

Отрицательный знак в формуле (6) указывает на то, что направление вращения выходного звена обратно направлению входного вала. Для получения относительно небольших редукций угловых скоростей можно в одной ступени использовать колеса с одинаковыми числами зубьев.
В исследуемой передаче оксоидами в зацеплении являются два прямых круговых конуса (рис.2), имеющих внутреннее касание вдоль общей образующей ОР.
|
Рис. 2 |
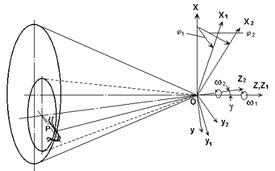
В рассматриваемой нами равносмещенной передаче начальные конуса совпадают с делительными. На внутренней поверхности начального конуса 1, принадлежащий колесу, расположены прямобочные зубья, а на наружной поверхности начального конуса 2, принадлежащий шестерни, располагаются зубья, боковые поверхности которых являются огибающими плоских граней зубьев колеса [3].
Изобразим делительный конус колеса 1 с одной впадиной зуба, боковые стороны которого представляют собой плоскости (рис. 3). При этом зубья у этого колеса располагаются на внутренней поверхности делительного конуса. Плоскость, образующая боковую грань этого зуба колеса, является одновременно производящей поверхностью.
|
|
Рис. 3 |
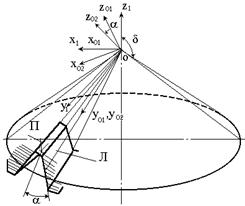
Поверхность зацепления в прямозубой конической передаче внешнего зацепления имеет вид симметричной восьмерки (октоиды), что и определило название такого зацепления. Зацепление реальных зубьев в такой передаче происходит на прямолинейных участках октоиды.
Разработана методика расчета геометрических параметров прецессирующей конической передачи внутреннего зацепления. Создана расчетная математическая модель кинематики прецессирующей передачи, базирующаяся на научно-технических разработках авторов и реализованная с учетом специфики работы привода на персональных компьютерах как с использованием современного программного обеспечения для САПР, так и программным обеспечением собственной разработки.
Список литературы
1. Лакота, механических передач для электромеханических модулей промышленных роботов / , -Соколов, . Вестник машиностроения.-1982.-№10.-С.6-9.
2. Павлов, Б. И., Кинематика планетарной прецессионной конической передачи с внутренним зацеплением / , .- Машиностроение.- 1972.- № 4.- С.37-40.
3. Кислов, моделирование на ЭВМ геометрии внутреннего зацепления прямозубой конической передачи / ; ВолгПИ.- Волгоград, 1990.- 20с.- Деп. В ВНИИТЭМР 19.04.90. №88.
УДК 621.791.76:621.7.044.2.001.5
ОСНОВНЫЕ ПРЕДСТАВЛЕНИЯ О МЕХАНИЗМЕ ВЗРЫВНОГО
ПЛАКИРОВАНИЯ ДЕТАЛЕЙ МАШИН ТВЕРДЫМИ СПЛАВАМИ
Волгоградский государственный технический университет
Тел/, E-Mail: *****@***ru
Нанесение на поверхность деталей машин износостойких покрытий из твердых сплавов зачастую оказывается невозможным из-за взаимодействия компонентов покрытия и материала подложки во время спекания, необходимого для формирования твердого сплава. Решение этой проблемы возможно при использовании технологии взрывного плакирования, обеспечивающей не только качественную напрессовку порошкового слоя на поверхность заготовки детали, но и возможность получения готового твердого сплава без операции спекания.
При проведении подобной операции исходную порошковую смесь обычно располагают на поверхности монолитной металлической подложки и нагружают путем подрыва накладного заряда ВВ через промежуточную прокладку, отделяющую продукты детонации от порошка. Процесс прессования сопровождается распространением по порошковой смеси падающей ударной волны и ее отражением от поверхности монолитной подложки и промежуточной прокладки. При этом рост температуры порошкового материала происходит в основном в первой волне, движущейся по невозмущенному порошку, а максимальное давление его сжатия достигается в отраженных ударных волнах, что является оптимальным с точки зрения сварки давлением.
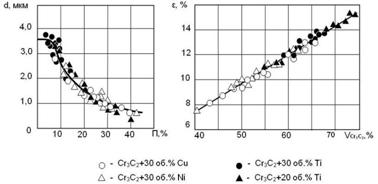
Исследование сплавов, полученных взрывной обработкой смесей порошков карбида хрома Cr3C2 с Cu, Ni и Ti в широком диапазоне параметров нагружения (в соответствии с проведенными расчетами температура разогрева порошка в ударных волнах изменялась в опытах от 200 до 1000 ºС, а максимальное давление ударно-волнового сжатия - от 4 до 16 Гпа), показало, что порошковые смеси с Ti уплотняются существенно лучше, чем смеси с Cu или Ni, что может быть объяснено более низкой аккустической жесткостью Ti, облегчающей его затекание в промежутки между карбидными частицами при ударно-волновом микровзаимодействии последних с частицами металлической связки в момент прохождения по
|
Рис.1. Зависимость пористости сплавов от температуры разогрева в ударной волне |
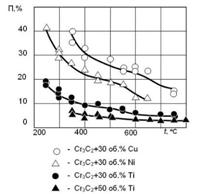
порошку падающей и отраженных ударных волн (рис.1).
Твердость сплавов с увеличением интенсивности ударно-волнового воздействия увеличивается, причем на ее плавный рост при увеличении температуры разогрева порошка в процессе обработки при 500 – 600 ºС накладывается скачек, свидетельствующий о формировании прочного соединения между составляющими исходной порошковой смеси (рис.2).
|
Рис.2. Зависимость твердости сплавов от температуры разогрева в ударной волне |

Установленная нижняя температурная граница области режимов сварки частиц порошка друг с другом на стадии уплотнения находится в хорошем соответствии с известными положениями сварки давлением, согласно которым для образования прочного соединения в твердой фазе необходимо обеспечить возможность пластической деформации обоих свариваемых компонентов, что в нашем случае может быть достигнуто лишь после разогрева карбидной составляющей смеси до (0,35-0,4)Тпл.
Переход карбида хрома в пластичное состояние в указанном диапазоне температур разогрева порошка в ударных волнах проявляется также в улучшении прессуемости порошковых смесей, что приводит к появлению изломов на кривых рис.2, соответствующих порошковым смесям с Cu и Ni, а также с небольшим количеством Ti.
Следует отметить, что твердость сплавов с титановой связкой существенно превышает твердость сплавов со связкой никелевой, а тем более медной (при использовании последней, как следует из рис.2, сварки карбидной и металлической фаз не происходит даже при благоприятных условиях температурно-силового воздействия), что может быть объяснено высокой склонностью Ti к карбидообразованию и, как следствие, большей энергией его связи с карбидной фазой, обусловленной термодинамической устойчивостью межфазных границ, в состав которых в нашем случае должны входить атомы хрома, углерода и металла связки.
|
Рис.3. Модель карбидного скелета |
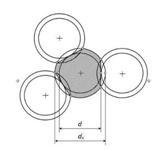
Исследование твердых сплавов, полученных взрывной обработкой, показало, что относительная удельная поверхность карбидной фазы в их структуре может принимать значения, отличающиеся от значения относительной удельной поверхности исходных карбидных частиц как в большую, так и в меньшую сторону, что свидетельствует о протекании как процессов их дробления, так и процессов совместной пластической деформации частиц, сопровождающейся образованием непрерывного карбидного скелета сплава.
Для оценки степени протекания указанных процессов была предложена модель карбидного скелета, основанная на сферическом приближении формы частиц до и после деформации (рис.3).
В соответствии с этой моделью в качестве величины, характеризующей размер частиц карбидной фазы, рассматривался “восстановленный” диаметр d, а степень их деформации оценивалась по относительному изменению диаметра от d до dx. Значения величин d и dx при этом вычислялись на основании данных по удельному объему и относительной удельной поверхности карбидной фазы, измеренным металлографически.
Проведенные исследования показали, что независимо от типа и количества металлической связки интенсивность дробления карбидных частиц однозначно связана с остаточной пористостью твердых сплавов, а степень их пластической деформации – с содержанием карбидной фазы в структуре сплава после взрывной обработки (рис.4). На режимах нагружения, обеспечивающих получение практически беспористых материалов, средний размер карбидного зерна оказывается равным среднему размеру частиц карбидной фазы в исходной смеси порошков.
|
Рис.4. Связь диаметра карбидных частиц и степени их деформации с пористостью и удельным объемом карбидной фазы в структуре твердых сплавов |
Установленные закономерности свидетельствуют, что в рассматриваемых условиях дробление карбидных частиц происходит преимущественно по откольному механизму в результате выхода ударных волн на их свободные поверхности, а деформация является следствием взаимодействия частиц друг с другом по контактным поверхностям.
Исследования условий сохранения порошковых покрытий на монолитных подложках при нанесении их с использованием скользящего взрывного нагружения показали, что сохранение порошкового покрытия на плакируемой поверхности имеет место лишь в том случае, когда значение массовой скорости частиц за фронтом ударной волны в порошке при взрывной обработке не превышает 600 м/с (см. рис.5). При большем ее значении наблюдается сначала частичный (при скорости до 750 м/с), а затем и полный (при больших значениях скорости) вынос материала покрытия с поверхности подложки.
|
Рис.5. Условия сохранения порошкового покрытия |
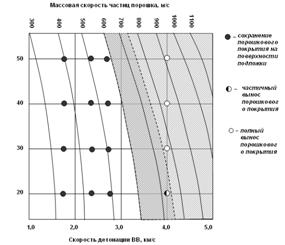
Следует отметить, что достижение в процессе ударно-волновой обработки по выбранной схеме нагружения скорости частиц порошка, равной 600 м/с, обеспечивает разогрев смесей карбида хрома с титаном лишь на 200...250ºС, что не достаточно для протекания процессов формирования из них твердых сплавов. Это в свою очередь, означает, что при использовании взрывчатых веществ, имеющих скорость детонации, меньшую, чем скорость звука в материале подложки, нанесение твердосплавных покрытий на основе карбида хрома по схеме со скользящим нагружением исходной смеси порошков, расположенной непосредственно на поверхности плакируемой заготовки, минуя спекание, не возможно.
|
Рис.6. Микроструктура порошкового покрытия |
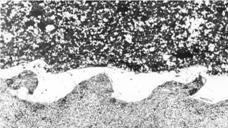
Как показали эксперименты, для устранения выноса порошкового покрытия при скользящем нагружении на режимах, обеспечивающих необходимый для формирования твердого сплава разогрев прессуемого материала до 500-600ºС, необходимо размещать слой исходной порошковой смеси с зазором относительно покрываемой поверхности, например на металлической фольге, которая будет соединяться с подложкой в процессе ударно-волновой обработки по обычному для сварки взрывом механизму (см. рис.6).
УДК 621.923.77
ИССЛЕДОВАНИЕ ПОВЕРХНОСТНОГО ТЕХНОЛОГИЧЕСКОГО
ВОЗДЕЙСТВИЯ НА КАЧЕСТВО ПОВЕРХНОСТИ ПРИ
ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ
РОЛИКАМИ
Мартыненко Р. Ю.
Камышинский технологический институт (филиал) ВолгГТУ
Тел: (844, E-mail: *****@***ru
Поверхностное пластическое деформирование (ППД) деталей машин и частей металлических сооружений в настоящее время привлекает все большее внимание как исследователей, так и производственников. Методами ППД удается во многих случаях существенно повысить сопротивление разрушению деталей, работающих в условиях переменных нагрузок или подвергающихся истиранию.
Обоснование и рациональный выбор параметров обработки ППД является важной задачей для достижения заданных характеристик поверхности. Поэтому целью данного исследования являлось выявление общих закономерностей формирования показателей качества при реализации процессов ППД и разработка на этой основе рекомендаций по контролю и управлению технологическим процессом ППД.
Из всех показателей качества поверхности были выбраны для подробного рассмотрения глубина упрочнения и шероховатость поверхности. В результате проведенного исследования проанализировано влияние конструктивно-технологических факторов процесса ППД на формирование качества поверхностного слоя, систематизированы полученные данные и выявлена взаимосвязь между эксплутационными показателями поверхностей деталей, обработанных ППД, показателями качества поверхности и технологическими факторами обработки. Получены зависимости, определяющие влияние подачи, усилия деформирования, скорости деформирования, размеров инструмента, детали на такие показатели качества поверхностного слоя как шероховатость и глубина упрочнения.
На основании проведенного исследования разработаны рекомендации по выбору рациональных режимов обработки ППД роликами для достижения заданных параметров качества поверхности.
УДК 681.2.002
ИЗМЕРИТЕЛЬНЫЙ КОМПЛЕКС ДЛЯ ОЦЕНКИ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Волгоградский госудаственный технический университет
Измерительный комплекс для оценки процессов механической обработки предназначен для исследования процессов механической обработки на операциях точения, шлифования, суперфиниширования и других с целью повышения их эффективности.
Измерительный комплекс реализован по технологии сетей MicroLAN.
Структурная схема измерительного комплекса состоит из:
– датчиков, преобразующих контролируемые механические величины в электрические сигналы: датчика тока шпинделя, датчика внутреннего диаметра кольца, датчика скорости вращения шпинделя и датчика режимов работы станка;
– нормализаторов, приводящих диапазон изменения выходных сигналов датчиков к уровням, изменяющимся в диапазоне от 0 до +5 Вольт;
– аналого-цифровых преобразователей, преобразующих аналоговые нормированные сигналы датчиков в цифровую форму, требующуюся для ввода в компьютер;
– адаптера, преобразующего цифровые сигналы аналого-цифровых преобразователей в сигналы, соответствующие интерфейсу RS232;
– персонального компьютера, управляющего работой аналого-цифровых преобразователей, считывающего информацию с датчиков и обрабатывающего её в соответствии с алгоритмом, задаваемым специальным программным обеспечением.
– программного обеспечения, состоящего из программы сбора данных "OPROS" и программы обработки данных "ANALIZ".
Программа "OPROS" принимает и записывает данные о параметрах технологических процессов в компьютер. Программа "ANALIZ" обрабатывает данные, полученные с помощью программы "OPROS" со станка и вычисляет такие параметры, как припуск, мощность шпинделя, работу, затраченную на обработку заготовки, длительность чернового и чистового шлифования и др. По этим параметрам программа позволяет определять (по средним, максимальным и минимальным значениям) наилучший режим для данного круга и сравнивать результаты экспериментов для различных кругов, режимов, охлаждающих жидкостей и т. д. Визуализация в реальном времени позволяет увидеть поведение данных, полученных со станка, также программа позволяет наблюдать время цикла (обработки детали и др.).
Для более углубленного анализа результатов или распечатки данных можно воспользоваться кнопкой "Результаты в Excel 2000" после чего будет открыта для просмотра и печати таблица Excel2000, содержащая выбранные данные.
Мобильная конструкция комплекса позволяет проводить оценку и оптимизацию отдельной операции технологического процесса непосредственно в цеховых условиях. При необходимости комплекс позволяет передавать данные по стандартной витой паре на расстояние до 300 м. Высокая частота опроса датчиков (до 1изм/20мс) позволяет получить подробную картину процесса.
В настоящее время проведена отработка характеристики шлифовального круга и режимов шлифования на операции круглого внутреннего шлифования кольца на внутришлифовальном автомате мод. SIW 4/1 CAC с совмещением на одной операции чернового и чистового шлифования.
В данной конфигурации со станка, посредством аппаратной части измерительного комплекса, собираются данные по четырем каналам: сила тока шпинделя, внутренний диаметр обрабатываемого подшипникового кольца, скорость вращения шпинделя и текущий рабочий режим (рис. 1). Для других станков и операций эти каналы могут быть другими.
|
Рис. 1 Схема обработки и контролируемые параметры |
Анализ операции внутреннего шлифования с использованием комплекса позволил рекомендовать более эффективные режимы обработки, что позволило уменьшить время цикла на 30%.
УДК 621.787.4
СОВМЕЩЕННое РЕЗАНИе И ппд РОЛИКАМИ ДЛИННОМЕРНЫХ
цилиндрических деталей
Камышинский технологический институт (филиал) ВолгГТУ
E-mail: *****@***ru
Из всех цилиндрических деталей различного назначения, применяемых в машиностроении, наиболее трудоемкими и сложными при обработке являются длинномерные валы и трубы. Особенностью таких деталей является недостаточная жесткость и высокая склонность к значительным упругим деформациям под воздействием усилия обработки, что ведет к вынужденному снижению производительности и достигаемому качеству. Из всех известных методов обработки длинномерных валов наивысшей производительности, при высоких показателях качества обработанной поверхности и наименьшей себестоимости, позволяет достичь комбинированная обработка резанием и ППД роликами с использованием многорезцовых и многороликовых обрабатывающих головок. При этом схема, конструкция составляющих звеньев установки реализующей совмещенную обработку, характер закрепления заготовки, выбор технологических баз (в центрах или от наружной поверхности) оказывают решающее значение на производительность и обеспечение стабильности заданного качества обработки. Известные конструктивные решения совмещенной обработки обычно охватывают лишь обработку в технологической системе токарного станка с закреплением заготовки в центрах [1]. Однако наибольшей производительности можно достичь за счет обработки по принципу бесцентрового шлифования на проход, сократив до минимума вспомогательное время.
Как любой техническая система установка для совмещенной обработки может быть рассмотрена с функциональной точки зрения. В основе анализа функций установки и построения ее функциональной структуры применен принцип выделения и рассмотрения структур с двухуровневой иерархией, который заключается в разделении технической системы на несколько элементов, каждый из которых имеет вполне определенную функцию (или функции) по обеспечению работы технической системы или ее элементов.
Установка для совмещенной обработки резанием и ППД роликами работающая с самоподачей должна выполнять функции резания - Фр, поверхностного пластического деформирования - Фд, обеспечения главного движения - Фv и обеспечения движения подачи - Фs. Каждая из перечисленных функций должна быть отнесена к конкретному составляющему элементу установки.
В наиболее общем виде установка должна обязательно содержать режущую Р и деформирующую Д части, выполняющие соответственно функции резания - Фр и ППД - Фд, а для обеспечения функций главного движения и подачи могут быть введены дополнительные элементы в виде приводных устройств – Пу1…Пу4 (рис. 1, а). Если каждый структурный элемент будет выполнять одну функцию, то с учетом обеспечения обработки на проход схема установки по первому варианту (рис. 1, а) будет включать в себя шесть элементов, которые выполняют каждый одну функцию: приводные устройства Пу1 и Пу2 сообщают заготовке вращательно-поступательное движение и прохождение через неподвижно установленные режущую и деформирующие части, осуществляя таким образом функции Фs и Фv соответственно; Пу3 и Пу4 обеспечивают движение заготовки после выхода ее из контакта с Пу1 и Пу2 выполняя также функции Фv и Фs; режущая часть Р и деформирующая часть Д выполняют соответственно функции резания - Фр и ППД - Фд.
Для улучшения полученной конструктивно-функциональной модели технической системы проведен ряд шагов с целью уменьшения количества составляющих элементов. При этом выполнялись следующие правила: при удалении элемента выполняемая им функция передавалась одному из оставшихся; при объединении элементов в один функции также объединялись. В результате получена гамма схем реализующих совмещенную обработку с самоподачей (рис.1, б, в, г, д,).
1. Удаление элементов Пу2 и Пу3 с передачей функции обеспечения главного движения (Фv) объединенным режущей Р и деформирующим частям Д (рис. 1, б) может быть реализована по двум вариантам. Первый ведет к необходимости придания режущей и деформирующей части вращательного движения, при этом приводные устройства Пу5 и Пу6 должны получить дополнительные функции по удержанию от проворота обрабатываемой заготовки. Существенным недостатком этого варианта схемы является сложность обеспечения уравновешенности вращающейся рабочей головки (режуще-деформирующей), что ведет к занижению скоростных параметров, а, следовательно, и производительности обработки. Второй предусматривает вращение заготовки, но требует применения специальной конструкции приводных устройств, которые должны продольно подавать заготовку, не препятствуя ее вращению, что конструктивно трудно реализуемо.
2. Обратное разделение рабочей головки на режущую Р и деформирующие Д части, удаление элемента Пу6 и перераспределение между всеми элементами установки функций показано на рис.1, (в). Схема предусматривает использование деформирующей части для обеспечения функций подачи, вращения и деформирования, режущая часть осуществляет лишь функцию резания, а новый элемент Пу7 вращает и подает заготовку.
3. Схема, представленная на рис. 1, (г) получена объединением приводного устройства Пу7 с режущей частью, что может быть реализовано только на основе разработки принципиально новой конструкции деформирующе-режущего комбинированного инструмента.
4. Последняя схема (рис. 1, д) построена на основе известной конструкции ротационного комбинированного инструмента с применением режуще-деформирующего ролика [3], но при этом требует обоснования возможность его работы с обеспечением вращения и подачи обрабатываемой заготовки.
а) |
е) |
б) |
ж) |
в) | |
г) | |
д) | |
Рис.1 Результаты структурно-функционального анализа и синтеза конструктивной схемы установки для обработки длинномерных валов совмещенным резанием и ППД роликами с самоподачей: а, б, в, г, д - варианты схем установки; е – улучшенная схема установки с самоподачей обкатниками: Р – режущая часть, Д - деформирующая часть, Пу1…Пу7 – подающие устройства, Фр - функция резания; Фд - функция ППД; Фv - функция обеспечения главного движения; Фs - функция обеспечения движения подачи; ж – конструктивная схема установки: 1 – основание; 2 – корпус резцовой головки; 3, 4 – опорные конусы; 5,6 - деформирующие ролики; 7 – обрабатываемая деталь; 8 – резцы; 9 – пружины; 10 – зубчатые колеса; 11 – подшипники; 12 – корпус обкатника; 13 – рама; 14 – шестерня; 15 – трансмиссионный вал; 16 – электродвигатель; 17 – сепаратор; 18 – пружины; 19 – упоры. | |
Наиболее рациональной схемой для осуществления совмещенной обработки резанием и ППД с самоподачей, является третья схема (рис.1, в), имеющая наименьшее количество элементов, которая улучшена применением вместо приводного устройства Пу7 второй деформирующей части с дополнительной функцией Фд (рис.1, е). Конструктивная схема реализации данной схемы представлена на рис. 1, ж. После проработки и обоснования параметров установки изготовлен опытный образец установки (рис. 2). Установка состоит (рис. 1. ж) из двух обкатников и резцовой головки расположенной между ними. Привод осуществляется от электродвигателя 16, соединенного понижающей передачей с общим трансмиссионным валом 15. С вала 15 крутящий момент передается шестернями 14 на зубчатые колеса 10 обкатников, внутри которых запрессованы нажимные (опорные) конусы 3 и 4, находящиеся в постоянном силовом взаимодействии в процессе обработки с деформирующими роликами 5 и 6 соответственно. Деформирующие ролики для обеспечения определенного усилия деформирования, нагружены в осевом направлении постоянным усилием с помощью пружин 18, причем для ограничения их перемещения при отсутствии заготовки и настройки на минимальный размер служат упоры 19. Обрабатываемая деталь 7 за счет фрикционного взаимодействия с роликами получает вращение. Подача детали в продольном направлении обеспечивается за счет установки роликов по отношению к оси детали на угол самозатягивания.
Перед началом обработки заготовка подводится к роликам 6, которые за счет наличия конических фасок захватывают заготовку и сообщают ей движение по винтовой линии в направлении резцовой головки 2, где она входит в контакт с режущими кромками резцов 8, удаляющими с наружной поверхности припуск. При дальнейшем движении она захватывается роликами 5 второго обкатника, в результате чего осуществляется окончательная обработка детали поверхностным пластическим деформированием.
Описанный способ комбинированной обработки резанием и ППД роликами с самоподачей обкатниками и устройство его реализующее прошли успешное испытание и запатентованы [2].
|
|
|
|
|
|


Рис. 2. Экспериментальная установка для совмещенной обработки резанием
и ППД роликами с самоподачей.
Список литературы
1. , Кирсанова-, Акимов процессов резания и поверхностного пластического деформирования при автоматизированной токарной обработке валов // Вестник машиностроения. – 1985. -№ 1. – С.46-52.
2. Способ комбинированной режуще-деформирующей обработки и устройство для его осуществления. Патент № 000. Опубл. 27.02.2005. Бюл. № 6. , ,
3. Чистосердов инструменты для отделочно-упрочняющей обработки. - Минск: Беларусь, 19с.
УДК 621.923
ИССЛЕДОВАНИЕ закономерности распределения ИЗНОСА
скалыванием зерен из электрокорунда
при микроцарапании
,
Волжский политехнический институт (филиал) Волг ГТУ
E-mail: *****@***ru
Исследования проведены на круглошлифовальном станке мод. 3Б153 без применения СОЖ. Шлифзерно марки 25А зернистости 25 заделывали в оправку на величину равную приблизительно половине размера зерна. Оправку с зерном закрепляли в стальной диск. Скорость резания была постоянной и равной 30 м/с. В качестве обрабатываемого материала использовали закаленную сталь 45 HRC 52. Микроцарапание осуществляли с постоянно увеличивающейся глубиной резания. За время эксперимента зерно изнашивали до 50 мкм или до вырывания зерна из оправки.
Момент скалывания фиксировали по характерному уменьшению длины риски на фоне общего её увеличения или по прекращению царапания, которое может быть в результате вырывания зерна из оправки или при скалывании вершины на величину, превышающую в данный момент глубину резания. В последнем случае через некоторое время царапание возобновлялось.
В экспериментах фактическую глубину резания-скалывания определяли по длине дуги контакта. Величину радиального износа зерна скалыванием ∆ находили формуле:
∆ = ti – ti+1 + ∆l ∙ tgα, если ∆>tф, ∆ = ∆l ∙ tgα,
где ti – глубина риски, после которой обнаружено скалывание, то есть уменьшение размера длины дуги контакта; ti+1– глубина последующей риски с уменьшенной длиной дуги контакта; ∆l – расстояние между рисками; α – угол наклона поверхности образца. Если на i-той риске произошло скалывание вершины зерна на величину, превышающую глубину резания, то глубина i + 1 риски в формуле равна нулю.
Максимальная глубина резания без разрушения зерна не превышает 20 мкм. Данный диапазон глубин резания был разбит на интервалы по 2 мкм и определены выборки значений радиального износа зерен, полученные для соответствующего интервала глубин резания, при которых наблюдалось изнашивание зерна скалыванием. Поскольку объем выборки в интервале глубин резания-скалывания зеренмкм был мал, два последних интервала объединены. В каждом из девяти интервалов глубин резания-скалывания исследовали закономерность распределения радиального износа зерна. На рисунке 1 приведена гистограмма распределения ∆ на глубине резания-скалывания зерна в диапазоне от 8 до 10 мкм.
Для описания гистограмм выбраны четыре закона распределения случайных величин: Гамма, Вейбулла, логарифмически нормальный и нормальный. Проверку всех статистических гипотез о законе распределения осуществляли для уровня значимости a=0,05. Гипотеза о нормальном распределении отвергается по результатам статистической проверки. Поэтому в таблице приведены данные только для оставшихся трех законов распределения.
|
Рис.1 Гистограммы распределения величины износа при |

Сравнение данных по критерию согласия Колмогорова показало, что при достаточно высоком значении вероятности P(λ) распределение величины износа вершин зерен в результате скалывания может быть описано распределением Гамма или Вейбулла (таблица 1). Выбранное распределение должно отражать физические факторы, выступающие в качестве причины скалывания. Наиболее вероятно, что размеры скола зависят от значения разрушающей нагрузки, которая в свою очередь подчиняются закону Вейбулла. Поэтому в качестве окончательного варианта было взято распределение Вейбулла.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
