

§ Накатывание роликами, на наружной поверхности которых образованы выступы в виде соответствующего рельефа. Этот способ можно обеспечить двояким образом. При помощи роликов (рис. 1а) равномерно расположенных по окружности цилиндрической детали 1, установленных между двумя обкатниками 2 и 3, осуществляющих вращение детали и ее самоподачу, а также при помощи деформирующих роликов 7 (см. рис. 1б) самого обкатника, осуществляющего вращение детали и ее самоподачу. Для этого на той части ролика, которая контактирует с деталью, нарезают рельеф, а в опорном конусе напротив этого участка выполняется расточка, чтобы не повредить рельефную поверхность ролика.
§ Вибронакаткой (рис. 1,в). В этом случае используются алмазные или шариковые инденторы, выдавливающие на обрабатываемой поверхности канавки в соответствии с заданным законом их движения. Индерторов может быть несколько.
§ Ударным методом, по аналогии с печатающими устройствами, применяемыми при печати информации на матричных принтерах ПЭВМ.
Каждый из перечисленных методов имеет свои специфические особенности и создает характерный только для данного случая декоративный рисунок. Наиболее простым является нанесение макрорельефа накаткой роликами, для чего на их рабочей поверхности выполнены выступы с требуемым узором. Обработку можно осуществить на токарном станке с установкой детали в центрах, но в этом случае длина детали ограничена возможностями станка. Трубы любой длины можно обрабатывать с применением двух последовательно расположенных друг за другом обкатников, предназначенных для обработки валов поверхностным пластическим деформированием, работающих в режиме самоподачи детали. Обрабатываемая деталь пропускается через обкатники, а накатные ролики или виброинденторы устанавливаются между ними.
Вариант, когда регулярный макрорельеф на обрабатываемую поверхность наносится при помощи роликов, установленных непосредственно в обкатнике, позволяет производить обработку с высокой производительностью и осуществлять автоматизацию процесса обработки. Главным недостатком является невозможность изменения рельефа в процессе обработки. Некоторые проблемы могут возникать при изготовлении выступов на накатных роликах с требуемым узором. Кроме того, при обработке валов в обкатниках снижается шероховатость поверхности за счет накатывания. Тем не менее, метод накатки является простым и легко реализуемым на практике. Во втором обкатнике для предотвращения порчи обработанной поверхности ролики могут быть резиновыми или изготовленными из другого мягкого материала.
При нанесении регулярного макрорельефа вибронакатыванием в процессе обработки можно менять узор за счет изменения амплитуды и частоты колебаний индентора, для чего необходимо применять механизм привода индентора с меняющимися параметрами колебаний. Для этого способа не разработана методика выбора параметров оборудования и режимов обработки, поэтому рассмотрим его более подробней.
Согласно литературным данным виброобкатывание применяется в машиностроении в основном для создания на поверхностях деталей микрорельефа с целью повышения эксплуатационных свойств деталей, повышения контактной жесткости, создания масляных карманов и регулярной микрогеометрии. В этом случае амплитуда вибраций индентора является незначительной (в пределах долей миллиметра).
При нанесении декоративного регулярного макрорельефа увеличивается амплитуда движения индентора и глубина его внедрения в обрабатываемую поверхность. Возможен вариант нанесения регулярного рельефа резанием алмазными или твердосплавными резцами. Частота колебаний будет зависеть от характера рисунка и производительности. Чем больше производительность, тем выше частота колебаний. Следовательно, параметры механизма, приводящего индентор в движение, необходимо рассчитывать с применением уравнений динамики. Расчётную схему, в первом приближении можно считать состоящей из одной массы, демпфирующего и упругого элементов.
Будем полагать, что рабочая часть инструмента движется по синусоидальному закону. В связи с тем, что количество волн, укладывающихся на длине окружности детали, из эстетических соображений желательно представить целым числом перемещение индентора без учёта подачи описываются выражением:
Sи = А· sinω·t·k, (1)
где А- амплитуда колебаний индентора; ω - угловая частота вращения детали; k – волновой коэффициент (целое число), учитывающий количество волн приходящееся на длину окружности детали, равный
k = π·d / λ , (2)
где λ - длина волны колебаний индертора; t – время.
Общее уравнение динамики одномассовой системы, как известно, имеет следующий вид.
Mu·a + h·V + c·S = F (3)
где Mu – масса колеблющейся части инструмента; h – коэффициент сопротивления; c – коэффициент жесткости; a,V,S – соответственно ускорение, скорость и перемещение колеблющейся части инструмента.
S = Sп - Su ; V = Vп - Vu; a = aп - au
Sп ,Vп, aп – перемещение, скорость и ускорение подачи.
Vи = А·ω·t· sinω·t·k; aи = - А·ω2·t· sinω·t·k - скорость и ускорение колебаний индентора.
Усилие привода индентора F зависит от его конструкции и является суммой сил инерции Fи, сил сопротивления Fс и сил упругости Fу. В нашем случае при расчетах в качестве сил сопротивления необходимо брать горизонтальную составляющую силы резания, направленную вдоль оси вращения детали. Тогда
Fи =Ми·(aп - au) , Fс = (Vп - Vи)y·К , Fу = с·(Sп - Su) , (4)
К,y – экспериментальные коэффициенты, зависящие от свойств материалов и условий обработки в каждом конкретном случае; с - коэффициент жесткости пружин, если они входят в конструкцию индертора.
Так как коэффициент y не всегда равен единице уравнение (3) становится нелинейным и требует дальнейшего анализа.
Требуемая мощность привода, создающего колебания, определяется как произведение среднеквадратических значений скорости инструмента и усилия привода F.
УДК 621.762
ТЕРМОЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ПРЕССОВОК
ИЗ ПОРОШКОВ КОБАЛЬТА И КАРБИДА ЦИРКОНИЯ,
ПОЛУЧЕННЫХ ВЫСОКОСКОРОСТНЫМ ПРЕССОВАНИЕМ
, , *
Волгоградский государственный технический университет
*Камышинский технологический институт (филиал) ВолгГТУ
Целью данной работы являлось изучение термоэлектрических свойств прессовок из порошков Co и ZrC в зависимости от состава и режимов прессования. Схема экспериментальной установки приведена на рис.1.
При работе установки нагретый медный электрод 1 соприкасается в момент измерения с исследуемым образцом 2, образуя при этом термопару. Электрический нагреватель 3 питается переменным электрическим током от автотрансформатора, с помощью которого можно, изменяя величину тока нагревателя плавно изменять температуру эталонного медного электрода и изменять, таким образом, чувствительность метода.
| Рис. 1. Схема установки для контроля изменений химического состава термоэлектрическим методом: 1-медный электрод; |
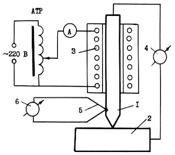
Возникающую термоэлектродвижующую (термо-э. д.с.) контролировали милливольметром В7-40, а температуру медного электрода измеряли хромель-копеловой термопарой 5 и милливольметром 6 марки В7-35. Температуру свободных концов термопары контролировали ртутным термометром расширения с погрешностью ±0,2ºС.
Проведено исследование термо-э. д.с. прессовок из порошка электролитического кобальта, карбида циркония, а также для их смесей, полученных высокоскоростным прессованием на баллистической установке при скоростях поршня-ударника 350-550 м/с. Масса свинцового ударника была 0,3 кг, его толщина-13 мм. В порошковых композициях количество карбида циркония составляло 25-85%(по массе).
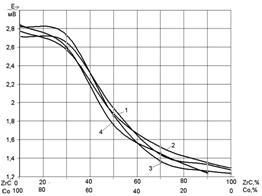
На рис.2 приведены зависимости термо-э. д.с. (Е) от состава прессуемых порошковых материалов и скорости ударника, полученные при температуре медного электрода 100 ºС. Видно, что с увеличением содержания ZrC термо-э. д.с снижается у всех материалов во всем диапазоне скоростей ударника, причем наиболее заметные изменения термо-э. д.с. наблюдаются при содержании ZrC более 25%. Скоростные режимы прессования на значения термо-э. д.с влияют значительно меньше, тем состав прессовок.
|
Рис.2. Зависимости термо-э. д.с. от состава: 1 – при скорости ударника 450 м/с; 2 – 550 м/с; 3 –490 м/с; 4 – 420 м/с. |
Полученные экспериментальные данные могут быть использованы для контроля состава прессовок Co-ZrC, полученных высокоскоростным деформированием.
УДК 621.762
ВЫСОКОСКОРОСТНОЕ ПРЕССОВАНИЕ
ПОРОШКОВЫХ СМЕСЕЙ Co+ZrC
, , *
Волгоградский государственный технический университет
*Камышинский технологический институт (филиал) ВолгГТУ
В данной работе изложены результаты оптимизации схемы высокоскоростного ударного прессования с целью выравнивания давления по высоте прессуемых разнородных порошковых слоёв.
В качестве исходных порошковых материалов использовали порошки кобальта и карбида циркония, а также их смеси с содержанием кобальта 75% (смесь №1), 50% (смесь №2), 30% (смесь №3), 15% (смесь №4).
В опытах использовали пороховую баллистическую установку с внутренним диаметром ствола 50 мм. Свинцовый ударник имел толщину 13 мм. Скорость удара измеряли электроконтактным методом [1] и варьировали в диапазоне 350-550 м/с. Прессуемые порошки располагались слоями в пластичном контейнере внутри пресс-формы. После ударного воздействия спрессованные образцы извлекали из контейнера и измеряли их плотность методом гидростатического взвешивания.
Оптимизацию схемы прессования проводили на основе компьютерного расчёта [2] конструктивных вариантов с подбором благоприятных сочетаний толщин прослоек, прокладок, демпфирующих слоёв, прессуемых порошков с учётом физических свойств материалов. Оптимизированный вариант схемы прессования приведён на рис. 1.
|
Рис. 1. Схема высокоскоростного прессования:1-ударник; 2,15-пуансоны; 3-свинцовая прослойка; 4-стальной экран; 5-крышка контейнера; 6,11-стальные диски; 7-раздели-тельные прокладки; 8-прессуемые порошки; 9-песчаная прослойка; 10,12-оболочки контейнера; 13-стальной отражатель; 14-пресс-форма; 16-стальное основание;17-песчаный грунт. |
В этой схеме одновременно прессуется шесть образцов из различных материалов. Получаемые прессовки имеют вид дисков диаметром до 30 мм. В отличие от известной схемы прессования [3], при размещении порошковых слоёв в контейнере слой с меньшей плотностью (из ZrC) располагали внизу составного контейнера, а остальные – последовательно по возрастанию плотности прессуемого материала. Расчёты показали, что это способствует выравниванию давления в прессовках при высокоскоростном прессовании.
Стальной отражатель, расположенный под контейнером, способствует выравниванию фронта прессования, препятствует искривлению получаемых изделий в нижних слоях контейнера. Стальная пресс-форма и песчаная прослойка между контейнером и стенкой пресс-формы препятствует появлению неконтролируемых поперечных деформаций прессовок и элементов оснастки.
Расчётные значения максимальных давлений в прессуемых порошковых слоях приведены табл. 1.
Таблица 1. Давление (ГПа) в слоях в зависимости от скорости ударника
Номер слоя на рис.1 | Состав | при скорости ударника: | |||
350 м/с | 420 м/с | 490 м/с | 550 м/с | ||
7 | Co | 0,8 | 1,14 | 1,4 | 1,7 |
9 | Смесь №1 | 0,9 | 1,22 | 1,54 | 1,77 |
11 | Смесь №2 | 1,0 | 1,28 | 1,6 | 1,78 |
13 | Смесь №3 | 1,0 | 1,24 | 1,6 | 1,86 |
15 | Смесь №4 | 1,0 | 1,27 | 1,56 | 1,9 |
17 | ZrC | 1,08 | 1,34 | 1,6 | 2,0 |
Как видим, различие давлений в прессуемых слоях невелико, особенно при скоростях удара 420 и 490 м/с, где отклонения давления от среднего значения не превышают 7-9%. Это позволяет осуществлять одновременное прессование нескольких разнородных материалов в строго контролируемых условиях практически при одинаковом давлении. В то же время при получении изделий по способу [3] давление в нижних слоях контейнера отличается от давления в верхних в 1,6-1,7 раза. На рис. 2 приведена зависимость плотности прессовок от давления прессования.
|
|
Рис. 2. Зависимость плотности прессовок от давления прессования: 1-порошок Co; 2-5 - смеси №1-4, соответственно; 6-ZrC. | Рис. 3. Распределение давления по высоте столба из порошка. |
Видно, что при давлениях свыше 1.3-1.4 ГПа плотность прессовок стабилизируется и достигает 90-95% от предельной для всех исследуемых материалов. В прессовках отсутствуют расслоения и трещины. Таким образом, обеспечивается высокое уплотнение у всех используемых материалов.
Компьютерные расчёты вариантов схем высокоскоростного прессования открывают дополнительные возможности управления параметрами ударного нагружения порошковых материалов. Примером этому могут служить кривые изменения давления по высоте столба из порошка (рис. 3), полученные для скоростей ударника 420 м/с (кривая 1), 490 м/с (кривая 2) и 550 м/с (кривая 3).
Схема прессования та же, что в предыдущих опытах, но при скорости 420 м/с толщина каждого из слоёв была уменьшена до 4 мм, при 490 м/с она составляла 5 мм, а при скорости 550 м/с – 6 мм. Как показали предыдущие опыты, при таких скоростях происходило наибольшее уплотнение порошковых слоёв. Рис. 3 показывает, что за счёт рационального варьирования толщины прессуемых материалов удалось стабилизировать давление в прессовках и получить его почти одинаковым во всех слоях в широком диапазоне скоростей ударника. Уровень плотности прессовок соответствует кривым уплотнения на рис. 2.
Таким образом, проведённые исследования по оптимизации схемы многослойного прессования показали высокую эффективность этой схемы при использовании её для одновременного прессования заготовок из разнородных порошков.
Список литературы
1. , , Чан прессование неорганических порошков. //Известия ВолгГТУ «Материаловедение и прочность элементов конструкций». Вып. 1.- Волгоград,-2005.- №3.- с. 23-26.
2. Рогозин обработка порошковых материалов: Монография / ВолгГТУ,- Волгоград,-2002.-136 с.
3. Патент РФ №2 МПК6 В22F 3/08. Способ получения изделий из керамического порошка / , , Заруба М. А.; заявитель и патентообладатель ВолгГТУ. Опубл. 10.11.98. Бюл. №31.
УДК 621.923
ОСОБЕННОСТИ МЕХАНИЗМА ИЗНОСА АБРАЗИВНОГО
ИНСТРУМЕНТА БЕЗ СВЯЗКИ
, ,
,
Волгоградский государственный технический университет,
Тел.: (84
Износ абразивного инструмента в процессе эксплуатации происходит из-за разрушения связки и выпадения абразивных зёрен, из-за хрупкого разрушения зёрен и в результате пластической деформации поверхностных слоёв материала абразива.
В определённых условиях шлифования исследованиями [1] установлено, что пластическому течению подвергаются и хрупкие абразивные материалы. Этому способствует разогрев режущих кромок.
Исследования адгезионного износа показали, что при скольжении свежеобнажённых поверхностей детали и абразивного зерна происходит непрерывный процесс возникновения и среза адгезионных пятен. Из-за неоднородности структуры, пор, трещин, неравномерного распределения внутренних напряжений и др. в процессе трения возникает вероятность отрыва и среза частиц от абразивного материала. Эксперименты [2] показали, что для всего класса железоуглеродистых сплавов и легированных сталей независимо от скорости резания преобладающим видом износа корундовых материалов является адгезионный, о чем свидетельствует бугристое строение зёрен электрокорунда [1].
При адгезионном взаимодействии материалов абразива и детали можно выразить количество перенесённого материала (М0) [2] зависимостью:
![]() , (1)
, (1)
где: c – эмпирическая постоянная; Lк – длина контакта; Aр – площадь деформированного участка, на котором происходит адгезия; γэ – плотность материала абразива; dр – средняя глубина вырванных частиц; χ0 – вероятность переноса материала вследствие адгезии; φm – механический фактор вероятности переноса металла; xm – коэффициент, учитывающий отношение микропрочности контактных слоёв трущихся материалов.
Представляя зерно в форме конуса, допускаем, что в контакте с обрабатываемой деталью находится 3/4 его боковой поверхности. Тогда площадь боковой поверхности конуса-зерна, находящаяся в контакте:
![]() , (2)
, (2)
где: (0,5∙bz) – радиус основания конуса; (az/sin(γ)) – высота конической части зерна, контактирующей с деталью; γ – угол конуса зерна (по данным исследований: γ = 54°); bz – ширина риски-царапины; az – средневероятная глубина риски-царапины.
![]() , (3)
, (3)
где: Pγ – радиальная составляющая силы резания; b – вектор Бюргерса; ρ – плотность дислокаций обрабатываемого материала; G – модуль упругости второго рода; μ – коэффициент трения скольжения (0,15 – 0,25); c – гиперболический коэффициент; dз – средневероятный размер абразивного зерна; α – коэффициент, учитывающий количество средневероятного размера абразивного зерна в объёме инструмента.
Таким образом, при определении величины площади пластически деформированного участка Aр можно учесть характеристики материала детали, абразивного зерна и параметры контакта для зёрен различных размеров.
Список литературы
1. Кащеев в зоне фрикционного контакта металлов.- М.: Машиностроение. – 1978 г. – 213с.
2. , Бокучава алмазов и алмазных кругов.- М.: Машиностроение. – 1967 г. – 113с.
УДК 629.113.001
К ВОПРОСУ ДИНАМИЧЕСКОГО РАСЧЕТА
ПЕРЕДНЕЙ ПОДВЕСКИАВТОМОБИЛЯ С АБС
,
Волгоградский государственный технический университет
E-mail: *****@***ru
Регулирование тормозных моментов на колесах автомобиля при функционировании антиблокировочной системы (АБС) (часто по циклическому принципу) обуславливает кардинальное отличие от традиционного режима затормаживания юзом и, следовательно, может приводить к возникновению нерасчётных режимов работы элементов конструкции автомобиля и прежде всего передней подвески при действии существенно нестационарных продольных сил в течение всего процесса торможения.
Дорожные исследования процесса торможения автомобилей, оборудованных опытными конструкциями АБС третьей категории с модулятором производства АВТОИЖ, проведенные в России в ВолгГТУ, а так же МАДИ с модуляторами АБС других типов, показали, что возникновение нерасчётных режимов работы элементов подвески может приводить к разрушению элементов подвески даже при малом числе циклов нагружения. Последнее исключает возможность отождествления механизма разрушения с выводами теории усталостных разрушений и применений её рекомендаций для обеспечения долговечности.
Вышесказанное обуславливает необходимость корректирования традиционной методики расчета на прочность элементов подвески при проектировании автомобилей с АБС. Анализ показывает, что величины возникающих на рычагах подвески продольных сил от действия тормозных реакций обычно находятся при прочностном расчете на основе максимального значения коэффициента сцепления и действующей нормальной нагрузки. На первый взгляд, видимых причин для нарушения прочности элементов нет, поскольку максимальное значение коэффициента сцепления при функционировании АБС почти не изменяется. Однако необходимо помнить, что в отличие от торможения юзом к концу процесса торможения по мере падения скорости, вследствие известной зависимости φ(v) возрастает как величина коэффициента сцепления при юзе колеса, так его максимальное значение. При этом экстремум коэффициента сцепления в случае торможения колеса юзом достигается однократно при наибольшей за процесс торможения линейной скорости и его значение будет минимальным. При использовании АБС прохождение экстремума происходит многократно, вплоть до остановки автомобиля. По известным оценкам, изменение коэффициента сцепления в диапазоне линейных скоростей от 5 до 90 км/ч может составить до 12-15 % на сухом асфальтобетоне и до 30-35 % на мокром, что является одной из причин возникновения нерасчетных нагрузок.
Второй причиной является неучет динамических процессов в элементах подвески при нагружении колеса существенно нестационарными тормозными силами. Доля их составляющих была определена на основе исследований математической модели подвески автомобиля, учитывающей податливость элементов в продольном направлении [2].
Для ответа вопрос о необходимости коррекции методов расчета подвески в ВолгГТУ были проведены комплексные исследования, включающие в себя дорожный и лабораторный эксперименты, а также расчет динамики элементов на разработанной математической модели и исследование действующих напряжений в передней подвеске с помощью метода конечных элементов.
Основной целью лабораторного эксперимента являлось определение продольных характеристик передних подвесок серийных автомобилей, а именно жесткости и демпфирования. Экспериментальное определение характеристик проводилось на автомобилях ИЖ-2125, ИЖ-2717, ВАЗ-2106, ВАЗ-2115. В процессе эксперимента колесо автомобиля выводилось из состояния равновесия с помощью импульсного воздействия силы в продольном направлении, после чего фиксировался процесс затухающих колебаний оси колеса. Для регистрации процесса применялись виброаппаратура ВИ-6ТН с датчиком перемещений ДП-2СМ, внешний модуль АЦП/ЦАП E-440 производства -КАРД» и ПК.
Обработка полученных осциллограмм позволила вычислить приведенную жесткость и демпфирование в элементах подвески.
Результаты расчетов на математической модели системы «подвеска-колесо-дорога» позволили, во-первых, получить значение сил, вызывающих деформацию элементов передней подвески, а во-вторых, сделать вывод о существенном влиянии на величину данной силы продольной жесткости и демпфирования.
Расчеты показали, что только вследствие инерционных процессов в элементах подвески при функционировании АБС возникающие усилия превышают расчетные на 14%. К этому следует добавить 15% от роста коэффициента сцепления по мере снижения линейной скорости.
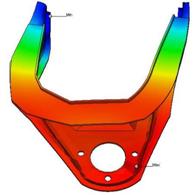
На следующем этапе были смоделированы рычаги испытуемых автомобилей и проведен прочностной расчет с помощью стандартной программы, основанной на методе конечных элементов. К рычагам в указанных точках прикладывалась сила, полученная в результате расчета на математической модели, описанной в работе [2]. Полученное напряженно - деформированное состояние рычагов (рис. 1,2) полностью соответствовало характеру деформации, зафиксированной в результате дорожных испытаний, что свидетельствует о правильности расчетов и целесообразности введения в прочностной расчет метода конечных элементов в рассматриваемом случае.
Проведенные исследования показали, что при установке АБС на автомобили необходима коррекция традиционной методики расчета элементов подвески.
С этой целью существующую методику силового расчета элементов подвески следует дополнить следующим:
1. Учесть увеличение возникающих в элементах нагрузок вследствие динамических процессов от действия существующих нестационарных тормозных сил. Последнее достигается либо расчетом на динамической модели подвески, либо с помощью введения коэффициента динамичности, который зависит от типа подвески, расположения элементов и упругодемпфирующих связей.
|
|
Рис. 1. Напряженно деформированное состояние рычага ВАЗ-2106 | Рис. 2. Напряженно деформированное состояние рычага ИЖ-2125 |

2. Для расчетов элементов передней подвески автомобиля с АБС учесть дополнительно режим экстренного торможения при этом применять современные методы расчета на прочность, например, метод конечных элементов, который позволяет адекватно, точно и без привлечения дополнительных затрат производить прочностной расчет.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
