подина; 5 — щиты; 6 — перегородки; 7 — забрасыватель; 8 — выпускная течка; 9 — топка; 10 — выход отходящих газов 1239]
Рабочее пространство печи разделено перегородками на три камеры, вторая и третья камеры разделены еще на несколько отделений. Газораспределительная подина состоит из разъемных плит, изготовленных из жароупорной стали и покрытых сверху огнеупорным бетоном. В плитах имеются отверстия, в которых установлены колпачки, препятствующие просыпанию карналлита под подину в тех случаях, когда прекращается подача газа в аппарат. Пространство под подиной (газораспределительная камера) разделено на три секции. В каждую секцию газы поступают из отдельной топки. Такое устройство позволяет регулировать температуру в каждой камере.
Топка оборудована горелкой для сжигания газа и имеет смесительную камеру, в которую поступают продукты горения и вторичный воздух. Карналлит подается в первую камеру забрасывателем вращающегося вала со щетками, который равномерно загружает карналлит на поверхность подины.
Смесь топочных газов и вторичного воздуха поступает в камеры под давлением через газораспределительные колпачки. Во время «кипения» карналлит постепенно обезвоживается, переходя из камеры в камеру через окна в перегородках на уровне подины. Обезвоженный карналлит высыпается из печи через переливной порог, высота которого определяет толщину кипящего слоя. Подина имеет уклон в 2—3°, что обеспечивает перемещение крупной фракции карналлита и "окатышей к месту их выгрузки.
Отходящие газы очищаются от пыли в циклонах и далее поступают на очистку от хлористого водорода.
Обезвоживание карналлита в «кипящем слое» протекает при стабильной в отдельных камерах и предельно низкой температуре (для данной ступени обезвоживания) и в условиях лучшей теплопередачи от греющих газов к обезвоженному материалу. Поэтому в печах с «кипящим слоем» достигается более глубокое обезвоживание карналлита (94—95°о), а степень гидролиза не превышает 8%.
Основные показатели технологического режима [229, 240]: температура охлажденных топочных газов 400— 470 °С; температура в камерах: в пергой, где происходит, в основном, подсушка карналлита, 125—150°С; во второй, в которой шестиводный карналлит переходит в двухводный, 160—180 °С, в третьей камере, где идет дегидратация двухводного карналлита, 200—210°С. Высота «кипящего слоя» 1,0—1,2 ж. Давление под решеткой 6000—8000
н/м* ( 600—800 мм вод. ст.), скорость в сечении отверстий подины около 0,5 м/сек.
4.8 Способы производства безводного карналлита.
На одном из заводов запроектировано производство карналлита из вторичного хлормагниевого раствора, получающегося при производстве сульфата калия из природных калийно-магниевых солеи. Указанный раствор выпаривают до содержания в нем 36—37% МрС12 (температура кипения раствора 117—118 РС) и смешивают с хлорис тым калием и отработанным электролитом из магниевых электролизеров. После охлаждения из раствора выпадают кристаллы искусственного карналлита. Материальный баланс получения карналлита (из 100 кг раствора) приведен в табл. 29.
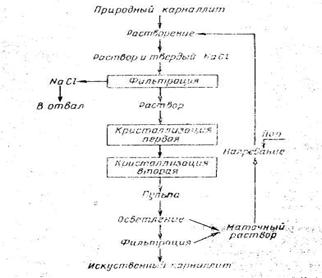
Рис. 70. Принципиальная схема обогащения карналлитовой породы
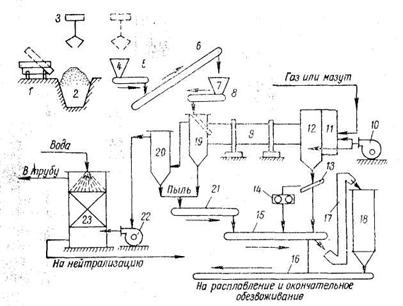
Рис. 71. Аппаратурно-технологическая схема первичного обезвоживания карналлита:
/ — самоопрокидывающаяся платформа; 2 — штабель карналлита; 3— грейферный кран; 4— бункера; 5—питатели; 6, 15, 16, 21—транспортеры; 9 — вращающаяся печь; 10 — вентилятор; 11 — топка; 12 — смесительная камера; 13— грохот; 14 — дробилка; 17— элеватор; 18 — силос; 19 — переходная камера; 20 — циклон; 22 — дымосос; 23 — скруббер

Рис. 72. Вращающаяся печь для первичного обезвоживания карналлита:
1 — топка; 2 — барабан; 3 — фундамент: 4 — прикол: 5 — опоры; 6 — бункер; 7 — питатель; 8 — переходная камера., 9 — циклон: 10, 11 — транспортеры: 12 — газоход
продольной оси барабана, постепенно нагревается встречным потоком горячих газов и теряет воду, которая в силе пара удаляется с отходящими газами.
Топливом служит генераторный газ, природный горючий газ или мазут. Топливо и необходимый для его горения воздух (первичный) поступают в топочную камеру. Для снижения температуры топочных газов их разбавляют в смесительной камере холодным воздухом. Смесь топочных газов и воздуха поступает из смесительной камеры в барабан и отсасывается из него дымососом.
Карналлит загружают в барабан с противоположного входу топлива конца; при вращении барабана материал передвигается вдоль барабана по направлению к топке, поднимается полками перегребающего устройства и пересыпается сверху вниз, что улучшает контакт его с горячими газами и препятствует образованию комков.
Газы, выходящие из барабана, увлекают мелкую карналлитовую пыль, представляющую собой смесь зерен карналлита различной степени обезвоживания. Примерный состав пыли, %: 38—42 Мg, Сl2; 0,8—1,5 Mao; 15— 25 Н2О; остальное КСl+H2O NaCl. Запыленность отходящих газов увеличивается с повышением скорости газов. Чтобы пылеунос не превышал приемлемых величин (не более 7 % от загрузки), ли пенная скорость газа в барабане не должна быть более 3 м/сек.
Для улавливания пыли наиболее целесообразно применять циклопы СИОТ. Как показали исследования [2271, при скорости газов на выходе 20—25 м/сек степень улавливания пыли составляет 90—95%, а запыленность газа, выходящего из циклона, не превышает 1,5—2 г/мм'л.
Пыль смешивают с обезвоженным карналлитом, и смесь отправляют на окончательное обезвоживание с расплавлением. Такой способ использования пыли допустим при условии, если содержание воды в смеси обезвоженного карналлита и пыли не превышает 10%. В противном случае возникают осложнения на второй стадии обезвоживания: сильно замедляется расплавление обезвоженного карналлита и увеличивается гидролиз.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
