

5. Коэффициент вариации по удлинению нити при разрыве
6. Количество кручений на 1м нити
7. Коэффициент вариации по крутке
8. Линейная усадка
9. Плотность намотки
10. Содержание пороков
11. Отклонение фактической или кондиционной линейной плотности от номинальной
12. Коэффициент вариации по линейной плотности
13. Фактическая влажность
Таким образом наиболее важными характеристиками работы пары трения нить – нитеконтактирующая деталь для сохранения целостности полиамидной нити являются:
- величина удельной разрывной нагрузки;
- критическая деформация, которая выражается величиной удлинения нити при разрыве.
Эти характеристики и были исследованы. В качестве образцов были представлены следующие полиамидные нити линейной плотности: 3,3 текс, 5 текс, 10 текс выработанные на кафедре ПХВ МГТУ им. . Отбор проб и испытания проводились в соответствии с ГОСТ 6611.0-73 – 6611.4-73 "Нити текстильные. Правила приемки и методы испытаний".
Результаты исследования этих характеристик представлены в таблице.
Показатели качества нити | 3,3 текс | 5 текс | 10 текс |
Удельная разрывная нагрузка, Н Относительная разрывная нагрузка, Н/текс Удлинение нити при разрыве, мм | 0,70±0,037 0,21±0,010 27,88±1,637 | 1,01±0,058 0,20±0,010 46,49±1,943 | 1,47±0,043 0,15±0,003 38,91±1,511 |
Из результатов таблицы видно, что нагрузки и деформации, испытываемые нитью при текстурировании, для конкретных нитей, не должны превышать предельных значений.
При этом априорно можно предположить, что весьма важным является обеспечение благоприятного микропрофиля фрикционных дисков и его материала. Так как на всем пути движения с высокими скоростями, огибая рабочий профиль фрикционного диска, нить контактирует преимущественно с микровыступами его поверхности. Учитывая, что высота микронеровностей поверхности диска и диаметр элементарных волокон комплексной нити могут быть соизмеримы, можно допустить, что нить в процессе текстурирования постоянно испытывает кратковременные (импульсные) нагрузки со стороны микровыступов рабочего профиля. При этом целостность элементарных нитей, а, следовательно, и комплексной текстурируемой нити, зависит от воспринимаемых удельных нагрузок, уровень и частота которых определяется регулярностью микропрофиля и формой контактирующих с ней микровыступов.
Список литературы
1. Синтетические полиамидные волокна. М., «Мир», 1966.
2. , . Текстильное материаловедение, часть 1. М., Легпромбытиздат, 1985.
3. и др. Производство текстурированных нитей и высокообъемной пряжи/ Усенко Г. В., , 1980.
4. Чичинадзе и исследование внешнего трения при торможении. М., Наука, 1967.
5. , Кирюхин качества и стандартизация текстильных материалов. М., Легкая индустрия, 1974.
6. , Кирюхин и прогнозирование качества текстильных материалов. М., Легкая и пищевая промышленность, 1984.
7. Фомин . Управление качеством. Сертификация. Курс лекций. М., ЭКМОС, 2000.
УДК 677.463.022.955:77
Определение натяжения баллонирующей нити
с ипользованием цифровой фотографии
, ,
Московский государственный университет им. ,
(4, (4
В настоящее время в технике все шире применяются основовязаные трикотажные полотна из высокомодульных сверхтонких нитей. Для удобства работы с такими нитями на кафедре механической технологии волокнистых материалов МГТУ им. создана технология превращения их в комбинированные текстильно-металлические нити.
Прядь, состоящая из двух, или трех очень тонких, параллельных высокомодульных нитей, обкручивается сначала химической нитью в одном направлении, а затем другой подобной нитью в противоположном направлении.
Контактное взаимодействие двух скрученных между собой упругих нитей должно обеспечить прохождение текстильно-металлической нити через нитепроводящие и петлеобразующие органы основовязальной машины без относительного смещения металлического и химического компонента. Силовое же взаимодействие этих нитей, помимо упругих свойств каждой из нитей, в первую очередь определяется натяжением химической состовляющей скручиваемых нитей. Кроме того, величины натяжений компонентов создают равномерную структуру результирующей нити, без чего дальнейшая переработка текстильно-металлической нити вообще невозможна.
Основным источником возникновения и дальнейшего регулирования натяжения химического компонента является баллонирование нити при ее сматывании с катушки (Рис.1).

Рис.1 Баллонирование нити при сматывании с катушки
Цель данной работы – определение натяжения химического компонента комбинированной нити, необходимого для наилучших результатов дальнейшей переработки комбинированной нити.
Расчетная схема баллона сматывания дана на рис.2.
|
Рис.2 Расчетная схема баллона |
Будем считать нить достаточно «пологой» (Рис. 1). Длина нити l мало отличается от расстояния h между точками закрепления нити. Тогда угол a между касательной к нити и осью вращения х является малым и производная y¢ = tg a << 1.
Баллонирующую нить можно рассматривать в условиях контурного или установившегося движения, когда движущаяся нить сохраняет все время форму некоторой неизменяемой линии. Тогда движущуюся вдоль перемещающейся неизменяемой линии нить можно рассматривать как находящуюся в покое, если действительное натяжение нити Т заменить кажущимся ![]() и к действующим на нить силам f добавить силы инерции: относительную касательную (
и к действующим на нить силам f добавить силы инерции: относительную касательную (![]() ), переносную (
), переносную (![]() ), кориолисову (
), кориолисову (![]() ) на вращающиеся с нитью координатные оси Оху в соответствии с рис. 2 [1]. Проектируя основное уравнение контурного движения идеально гибкой нерастяжимой нити
) на вращающиеся с нитью координатные оси Оху в соответствии с рис. 2 [1]. Проектируя основное уравнение контурного движения идеально гибкой нерастяжимой нити ![]() линейной плотности µ на координатные оси получим два уравнения контурного движения вращающейся нити:
линейной плотности µ на координатные оси получим два уравнения контурного движения вращающейся нити:
![]() .
.
Кажущееся натяжение![]() определено равенством
определено равенством ![]() , где
, где ![]() - относительная скорость нити.
- относительная скорость нити.
Путем преобразований, используя приближенное соотношение, получающееся при разложении радикала в ряд по степеням у, ![]() , было получено общее решение задачи для «пологой» вращающейся нити
, было получено общее решение задачи для «пологой» вращающейся нити ![]() , а также натяжение нити
, а также натяжение нити  . Постоянные интегрирования определены из уравнений
. Постоянные интегрирования определены из уравнений ![]() и
и ![]() .
.
Эксперимент проводился на крутильном устройстве, снабженным водилкой. В эксперименте использовалась вискозная нить линейной плотность 8,3 текс, частота вращения баллона составляет 10500 мин-1. Фотографирование баллонирующий нити производилось цифрововой фотокамерой с расстояния 0,5 м при экспозии 1/200 (Рис. 1). Полученный снимок маштабировался в среде Аutocad. С помощью данной среды были определены такие параметры, как длина образующей баллона (l = 0,118 м), а также высота и радиус баллона (h = 0,111 м и R = 0,039 м), α0=22,6о.
Для экспериментальных данных был выполнен расчет натяжения по описанной методике. Расчет производился с использованием Мathcad Professional 2001. Результаты представлены в виде графика на рис. 3.
|
Рис. 3 Зависимость натяжения нити |
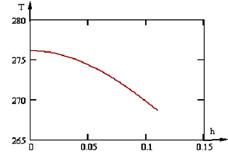
Максимальное расчетное натяжение в баллоне в точке касания нитью ните-проводника составило 27,6 сН. Натяжение нити, проведенное с использованием тензометри-ческой установки при данных условиях составило 30 сН, что хорошо согласуется с расчетом.
Список литературы
. Прикладная механика нити // МГТУ им. , Международная программа образования, Москва 2001, С.41…71.
УДК 681.2.002
МЕХАНИЗМ ИМИТАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ХЛОПЧАТОБУМАЖНОГО ПРОИЗВОДСТВА НА ЭВМ
, ,
Камышинский технологический институт (филиал) ВолгГТУ
Тел.(844Fax (844E-mail: *****@***ru
Объектом имитации является последовательная обработка исходного текстильного материала на нескольких машинах поточной линии. Каждая i-ая машина обеспечивает выполнение технологического процесса, состоящего из совокупности j-ых операций обработки, реализуя таким образом функциональные действия FDij. Обработку исходного материала на поточной линии можно рассматривать как сложную производственную систему, в которой обработка на каждой i-ой машине является технико-технологической подсистемой или компонентой Ki всей системы [1].
Функционирование компоненты Ki представляет собой определенную последовательность FDij. В результате выполнения FDij в Ki происходят события Sij (смена технологического состояния подсистемы Ki). При этом любое FDij выполняется на некотором временном интервале τij. Каждая Ki характеризуется понятием локального времени ti. В сложной системе все ti изменяются одновременно, однако характер этих изменений различен и определяется последовательностью временных интервалов τij.
На основании рекомендаций, изложенных в работе [2], в имитационной модели сложной системы FDij заменяются упрощенными функциональными действиями ![]() . При этом степень упрощения определяет уровень детализации имитационной модели. Процедура замены FDij реализуется в следующей последовательности. Вначале выполняется
. При этом степень упрощения определяет уровень детализации имитационной модели. Процедура замены FDij реализуется в следующей последовательности. Вначале выполняется ![]() при неизменном значении ti, а затем отображается изменение ti на величину τij, инициируя появление события Sij.
при неизменном значении ti, а затем отображается изменение ti на величину τij, инициируя появление события Sij.
На рис.1 для принятого нами объекта имитации приведено графическое представление процедуры замены реальных функциональных действий в подсистеме Ki их моделями. Как видно из рис.1, в подсистеме Ki последовательно выполняются FDi1, FDi2, …, FDin, вследствие чего в Ki соответственно происходят события Si1, Si2, …, Sin (j=1, 2, …, n). С появлением нового Sij происходит изменение FDij и увеличение его временной координаты ti соответственно на величину τi1, τi2, …, τin. В процессе имитации появление событий Sij реализуется ступенчатой линией 0, 1, Si1, 2, Si2, …, n, Sin. Это означает, что вначале выполняется ![]() при неизменном ti, а затем отображается изменение ti на величину τij, предопределяя появление события Sij и т. д. При имитации порядок появления события может быть и обратным – сначала изменяется ti, а затем выполняется
при неизменном ti, а затем отображается изменение ti на величину τij, предопределяя появление события Sij и т. д. При имитации порядок появления события может быть и обратным – сначала изменяется ti, а затем выполняется ![]() .
.
|
Рис.1. Графическое представление процедуры замены |
В имитационной модели каждое ![]() описывается в общем случае некоторым алгоритмом ALij. В ходе имитации происходят реализации
описывается в общем случае некоторым алгоритмом ALij. В ходе имитации происходят реализации ![]() по соответствующим алгоритмам ALij и последующее изменение ti на величину τij. Таким образом, имитационная модель описывается набором элементарных модулей, каждый из которых содержит в себе описание алгоритма выполнения ALij соответствующего
по соответствующим алгоритмам ALij и последующее изменение ti на величину τij. Таким образом, имитационная модель описывается набором элементарных модулей, каждый из которых содержит в себе описание алгоритма выполнения ALij соответствующего ![]() и оператора Otij, осуществляющего изменение временной координаты ti на величину τij. Пару (ALij, τij ) называют ij-ой активностью имитационной модели и обозначают ACij. Реализация этой активности в имитационной модели приводит к появлению в модели сложной системы очередного события Sij.
и оператора Otij, осуществляющего изменение временной координаты ti на величину τij. Пару (ALij, τij ) называют ij-ой активностью имитационной модели и обозначают ACij. Реализация этой активности в имитационной модели приводит к появлению в модели сложной системы очередного события Sij.
Как было отмечено выше, хлопчатобумажное производство как сложная система состоит из нескольких технико-технологических подсистем (компонент) Ki, которые функционируют одновременно. Для обеспечения имитации параллельных событий реальной системы вводится некоторая глобальная переменная t0, называемая модельным временем [2]. С помощью этой переменной можно организовать синхронизацию всех событий Sij в модели и квазипараллельное выполнение алгоритмов ALij компонент Ki.
Корректировка временных координат ti нескольких Ki с помощью модельного времени t0 осуществляется следующем образом. При совпадении конкретных ti (tij) в процессе выполнения ALij нескольких Ki (в реальной системе происходит одновременно несколько событий Sij) последовательно обслуживаются ALij, совпадающие по времени выполнения. В этом случае модельное время t0 не меняется до окончания выполнения всех совпавших по времени реализаций алгоритмов ALij. После каждой реализации ALij выполняется оператор корректировки временной координаты Otij. Таким образом, корректировка сводится к вычислению нового конкретного значения ti, при котором происходит событие Sij, tij = t0+ τij
Это значение временной координаты ti запоминается и используется для определения момента новой активизации компоненты Ki. После завершения имитации одновременно появившихся событий Sij, выполнения соответствующих алгоритмов активностей ALij и проведения корректировки временных координат ti меняется значение глобальной переменной модели t0.
Процедура изменения модельного времени в имитационной модели реализуется управляющей программой-монитором. Существуют два способа изменения t0: с помощью фиксированных и переменных интервалов изменения модельного времени. Для принятого нами объекта имитации на этапе разработки модели и ее программирования выбор сделан в пользу способа фиксированного интервала, исходя из следующих соображений:
1.Установлено [1], что события Sij на всем интервале моделирования распределены равномерно, и их формирование осуществляется группами. В результате этого представляется возможным подобрать интервал изменения временной координаты, обеспечивающий минимальную погрешность имитации.
2. Групповое обслуживание всех событий Sij, которые попали в интервал очередного шага t0, приводит к значительному сокращению машинного времени.
3. Данный способ изменения модельного времени менее сложен, его проще задавать и надежно контролировать.
Окончательный выбор способа изменения модельного времени на основе минимизации погрешности имитации и последующее уточнение t0 будет являться предметом исследований в процессе предварительных испытаний имитационной модели
Список литературы
1. , , Казначеева производственного процесса хлопкопрядения // Инновационные технологии в обучении и производстве: Материалы III Всероссийской конференции, г. Камышин, 20-23 апреля 2005 г. – ВолгГТУ, Волгоград, 2005. – с.
2. Максимей моделирование на ЭВМ.– М: Радио и связь, 1988. – 230 с.
УДК 519.682:677.21
разработка математических моделей
функционирования оборудования технологических
комплексов хлопкопрядильного производства
, ,
Камышинский технологический институт (филиал) ВолгГТУ
Тел.(844-Fax (844-57). E-mail: *****@***ru
Возможности моделирования сложных систем обусловлены рядом принципов, основными из которых являются декомпозиция и иерархичность описания объектов. Разработка математических моделей хлопкопрядильного производства, как сложной иерархической системы, с учетом рекомендаций [1] начинается с декомпозиции ее на конечное число частей до получения элементов, удобных для математического и алгоритмического описания.
Исходя из выше обозначенных принципов, применительно к целостному процессу функционирования технологических комплексов хлопкопрядильного производства, представляется возможным выделить на уровне структурных элементов ряд взаимосвязанных технико-технологических подсистем хлопкопрядения (Т1…Т4): «Разрыхление, смешивание и очистка хлопкового волокна», «Получение холста», «Формирование и выравнивание ленты», «Получение пряжи» (табл. 1). При этом каждая подсистема соответствует технологическому процессу, выполняемому определенным оборудованием механизированной линии.
Дальнейшая декомпозиция процесса хлопкопрядения позволяет выделить подсистемы низшего уровня (Т1.1…Т1.4; Т3.1, Т3.2) а также наиболее важные технологические операции (состояния оборудования С1…С15) для различных групп станков, выполняющих заданные функции в рамках этих подсистем (табл.2).
Таблица 1. Технико-технологические подсистемы хлопкопрядения
№ п/п | Подсистема | Код подсистемы |
1 | Разрыхление, смешивание и очистка хлопкового волокна 1.1. Предварительное рыхление пластов хлопка 1.2. Смешивание волокон 1.3. Очистка хлопка 1.4. Разрыхление хлопка 1.5. Распределение волокна | Т1 Т1.1 Т1.2 Т1.3 Т1.4 Т1.5 |
2 | Получение холста | Т2 |
3 | Формирование и выравнивание ленты 3.1. Формирование ленты 3.2. Выравнивание ленты | Т3 Т3.1 Т3.2 |
4 | Получение пряжи | Т4 |
Таблица 2. Кодирование технологических состояний оборудования прядильного производства
№ п/п | Технологическое состояние | Код состояния |
1 | Подготовительно-заключительная операция | С1 |
2 | Предварительное рыхление и расщипывание пластов хлопка | С2 |
3 | Смешивание волокон различных партий | С3 |
4 | Очистка хлопка | С4 |
5 | Дальнейшее разрыхление хлопка | С5 |
6 | Распределение волокна, регулирование поступления хлопка | С6 |
7 | Завершение разрыхления и очистки хлопкового волокна, получение холста | С7 |
8 | Чесание, утонение слоя волокна и формирование ленты | С8 |
9 | Распрямление и параллелизация волокон, утонение и выравнивание ленты | С9 |
10 | Вытягивание, утонение и скручивание ленты, получение пряжи | С10 |
11 | Вспомогательные технологические операции | С11 |
12 | Отказ по техническим причинам | С12 |
13 | Отказ по технологическим причинам | С13 |
14 | Простой оборудования из-за отсутствия фронта работ | С14 |
15 | Контрольная операция | С15 |
На основании данных, приведенных в табл. 1 и 2, а также графов технологических состояний станочного оборудования [2] разработаны математические модели технико-технологических подсистем:
а) подсистема «Разрыхление, смешивание и очистка хлопкового волокна»
где C![]() (С1, С2, С3, С4, С5, С6, С12, С14); Сm (C2 C3 C4 C5 C6); t и Δt – произвольный момент и шаг приращения времени моделирования; Nх(t) – случайная функция количества хлопка; Nx – необходимое количество хлопка; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tох(t), tотп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, обработки хлопка, отказа по техническим причинам, простоя оборудования; Tпз, Tох, Tотп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, обработки хлопка, отказа по техническим причинам, простоя оборудования.
(С1, С2, С3, С4, С5, С6, С12, С14); Сm (C2 C3 C4 C5 C6); t и Δt – произвольный момент и шаг приращения времени моделирования; Nх(t) – случайная функция количества хлопка; Nx – необходимое количество хлопка; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tох(t), tотп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, обработки хлопка, отказа по техническим причинам, простоя оборудования; Tпз, Tох, Tотп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, обработки хлопка, отказа по техническим причинам, простоя оборудования.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
