

Для сравнения с результатами исследования геометрических параметров переходных кривых, полученными при натурных испытаниях, в таблице приведены также результаты, полученные методом математического моделирования.
Анализ параметров переходных кривых, полученных при натурных экспериментах и методом математического моделирования, показал, что различие этих значений не превышает 10 %. Поэтому имитационная модель процессов формирования переходной кривой при червячном зубофрезеровании является вполне адекватным средством для изучения параметров переходной кривой.
Список литературы
1. Микроскоп инструментальный ИМЦ 100 х 50 А: Описание.
2. Математическая теория планирования эксперимента / Под ред. – М.: Наука, 1983.– 392 с.
УДК 621.791
ИССЛЕДОВАНИЕ ЖИДКОФАЗНОГО ДИФФУЗИОННОГО
ВЗАИМОДЕЙСТВИЯ В СЛОИСТЫХ КОМПОЗИЦИОННЫХ
МАТЕРИАЛАХ СИСТЕМЫ Ti-Al.
, ,
Волгоградский государственный технический университет
Тел: (84, E-mail: *****@***ru
В последнее время на базе исследования диффузионных процессов в слоистых композиционных материалах (СКМ) активно разрабатываются комплексные технологии изготовления слоистых интерметаллидных композитов (СИК), обладающих уникальным сочетанием теплофизических и жаропрочных свойств [1, 2]. На кафедре «Материаловедение и композиционные материалы» Волгоградского государственного технического университета разработаны комплексные технологии производства слоистых интерметаллидных композитов из сочетаний Cu-Al, Fe-Ti, Fe-Al, Mg-Al и др. Однако, применение этих технологий для получения СИК системы Ti-Al вызывает определенные трудности.
По литературным данным [3] в титано-алюминиевых слоистых композитах ВТ1–АД1, ОТ4–АД1–АМг6 и др., образование и рост интерметаллидной прослойки TiAl3 на границе соединения металлов происходит при нагревах свыше 550°С при выдержках более 16–18 часов. Однако, как установлено исследованиями твердофазной диффузии, процесс роста прослойки TiAl3 происходит крайне медленно даже при температурах близких к температуре плавления алюминия, а ее толщина не превышает 15 мкм после термообработки композита ВТ1–АД1 при 630°С в течение 16 часов. Поэтому низкая интенсивность роста интерметаллидов при твердофазной диффузии на практике существенно осложняет технологию производства титано-алюминиевых СИК в связи с необходимостью уменьшения исходной толщины слоев СКМ до нескольких десятков микрометров с целью реализации в СИК требуемого соотношения основных и интерметаллидных слоев.
С учетом результатов исследований твердофазной диффузии в титано-алюминиевых соединениях (композитах) были выполнены эксперименты по определению возможности интенсификации диффузии в композите ВТ1–АД1 в результате взаимодействия титана с жидким алюминием при температурах от 675 до 750°С. Исходные толщины слоев КМ ВТ1-АД1 составляли 1,1 и 0,4 мм, соответственно. Установлено, что при термообработке качественно сваренного взрывом композита ВТ1–АД1 в диапазоне температур 675–750°С в течение до 3–4 часов на границе соединения сформировался интерметаллидный слой с матричной структурой в виде дисперсных интерметаллидных зерен в алюминиевой матрице, а полученная максимальная толщина диффузионных слоев достигала 0,4–0,6 мм, что многократно превышает толщину интерметаллидных прослоек после аналогичной длительности термообработки КМ при твердофазной диффузии. Рентгеноструктурный анализ показал, что частицы, образующие дисперсный интерметаллидный слой, являются интерметаллидом TiAl3.
Анализ результатов экспериментов позволил разделить процесс диффузионного взаимодействия титана с жидким алюминием на три характерных этапа: «начальная стадия» – малоактивный рост интерметаллидной прослойки; «стадия роста» – интенсивное образование дисперсных интерметаллидных частиц TiAl3 и формирование интерметаллидного слоя с постоянным, при каждой температуре, содержанием TiAl3; «стадия насыщения» – увеличение объемного содержания фазы TiAl3 в интерметаллидном слое до максимального значения.
Исследования показали, что увеличение температуры нагрева приводит к повышению интенсивности процесса образования интерметаллида TiAl3, в результате чего уменьшается продолжительность основных стадий взаимодействия, а в «стадии роста» ускоряется формирование интерметаллидного слоя и, одновременно, снижается объемное содержание интерметаллида TiAl3 (Vоб). Экспериментально установлено, что с увеличением температуры Vоб уменьшалось и составляло в среднем 80, 60 и 50 % при 675, 700 и 750 °С, соответственно, что объясняется изменением соотношения скоростей гетерогенных и гомогенных реакций в системе титан - расплав алюминия. По завершении «стадии насыщения» максимальные значения Vоб составляли от 95 до 90 % при изменении температуры нагрева от 675 до 750 °С.
Микромеханические исследования дисперсного интерметаллидного слоя показали, что его микротвердость значительно изменяется при увеличении объемного содержания частиц TiAl3: при росте Vоб до 40-50% микротвердость составляет 750–1000 МПа, а при Vоб = 90–95% достигает 4000–5000 МПа.
На основе проведенных исследований разработаны конструктивные схемы и комплексная технология получения титано-алюминиевых слоистых интерметаллидных композитов с использованием операции высокотемпературной термообработки, предусматривающей нагрев КМ выше температуры плавления алюминия для реализации жидкофазного диффузионного взаимодействия на границе соединения титан – алюминий.
Список литературы
1. Трыков, и теплофизические свойства слоистых интерметаллидных композитов. / , , // Сварочное производство. – 1997. – №7. – С
2. Трыков, технологии изготовления композиционных теплозащитных элементов. , , // Сварочное производство. – 2000. – №6. – С
3. Трыков, композиты на основе алюминия и его сплавов. / , . – М.: Металлургиздат, 2004. – 230с.
УДК 621.791
УПРОЧНЕНИЕ ФЕРРИТНО-ПЕРЛИТНЫХ СТАЛЕЙ ЛЕГИРОВАНИЕМ
С ЦЕЛЬЮ ПОВЫШЕНИЯ ИХ ОБРАБАТЫВАЕМОСТИ
Волжский политехнический институт (филиал) Волг ГТУ
Упрочнение сталей при легировании, с целью повышения обрабатываемости, характеризуется, прежде всего, величиной s0,2. Помимо легирования на s0,2 влияют структурные факторы: диаметр зерна феррита d, доля перлита П, деформационное упрочнение, проявляющееся при увеличении плотности дислокации р > 1010 см-2 , субструктурное упрочнение, связанное с измельчением субзерен при определенных режимах пластического деформирования.
Влияние легирования проявляется в изменении свойств феррита, изменении соотношения между перлитом и ферритом, как правило, в сторону увеличения содержания перлита. Легирование является необходимым условием дисперсионного упрочнения, обусловленного появлением дисперсных частиц второй фазы - карбидов, карбонитридов и других соединений.
Влияние различных факторов упрочнения на s0,2 легированной стали, характеризуется формулой:
s0,2 = s0 + Dsт. р. + Dsп + Dsд + Dsд. у. + Dsз. у (1)
Упрочнение феррита при растворении в нем легирующих элементов (Dsт. р.) выражается суммой, в которой каждое слагаемое является произведением содержания (Сi) i-го легирующего элемента в феррите на соответствующий коэффициент упрочнения (Ki). Для большинства легирующих элементов значения Ki известны, но значения Ci часто оказываются неопределенными, так как легирующие элементы распределяются между ферритом и другими фазами. Поэтому Сi, как правило, меньше содержания элементов в стали по данным химического анализа.
Исключением являются кремний, никель и фосфор, которые не образуют карбидов, и практически целиком содержатся в феррите.
Углерод и азот почти целиком содержатся в карбидах и карбонитридах, в феррите растворено около 0,01-0,02 % обоих элементов.
Активные карбидообразующие элементы - ванадий, ниобий, титан, цирконий - оказываются практически целиком в карбидах и карбонитридах.
Марганец распределяется между ферритом, сульфидом MnS и карбидом Fe3C, хром и молибден - между ферритом и карбидом.
В табл. 1 приведены расчетные формулы для количественной оценки доли упрочнения от действия каждого механизма упрочнения. Доля вклада отдельных факторов упрочнения в величину s0,2 различна.
Некоторые формулы являются эмпирическими, пригодными для приближенной оценки упрочнения.
Таблица 1. Факторы повышения предела текучести сталей с ферритно-перлитной структурой
Фактор | Расчетная формула | Ориентировочная доля,% | Легирующие элементы, увеличивающие долю упрочнения |
Напряжение трения | s0 = 2G*10-4 | 5-10 | - |
Легирование твердого раствора | Dsт. р = SKiCi | 25-40 | Mn, Si, Ni, P |
Содержание перлита | Dsп = АП | 5-15 | C, Mn, Ni, Cr, Mo |
Деформационное упрочнение | Dsд = amGbg1/2 где am = 0,5м | 3-5 | - |
Дисперсионное упрочнение | Dsд.= =0,85m(Gb/(2pl))Фln(l/2b) | 25-30 | V, Nb, Ti |
Зернограничное упрочнение (субструктурное упрочнение) | Dsз. у = Kуd-1/2 (Dsсуб = Ксd-1) | 30-40 | V, Nb, Ti |
Учет влияния растворенных в феррите элементов затруднен еще неоднородным распределением этих элементов между объемом зерен и тонкими слоями вблизи границ зерен. В силу указанных причин вклад твердорастворного упрочнения непостоянен и составляет 25-40 %.
Упрочнение за счет образования перлита определяется содержанием перлита и его дисперсностью. Структура перлита зависит от химического состава стали и условий охлаждения аустенита. Вклад в упрочнение оценивают эмпирическим коэффициентом А = 2,4 МПа/%, который умножается на П - количество перлита (%) в объеме стали.
Деформационное упрочнение Dsд определяется зависимостью:
Dsд = amGbg1/2 (2)
где a - коэффициент, характеризующий взаимодействие дислокации при деформировании;  т - ориентационный множитель, для железа am = 0,5; G = 85000 МПа - модуль сдвига железа;b = 0,25 нм - вектор Бюргера кристаллической решетки железа; g - плотность дислокации, см-2.
т - ориентационный множитель, для железа am = 0,5; G = 85000 МПа - модуль сдвига железа;b = 0,25 нм - вектор Бюргера кристаллической решетки железа; g - плотность дислокации, см-2.
Вклад деформационного упрочнения становится существенным, начиная с g > 1010 см-2, когда Dsд £ 100 МПа, Такую плотность дислокации сталь приобретает в результате интенсивного пластического деформирования. В горячекатаных (нормализованных) сталях g = 108...109 см-2 и Dsд снижается до 10-30 МПа. Дисперсионное упрочнение Dsд. у определяется соотношением
Dsд. у = 0,85m(Gb/(2pl))Фln(l/2b) (3)
где l- среднее расстояние между частицами второй фазы, м; Ф - коэффициент, характеризующий взаимодействие дислокации с частицами, для стали Ф = 1,25.
Дисперсионное упрочнение больше всего проявляется в сталях при легировании ванадием, ниобием, титаном, образующих в стали при соответствующей термической обработке дисперсные частицы карбидов, карбонитридов и нитридов.
Зернограничное упрочнение характеризуется соотношением
Dsз. у = Kуd-1/2 (4)
где К = 0,57...0,73 МПа*м1/2; d - диаметр зерна, м.
Диаметр зерна феррита определяется химическим составом стали и режимами ее обработки. Как правило, присутствие дисперсных частиц второй фазы способствует получению более мелких зерен феррита и повышению s0.2. При определенных режимах горячего деформирования (контролируемая прокатка, термомеханическая обработка) возникает субзеренная структура, когда зерно феррита разделяется дислокационными малоугловыми границами на субзерна. При развитой субзеренной структуре вместо зернограничного упрочнения учитывается субструктурное упрочнение, определяемое соотношением:
Dsсуб = Ксd-1 (5)
где Кc = 1,5*10-4 МПа*м - коэффициент упрочнения; d- средний диаметр субзерен, м.
Основными факторами упрочнения сталей с ферритно-перлитной структурой является зернограничное, твердорастворное и дисперсионное упрочнение.
При оценке упрочнения феррита по приведенной формуле учитывают массовую долю легирующего элемента, растворенного в феррите, а не массовую долю этого элемента в стали.
Таким образом, чем мельче зерно, тем выше прочность феррита. Эффективность зернограничного упрочнения определяется степенью измельчения зерна. Изменением размера зерна можно изменять прочность конструкционной стали.
Для сталей универсального применения, производимых в больших количествах, действенной мерой измельчения зерна и снижения Т50 является контролируемая прокатка. Упрочнение феррита при легировании увеличивает склонность к хрупкому разрушению. Однако влияние легирующих элементов на температуру перехода в хрупкое состояние проявляется по-разному.
В области малых массовых долей легирующих элементов температура перехода несколько снижается, а при больших массовых долях значительно возрастает. Никель в отличие от других легирующих элементов при любой массовой доле существенно понижает порог хладноломкости. Массовые доли (%) легирующих элементов, до которых понижается порог хладноломкости феррита, следующие: V, Cr< l, Si<0,8, Mn<2.
УДК 621.9
ГЕОМЕТРИЧЕСКАЯ МОДЕЛЬ АБРАЗИВНОГО ЗЕРНА
, ,
Волгоградский государственный технический университет
E-mail: *****@***ru; *****@***ru
Математическое описание сложных процессов, каковым является и процесс абразивной обработки, невозможно без определенной схематизации. , , и другие исследователи показали существенное влияние геометрии режущих элементов абразивных зерен на процесс удаления металла. К настоящему времени существует несколько математических моделей формы режущих зерен абразивного инструмента.
В качестве геометрической модели режущей части абразивного зерна предлагаются такие поверхности, как двуполостной гиперболоид вращения – , , или многогранная пирамида – , . В исследованиях утверждается необходимость учитывать наличие фаски износа на задней поверхности зерна.
Однако для подсчета количества зерен в единице объема (или на единице поверхности) абразивного инструмента недостаточно знать только форму режущей части зерна. Необходимо иметь математическую модель всего зерна. Нам представляется наиболее реальной и достаточно удобной для математического описания модель в виде вытянутого эллипсоида вращения. Достаточная точность приближения формы абразивного зерна эллипсоидом вращения подтверждается преобразованиями, выполненными на фотографии абразивных зерен микропорошков электрокорунда нормального.
Таблица 1
Зернистость | Наиб. диаметр, мкм | Наим. диаметр, мкм | Изометрия |
М14 | 19,37 | 15,17 | 0,783 |
М20 | 28,23 | 23,04 | 0,816 |
М28 | 37,42 | 28,33 | 0,757 |
М40 | 49,38 | 36,74 | 0,744 |
М50 | 80,20 | 53,41 | 0,666 |
М60 | 94,25 | 62,21 | 0,660 |
Статистическая обработка результатов измерений размеров абразивных зерен микропорошков электрокорунда нормального, проведенных по фотографиям зерен при помощи отпечатка объект-микрометра показала наличие корреляции между коэффициентом изометрии зерна и его размерами. Заметно (табл. 1), что зернистость микропорошков определяется по усредненному наименьшему размеру абразивного зерна. Следовательно, при расчете количества зерен в объеме или на поверхности инструмента следует учитывать увеличенные по отношению к зернистости значения размеров абразивных зерен.
УДК 621.644:621.36
МЕТОДЫ ДИСКРЕТНОЙ МАТЕМАТИКИ В ТЕХНОЛОГИЧЕСКОМ
ПРОЕКТИРОВАНИИ И УПРАВЛЕНИИ ПРОЦЕССАМИ ОБРАБОТКИ
, ,
Волгоградский государственный технический университет
E-mail: *****@***ru; *****@***ru
В настоящее время наибольшую перспективность в области металлообработки представляет применение адаптивных систем управления. В значительной степени это происходит вследствие того, что производительность и себестоимость обработки становятся зависимыми от эффективности самого процесса резания, так как затраты ручного труда и вспомогательного времени сильно уменьшаются, а доля машинного времени резко возрастает из-за увеличивающегося использования труднообрабатываемых материалов и повышения требований к точности обработки деталей.
Предлагаемая адаптивная система управления режимами резания токарного станка разрабатывается для работы совместно со станочным УЧПУ.
Целью предлагаемой системы является получение информации о процессе резания, определение оптимальных режимов резания симплекс методом при максимальной производительности обработки и передача полученных значений УЧПУ станка. Контроль процесса обработки осуществляется по эффективной мощности резания измеряемой на выходном валу электродвигателя главного движения станка.
Автоматизация проектирования такой же неотвратимый процесс, как и автоматизация производства. Привлечение ЭВМ к решению задач технологического проектирования связано с комплексом вопросов, касающихся особенностей работы ЭВМ. ЭВМ работают по строгим формальным алгоритмам, подчиняющимся законам математической логики, в связи с чем процесс технологического проектирования так же должен быть описан при помощи формальных алгоритмов.
В работе предлагается один из возможных подходов к автоматизированному проектированию маршрутной технологии обработки поверхностей с целью получения заданного качества. Для формализации поставленной задачи предлагается использовать методы дискретной математики.
Нахождение возможных технологических маршрутов обработки поверхностей по заданным критериям качества относится к неформализованным задачам, т. е. для данной задачи нет формальных методов решения. Если рассматривать последовательные «мгновенные» состояния поверхности в качестве узлов ориентированного графа, а технологические операции – в качестве ребер, то процесс формирования заданного качества может быть представлен сетевой математической моделью. В такой постановке формализованной становится не только задача нахождения возможной последовательности методов обработки, но и задача оптимального маршрутного проектирования.
УДК 621.791:621.771
ВЛИЯНИЕ ДЕФОРМАЦИИ РАСТЯЖЕНИЯ НА
МИКРОМЕХАНИЧЕСКИЕ СВОЙСТВА И КИНЕТИКУ ДИФФУЗИИ
В ТРЕХСЛОЙНОМ ТИТАНО-СТАЛЬНОМ КМ
, Трыков ю. п., , Слаутин о. в.
Волгоградский государственный технический университет
Тел: (84, , e-mail:mv@*****
Проведенные на кафедре «Материаловедение и композиционные материалы» ВолгГТУ исследования позволили установить, что система Ti-Fe является одной из перспективных в области разработки и промышленного применения слоистых интерметаллидных композитов (СИК). Технология получения СИК предусматривает сварку взрывом (СВ) многослойных пакетов и их последующую горячую прокатку (ГП) на толщину, обеспечивающую после завершающей высокотемпературной термообработки (ВТО) заданное объемное соотношение основных и образующихся в результате диффузии интерметаллидных слоев. Оптимизация заключительной операции комплексной технологии процесса ВТО сводится в основном к выбору температурно-временных условий нагрева, обеспечивающих за счет диффузии между титаном и сталью формирование на межслойных границах сплошных интерметаллидных прослоек толщиной до 300 – 320 мкм и твердостью 6 - 8 ГПа. На различных стадиях технологического процесса изготовления деталей и узлов из слоистых композиционных материалов (СКМ) применяются операции, связанные с пластическим деформированием (правка, гибка, прокатка и т. п.), поэтому учет влияния последних на структуру и свойства СКМ является важным аспектом при их расчете и проектировании.
Исходя из вышеизложенного, в настоящей работе исследовано влияние степени деформации при растяжении на микромеханические свойства и кинетику диффузии на межслойных границах 3-слойного композита состава титан ВТ1-0 + сталь 08кп + титан ВТ1-0.
Исследуемый КМ был получен сваркой взрывом на оптимальном режиме, обеспечивающем отсутствие опасных видов микронеоднородности на границах раздела слоев. Исходные толщины слоев титана и стали составляли 1,0..1,2 мм. Последующая ГП СКМ производилась при 700°С на двухвалковом прокатном стане до толщины 1 - 1,2 мм с обжатием за один проход 8..12%. После прокатки толщины слоев колебались в пределах 0,32..0,37 мм. Растяжение образцов проводили с помощью специально изготовленной оснастки, ВТО осуществляли в вакуумной печи СВШЛ 0,6-2/16 при температурах 750, 800 и 850°С в течение 1 часа. Микротвердость (Н) структурных составляющих измеряли на приборе ПМТ-3 при нагрузке 0,5 Н.
Испытания опытной партии образцов на растяжение показали, что максимальная деформационная способность КМ составила 14…15%. Установлено, что после растяжения образцов с увеличением степени деформации от 0 до 14% происходит повышение микротвердости в титановых слоях на расстоянии 40…50 мкм от границы раздела с 2,7 до 3,2 ГПа. При этом Н слоя железа остается на исходном (как и после ГП) уровне.
После ВТО при 750°С образуется диффузионная прослойка толщиной 6..8 мкм, причем ее толщина увеличивается пропорционально росту степени деформации. Так, при 0% деформации ее толщина составила 6 мкм, а при 14% - 8,2 мкм (рис.1). С увеличением температуры до 800ºС указанная тенденция сохраняется, но толщина прослойки увеличивается от 29,8 до 31,6 мкм. При повышении температуры до 850ºС происходит перераспределение остаточных напряжений, возникших при растяжении, поэтому влияние деформации на среднюю толщину интерметаллидной прослойки оказывается незначительным. Средняя толщина диффузионных прослоек составила 30,2..31 мкм. Таким образом, анализ экспериментальных данных позволил установить, что наиболее ускоренное развитие диффузионных процессов при ВТО с увеличением степени деформации наблюдается при относительно низких (до 800°С) температурах.
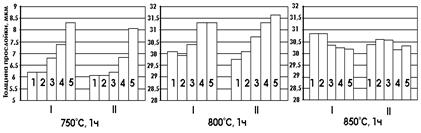
Рис.1 – Изменение толщины диффузионной прослойки
в 3-слойном титано-стальном композите на первой (I) и второй (II) границе
раздела в зависимости от степени деформации: 1 – 0%, 2 – 2%, 3 – 6%,
4 – 12%, 5 – 14%.
Анализ распределения величины микротвердости в поперечном сечении образцов после ВТО показал следующее:
- независимо от расстояния до границ раздела, происходит постепенное разупрочнение стали по мере роста температуры и достигает минимального значения 0,8..1,1 ГПа после ВТО при 850ºС. Снижение твердости стального слоя, по нашему мнению, вызвано его обезуглероживанием за счет диффузии углерода в титан.
- титановый слой на расстоянии 35..40 мкм от границы раздела, повышает свою твердость до 2,9 – 3,4 ГПа за счет насыщения углеродом из стали и образования карбида титана TiC.
- на расстоянии свыше 50 мкм от границы раздела, твердость титановых слоев снижается до 2,5..3 ГПа за счет рекристаллизации при температуре 850ºС.
Полученные результаты целесообразно использовать при назначении обоснованных режимов термообработки многослойных заготовок или готовых изделий, предназначенных для получения титано-стальных интерметаллидных композитов.
СЕКЦИЯ №5
Компьютерные технологии в проектировании,
управлении производством и обучении
УДК 681.2.002
МАТЕМАТИКА И ИНФОРМАТИКА
В ОБРАЗОВАНИИ ИНЖЕНЕРА ТЕХНОЛОГА
, ,
Волгоградский государственный технический университет
Тел: (84
Современные достижения механики и математической физики, разработка математических моделей поведения многофазных и многокомпонентных сред, учитывающих сложные физико-химические взаимодействия, привели к созданию методов проектирования разнообразных технологических процессов химической, металлургической и других отраслей промышленности Поддержанный возможностями современной вычислительной техники, этот теоретический аппарат становится эффективным средством оперативной разработки новых промышленных процессов и оборудования.
Реальные технологические процессы обычно включают в себя многие взаимосвязанные физические явления, в которых движение компонент рабочей среды определяется различными механизмами, а выходные характеристики процесса нелинейным образом зависят от свойств реагирующих веществ, массопереноса и распределения температуры. Расчёты связанных моделей, описывающих движение многофазных и многокомпонентных сред, требуют серьезных временных затрат даже на современном компьютере.
Использование программных пакетов, основных на развитых математических моделях, исследование их прикладных возможностей, проведение виртуальных испытаний (численные эксперименты) позволяют существенно понизить затраты на создание прототипов в реальных производственных условиях. Имея в своем распоряжении соответствующее программное обеспечение, квалифицированные инженеры-технологи получили возможность строить, исследовать и использовать на практике достаточно реалистичные модели сложных систем и процессов. Эффективное сочетание экспериментальных, теоретических и вычислительных методов в проектно-конструкторской деятельности позволяет уменьшать затраты на проектирование новых устройств, агрегатов и технологий, существенно ускорять их практическое внедрение, повышать гибкость организационно-производственных систем в изменчивых условиях нестабильного рынка. Эти обстоятельства требуют существенного повышения качества профессиональной подготовки инженера-технолога.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
