

б) подсистема «Получение холста»
где C![]() (С1, С7, С12, С14); t и Δt – произвольный момент и шаг приращения времени моделирования; Nпох(t) – случайная функция количества обработанного хлопка; Nпоx – необходимое количество обработанного хлопка; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tпх(t), tвто(t), tотп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, получения холста, выполнения вспомогательных технологических операций, отказа по техническим причинам, простоя оборудования; Tпз, Tпх, Tвто, Tотп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, получения холста, выполнения вспомогательных технологических операций, отказа по техническим причинам, простоя оборудования.
(С1, С7, С12, С14); t и Δt – произвольный момент и шаг приращения времени моделирования; Nпох(t) – случайная функция количества обработанного хлопка; Nпоx – необходимое количество обработанного хлопка; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tпх(t), tвто(t), tотп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, получения холста, выполнения вспомогательных технологических операций, отказа по техническим причинам, простоя оборудования; Tпз, Tпх, Tвто, Tотп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, получения холста, выполнения вспомогательных технологических операций, отказа по техническим причинам, простоя оборудования.
в) подсистема «Формирование и выравнивание ленты»
где C![]() (С1, С7, С8, С11, С12, С13); Сk (C7 C8); t и Δt – произвольный момент и шаг приращения времени моделирования; Nппх(t) – случайная функция количества полученного холста; Nппx – необходимое количество полученного холста; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tол(t), tвто(t), tотп(t), tолп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, обработки ленты, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования; Tпз, Tол, Tвто, Tотп, Tолп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, обработки ленты, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования.
(С1, С7, С8, С11, С12, С13); Сk (C7 C8); t и Δt – произвольный момент и шаг приращения времени моделирования; Nппх(t) – случайная функция количества полученного холста; Nппx – необходимое количество полученного холста; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tол(t), tвто(t), tотп(t), tолп(t), tпо(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, обработки ленты, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования; Tпз, Tол, Tвто, Tотп, Tолп, Tпо – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, обработки ленты, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования.
г) подсистема «Получение пряжи»
где C![]() (С1, С10, С11, С12, С13, С14, С15,); t и Δt – произвольный момент и шаг приращения времени моделирования; Nпл(t) – случайная функция количества ленты; Nпл – необходимое количество ленты; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tпп(t), tвто(t), tотп(t), tолп(t), tпо(t), tко(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, получения пряжи, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования, контрольной операции; Tпз, Tпп, Tвто, Tотп, Tолп, Tпо, Тко – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, получения пряжи, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования, контрольной операции.
(С1, С10, С11, С12, С13, С14, С15,); t и Δt – произвольный момент и шаг приращения времени моделирования; Nпл(t) – случайная функция количества ленты; Nпл – необходимое количество ленты; a(t) – случайная функция, характеризующая работоспособность оборудования (0 – не работает, 1 - работает); b(t) – случайная функция, характеризующая выполнение технологической операции (0 – не выполняется, 1 – выполняется); tпз(t), tпп(t), tвто(t), tотп(t), tолп(t), tпо(t), tко(t) – случайная функция времени соответственно выполнения подготовительно-заключительной операции, получения пряжи, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования, контрольной операции; Tпз, Tпп, Tвто, Tотп, Tолп, Tпо, Тко – регламентированное значение длительности времени соответственно выполнения подготовительно-заключительной операции, получения пряжи, выполнения вспомогательных технологических операций, отказа по техническим причинам, отказа по технологическим причинам, простоя оборудования, контрольной операции.
Полученные математические модели в дальнейшем могут быть использованы при разработке и реализации средств компьютерной имитации структуры технологических комплексов, а также процессов функционирования станочного оборудования хлопкопрядильного производства.
Список литературы
1. , , Казначеева производственного процесса хлопкопрядения // Инновационные технологии в обучении и производстве: Материалы III Всероссийской конференции, г. Камышин, 20-23 апреля 2005 г. – ВолгГТУ, Волгоград, 2005. – с. 108 … 110.
2. Бусленко сложных систем. – М: Наука, 1978. – 401 с.
СЕКЦИЯ №4
АКТУАЛЬНЫЕ ПРОБЛЕМЫ МАШИНОСТРОЕНИЯ
УДК 621.787
ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛОВ
СОСТАВНОЙ ПЛАНЕТАРНОЙ КОРОБКИ ПЕРЕДАЧ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
, ,
Волгоградский государственный технический университет
Тел. (84, E-mail: *****@***ru
Приводятся результаты разработки и исследования технологии упрочнения валов составной планетарной коробки передач поверхностным пластическим деформированием (ППД) обкаткой роликами. Показано, что ППД является эффективным способом повышения эксплуатационного ресурса валов коробки передач за счет повышения износостойкости и усталостной прочности. Объясняются механизмы повышения механических и триботехнических свойств в результате ППД с позиций формирования напряженно-деформированного состояния поверхностного слоя материала в зоне концентрации напряжений и структурных изменений.
Основными причинами нарушения работоспособности валов коробки передач являются износ коренных и шатунных шеек, а так же усталостное разрушение в зоне галтели. Одним из перспективных путей повышения эксплуатационного ресурса валов коробки передач и существенного снижения вероятности усталостного разрушения является применение упрочнения поверхностным пластическим деформированием (ППД).
Упрочнение поверхностного слоя ППД является следствием упруго – пластического деформирования, возникающего при механическом воздействии на металл. Упрочнение ППД основано на статическом и динамическом воздействии, на поверхностный слой вызывает в нем пластическую деформацию.
Результатами ППД являются увеличение поверхностной твердости (деформационный наклеп), снижение шероховатости, повышение структурной однородности, наведение благоприятных остаточных сжимающих напряжений и др.
Выбор метода упрочнения предопределяется прежде всего видом материала, формой и размерами детали.
Наиболее распространенными методами ППД является обкатка поверхности роликами или шариками. Преимуществами обкатки являются простота технологического оборудования и реализации данных процессов, возможность управления в широких пределах технологическими режимами, а так же глубокие теоретические и экспериментальные исследования, проведенные в данной области.
В данной работе приводятся результаты конструкторско-технологической подготовки процесса обкатки роликами шеек валов коробки передач и исследований износостойкости и усталостной прочности.
Разработанная конструкция трехроликового устройства для обкатки шеек валов коробки передач позволяет осуществлять совмещенную обработку галтелей и цилиндрической части, при этом, радиусы рабочего профиля роликов рассчитываются таким образом, что бы при одинаковом усилии на каждом из роликов обеспечивались оптимальные контактные давления в зонах обработки. Величина контактных давлений определялась на основании известных расчетных зависимостей, исходя из обеспечения формирования максимальных остаточных сжимающих напряжений в галтели и максимального повышения твердости на поверхности цилиндрической части шейки. Разработанное устройство представляет собой замкнутый силовой контур, что исключает изгибающие нагрузки на вал, является самоустанавливающимся и самоцентрирующимся.
Обкатыванием роликами и шариками обычно упрочняют наружные и внутренние цилиндрические поверхности (валы, болты), реже – плоские и фасонные поверхности (шестерни, шлицы, резьбы). При обкатывании роликами основными параметрами являются давление на ролик, число ходов ролика, его форма и размеры, подача и скорость обкатывания.
Таблица1. Рекомендуемые технологические режимы обкатки:
Усилие обкатки | 20 – 25 кН |
Скорость обкатки | 0,5 м/с |
Частота вращения | 0,5с-1 |
Смазка | Масло “И - го” |
Главный из них – давление на ролик, так как этот параметр определяет глубину деформированного слоя, так же при выборе рациональных режимов отделочно – упрочняющего обкатывания (для получения наименьшей шероховатости поверхности, а так же наибольшего упрочнения и оптимального уровня направлений в поверхностном слое) использовать среднее давление ![]() в контакте шарика с деталью:
в контакте шарика с деталью:
![]()
где ![]() - нормальная сила;
- нормальная сила; ![]() - фактическая площадь контакта шарика детали.
- фактическая площадь контакта шарика детали.
Испытания на износостойкость проводились на модельных образцах, выполненных из материала вала коробки передач с соблюдением режимов термообработки (обеспечения требуемой твердости) и механической обработки (необходимой шероховатости). В качестве контртела использовались чугунные и бронзовые вкладыши. Испытательная машина СМЦ-2, схема испытаний - кольцевкладыш со смазкой. Контактные давления в паре трения соответствовали расчетным. Результаты сравнительных испытаний показали, что ППД увеличивает износостойкость в 1,5 – 2,0 раза по сравнению с неупрочненными образцами.
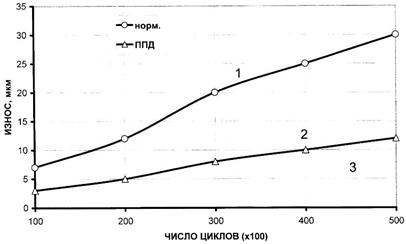
Рис. 1 Износостойкость образцов из стали в условиях граничного трения
Сравнительные усталостные испытания образцов с концентратором напряжений, эквивалентным галтели вала коробки передач проводились по схеме чистого изгиба с вращением на машине НУ-3000, на базе 107 циклов. Результаты усталостных испытаний показали, что предел усталости образцов, упрочненных ППД, повышается на% по сравнению с неупрочненными образцами.
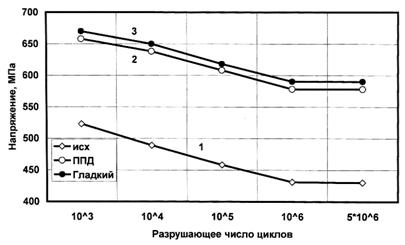
Рис. 2. Кривые усталости образуов из стали с концентратором напряжений
Таким образом, разработанная технология поверхностного упрочнения шее валов коробки передач является эффективным способом повышения их эксплуатационного ресурса, надежности и долговечности и может быть рекомендована использованию, как при изготовлении новых, так и при ремонте валов коробок передач.
УДК 621.914.11
СРАВНИТЕЛЬНЫЕ СТОЙКОСТНЫЕ ИССЛЕДОВАНИЯ
ЧЕРВЯЧНЫХ ФРЕЗ С ПРОГРЕССИВНОЙ ПРОФИЛЬНО - УГЛОВОЙ
СХЕМОЙ РЕЗАНИЯ
,
Камышинский технологический институт (филиал) ВолгГТУ
Тел. (844, Факс: 9-43-62, E-mail: *****@***ru
Стойкостные испытания червячных зуборезных фрез со стандартной, прогрессивной и прогрессивной профильно-угловой схемами резания проводились с целью выяснения эффективности использования прогрессивных профильно-угловых червячных фрез при обработке колес с z=20;30 и 60 и определения характера износа их зубьев, а также изучения влияния на стойкость прогрессивных профильно-угловых червячных фрез технологических и конструктивных параметров процесса зубофрезерования.
Исследование влияния основных факторов процесса зубофрезерования на стойкость фрез проводилось двумя методами: традиционным, основанным на поочередном варьировании отдельных независимых переменных при сохранении остальных неизменными, и методом многофакторного планирования эксперимента, позволяющего при сравнительно небольшом числе опытов установить математическую модель процесса и выявить степень влияния на износ и стойкость управляющих факторов.
Натурные эксперименты проводились на зубофрезерном станке модели 5312, имеющем достаточную жесткость и виброустойчивость во всем исследуемом диапазоне скоростей резания (35-46 м/мин) и подач (1,5-3 мм/об). Процесс зубофрезерования осуществлялся с охлаждением, в качестве охлаждающей жидкости использовался сульфофрезол.
Зубонарезание осуществлялось червячно-модульными фрезами из быстрорежущей стали Р6М5 с твердостью HRCэ 60…64 и размерами по ГОСТ 9324-80 класса А. Фрезы изнашивались по задним поверхностям до лимитирующего износа 0,8 мм.
После проведения стойкостных исследований прогрессивных профильно-угловых червячных фрез методами натурного эксперимента и математического моделирования были получены результаты, представленные на графиках, иллюстрирующих уровень совпадения величин износа инструмента и стойкости.
В результате выполнения работы были сделаны следующие выводы:
1. Износ прогрессивной профильно-угловой червячной фрезы значительно ниже, чем износ прогрессивных и стандартных фрез.
2. При работе профильно-угловой фрезой кривая износа поднимается полого до износа по задней грани более 1 мм, в отличии от стандартных червячных фрез, у которых после износа по задней грани 0,8 мм наступает ускоренный износ.
3. Износ червячных фрез с прогрессивной профильно-угловой схемой резания протекает в 2,4 раза медленнее, чем стандартных червячных фрез и в 1,6 раза медленнее, чем фрез с прогрессивной схемой резания.
4. Полученные эмпирические зависимости h = f (V, S, m, z, t) и T = f (V, S, m, z) отражают влияние на стойкость фрез параметров процесса при их одновременном варьировании и дают возможность достаточно точного количественного определения в этих условиях величины износа зубьев и стойкости.
5. Уровень совпадения величин износа и стойкости при исследовании профильно-угловой фрезы достаточно высок. Проверка адекватности уравнений показала, что уравнения адекватны. Расхождения в значениях износа зубьев, полученных опытным путем и рассчитанных по эмпирическим формулам незначительны. Ошибка не превышает 5 % и поэтому полученные эмпирические формулы для прогнозирования величин износа зубьев фрез и их стойкости можно рекомендовать к использованию на практике.
УДК 621.7
ПРОГРЕССИВНЫЕ РЕЗЦОВЫЕ ГОЛОВКИ
ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
Камышинский технологический институт (филиал) ВолгГТУ
E-mail: *****@***ru
Для чистовой обработки отверстий используют различные по конструкции резцовые головки. Выбор того или иного инструмента зависит от длины обрабатываемого отверстия, физико-механических свойств обрабатываемого материала, диаметра отверстия, требуемой точности и производительности. Для чистовой обработки отверстий с диаметрами больше 70 мм с последующим раскатыванием роликами наиболее часто применяются головки с плавающими блоками резцов. Они позволяют получить достаточно высокую точность обработанного отверстия в пределах 6…8 квалитетов точности за счет большой жесткости резцов в радиальном направлении. Поэтому погрешность зависит только от настройки резцов на заданный размер, которая осуществляется вне станка с точностью (0,001…0,01) мм. Недостатком является невозможность устранения непрямолинейности оси отверстия. В промышленном производстве преимущественно используются головки резцовые с призматическими плавающими блоками, установленными в прямоугольном пазу, выполненном в корпусе инструмента с возможностью радиального смещения блока под воздействием разности сил резания, действующих на противоположно расположенные резцы. Точность изготовления паза в корпусе головки должна быть достаточно высокой, причем с гарантированным зазором, необходимым для свободного перемещения резцового блока. С увеличением зазора возможны перекосы блока, приводящие к снижению точности и возникновению вибраций. Исходя из этого, точность обработки паза назначается по 5…6 квалитету точности. На рис. 1 базовой резцовой головке, помимо достижения точности размеров, необходимо назначить допуски на отклонение от параллельности противоположно расположенных поверхностей и перпендикулярности смежных стенок паза, в котором расположен резцовый блок, что вызывает определенные технологические трудности. Перечисленные недостатки легко устраняются применением цилиндрического плавающего резцового блока (рис. 1, б). В этом случае в корпусе резцовой головки необходимо обработать одну цилиндрическую поверхность, заданная точность которой может быть обеспечена различными методами такими, как протягивание, развертывание, внутреннее шлифование, тонкое растачивание.
Предлагаемая резцовая головка состоит из корпуса 1, внутри которого установлен цилиндрический плавающий блок 2. Для предотвращения поворота резцового блока 2 в его корпусе расположена призматическая шпонка 3 с отверстием, в которой вставлен штифт 4.
а)
б)
Рис. 1. Головки для чистового растачивания глубоких отверстий:
а) применяемая в производстве; б) предлагаемая
Для повышения производительности и снижения огранки при вихревом растачивании необходимо увеличить количество зубьев в инструменте. В современных фрезах, которые можно использовать при вихревом растачивании в качестве режущих элементов, используются резцовые вставки. Они имеют большие габариты, поэтому возможное их количество, устанавливаемое одновременно в инструменте, ограничено.
С целью увеличения количества одновременно устанавливаемых в корпусе инструмента резцов предлагается конструктивное решение резцовой головки, изображенное на рис. 2.
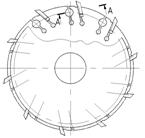
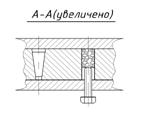
Рис. 2. Многорезцовая расточная головка
с установкой большого количества режущих элементов
В данной конструкции применяются твердосплавные пластины прямоугольного сечения, которые устанавливаются в специально подготовленные для них в корпусе инструмента прорези. Крепление пластин осуществляется коническими штифтами.
УДК 681.7.
УДАРНАЯ ФИЛЬТРАЦИЯ КОРУНДОВЫХ ПОРОШКОВ
ПРИ ДИНАМИЧЕСКОМ ПРЕССОВАНИИ
,
Волжский политехнический институт (филиал) ВолгГТУ
В процессе исследования ударной сжимаемости α-корунда были установлены закономерности ударной фильтрации, которая имеет связь между вектором скорости фильтрации и полем импульсного давления. При ударном сжатии, в отличии от статического сжатия, происходит изменение пористости m сжатого абразивного порошка. Фильтрация в процессе ударного сжатия является следствием уравнений количества движения расплавленного вещества под воздействием СВС-процесса в изменяющемся поровом пространстве, поэтому в систему величин уравнений следует включить плотность ρ и вязкость μ.
Считаем, что фильтрация жидкой фазы легкоплавкого компонента удовлетворяет закону Дарси:
▼Pж=-(μ/K)ν,
где μ – вязкость расплава, K – проницаемость пористой среды ударно-сжимаемого α-корунда
Коэффициент проницаемости определяется по формуле:
К=m2d2/180(1-m)2
Массоперенос в каждом микрообъеме среды реализуется на сгустке частиц при наличии открытой пористости, которая складывается из пористости реагирующего порошкового состава и удельного объема расплава, а также при наличии градиента порового давления. Учитывается градиент давления, вызванный ударным импульсом или разностью коэффициентов линейного расширения компонент.
Разогрев реагирующей смеси СВС-материалами (термитными материалами) может способствовать преодолению порога возбуждения химических превращений и определяет кинетику прессования абразивного материала.
Исследовался процесс горения порошковой системы Fe2O3 – 75 % и Al – 25 %, состоящий из частиц 40 мкм (Fe2O3+2Al=2Fe+Al2O3). Рассмотрен случай ударного прессования однородной осесимметричной системы по всему объему порошковой смеси α-корунда. Начальная температура в эксперименте составила 1660 K, а расчетные данные составили 1640 K. Расчетные данные по скорости горения составили 0,0045 м/c, а экспериментальные составили 0,005 м/с.
Ударное фильтрационное течение предварительного разогретого абразивного материала ( в данном случае α-корунд) является частным случаем ползущего течения.
УДК 681.2.002
ВЛИЯНИЕ КОНТАКТНЫХ КАСАТЕЛЬНЫХ НАПРЯЖЕНИЙ
НА ГЛУБИНУ УПРОЧНЕНИЯ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
, ,
Камышинский технологический институт (филиал) ВолгГТУ
Тел. (844, Факс: (844E-mail: *****@***ru
Развитие и расширение методов обработки деталей поверхностным пластическим деформированием (ППД) обусловлено требованиями непрерывного повышения эксплуатационных характеристик машин. Процесс деформирования сопровождается значительными силами, действующими на деформирующий элемент, которые вызывают структурные изменения в поверхностном слое. Учет влияния этих сил на качество поверхности базируется на разработке основ расчета с приемлемой для практических применений точностью.
Все трудности контактных задач при деформировании тел, в том числе и при упруго пластическом деформировании, осложняются необходимостью учета касательных усилий, действующих на поверхности контакта. В настоящее время влияние касательных напряжений в контактной зоне на напряжения в поверхностном слое при обработке ППД практически не исследовано.
В процессе ППД деформирующий элемент движется по обрабатываемой поверхности, вызывая перемещение точек обрабатываемой поверхности. Характер перемещения точек деформируемой поверхности определяется с точностью до граничных условий протекания процесса на поверхности контакта между деформирующим элементом и обрабатываемой поверхностью. Установление особенностей упруго пластического течения металла в зоне контакта может быть основано на понятии о связях, наложенных на материальные точки, которые расположены на заданной поверхности, в данном случае на контактной поверхности деформирующего элемента. При условии наложения связей действительные перемещения точек поверхности детали равны геометрической сумме их совместного перемещения с соприкасающимися точками деформирующего элемента и дополнительного смещения этих же точек по его поверхности. Вторая составляющая является проскальзыванием, в результате которого возникают касательные контактные напряжения. Проблема заключается в установлении составляющей проскальзывания, которая в настоящее время не решена. Можно только выделить основные причины, приводящие к проскальзыванию: 1) за счет опережающего вытеснения металла из зоны контакта в направлении качения деформирующего элемента (в направлении убывания интенсивности контактных напряжений); 2) за счет изменения радиусов в сечениях деформирующего элемента по длине контакта, в результате чего в разных сечениях линейные скорости точек его поверхности являются переменными (приращение скорости пропорционально изменению радиуса деформирующего элемента по его длине), угловая скорость при этом одинакова для всех его сечений; 3) в результате перекрещивания осей деформирующего элемента и детали, в связи с чем, векторы линейных и угловых скоростей точек их поверхностей имеют разное направление.
Перечисленные виды проскальзывания не удается определить теоретическим путем, так как они зависят от ряда особенностей пластического течения металла в зоне деформации, технологических факторов и геометрических параметров деформирующих элементов. Поэтому с целью выявления основных закономерностей примем, что изменение касательных напряжений τz от текущей полуширины контакта z в первом приближении примем зависящими от нормальных контактных напряжений σz
![]() (1)
(1)
где σk - напряжения направленные по нормали к поверхности контакта; f - коэффициент трения.
В качестве исходной математической модели для решения задачи влияния тангенциальных напряжений приложенных к поверхности контакта на напряжения в теле детали (см. рис.1) примем известные из теории упругости зависимости [1]
![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
где qk – касательная постоянная нагрузка, расположенная в пределах интервала 2а на расстоянии z от начала системы координат zohy; происхождение углов α1 и α2 ясно из рис.1.
Формулы (1), (2) и (3) необходимо преобразовать таким образом, чтобы они были пригодны для расчета напряжений в поверхностном слое от распределенной по заданному закону нагрузки приложенной в пределах контакта zk. Для этого примем длину интервала а достаточно малой и определим его значение в зависимости от ширины контакта zk по формуле (см. рис.1)
![]() k<1 (5)
k<1 (5)
|
Рис.1. Схема для определения напряжения |
Удельная нагрузка qz связана с напряжениями τz зависимостью
 (6)
(6)
При обработке ППД роликами во многих работах нормально действующие контактные напряжения принимают по формуле Герца [2]
![]() (7)
(7)
где σm – максимальные напряжения в контакте.
Углы α1 и α2 определяются по зависимостям
![]()
![]() (8)
(8)
Изменение напряжений по глубине поверхностного слоя от касательных напряжений, распределенных по полуширине контакта можно рассчитать по формулам
![]() (9)
(9)
![]() (10)
(10)
![]() (11)
(11)
Формула для определения напряжений распределенных по глубине поверхностного слоя от нормально распределенных контактных напряжений получена в работе [2]
![]() (12)
(12)
Сравнительный анализ приведенных зависимостей (рис. 2 и 3) показывает, что основное влияние на напряжения в поверхностном слое при ППД оказывают нормально-распределенные контактные напряжения. Касательные напряжения влияют главным образом на шероховатость поверхности.
|
|
Рис.2. Изменение напряжений в поверхностном слое от изменения напряжений | Рис.3. Изменение напряжений в поверхностном слое от суммарного действия контактных напряжений. σm = 1000МПа. |

Список литературы
1. , Гудьер Дж. Теория упругости.: Пер. с англ. Главная редакция физ.-матем. лит-ры, изд-во «Наука». 1975. – 576 с.
2.Отений обеспечение качества деталей машин поверхностным пластическим деформированием. Монография/ ВолгГТУ.- Волгоград, 2005. – 220 с. (+ 1 вставка).
УДК 681.2.002
КИНЕМАТИКА ПРЕЦЕССИРУЮЩИХ ПЛАНЕТАРНЫХ ПЕРЕДАЧ
,
Волгоградский государственный технический университет
В приводах транспортных машин широко используются зубчатые передачи, которые применяются в трансмиссии, раздаточных коробках, подъемных механизмах и т. д. Наряду с рядовыми передачами широкое распространение получили также планетарные и волновые зубчатые передачи [1]. В планетарных конических передачах внутреннего зацепления, получивших название прецессирующие конические передачи, сохранены в основном достоинства волновых и эксцентриковых передач и устранены свойственные им недостатки.
В прецессирующих конических передачах сателлитное колесо совершает сферическое движение, которое в общем случае характеризуется углом нутации q, углом прецессии y и углом собственного вращения j. От собственного вращения сателлит может удерживаться кинематической связью со стойкой (неассурова связь минус первого порядка), выполненной в виде пальца, скользящего в пазу корпуса, кардана, сильфона, универсального шарнира, конической муфтой и т. д. Поскольку в этом случае j = 0, а угол нутации q = const, изменяется только угол прецессии y, т. е. в такой передаче сателлит как бы "прецессирует”. Генератор прецессирующего движения может быть механическим, респонсинным, гидравлическим и пневматическим. В качестве механического генератора используются наклонный кривошипный вал и торцовый кулачек, находящийся на быстроходном валу.
Первое исследование кинематики зубчато-рычажного прецессирующего механизма было проведено в работе [2] и было показано, что прямолинейная форма пазов не позволяет получить постоянного мгновенного передаточного отношения. Коэффициент неравномерности в данном случае определяется как
![]() (1)
(1)
Для получения постоянного передаточного отношения в зубчато-рычажной прецессирующей передаче рекомендовалось выполнить самопересекающийся паз в виде октоиды, расположенной на сфере, что практически трудно осуществимо.
Постоянное передаточное отношение можно получать, используя в прецессирующих передачах в качестве кинематической связи с сателлита со стойкой синхронные и мембранные муфты, сильфоны и т. д.
Постоянное передаточное отношение можно получать в двухступенчатой прецессирующей передаче (рис.1).
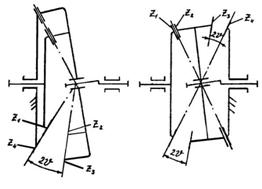
| ||||
Рис. 1 |
Рассмотрим, в качестве примера, двухступенчатую передачу, имеющую противоположное расположение зубчатых венцов на сателлите (рис. 1,б).
Уравнение сферического движения сателлита при равномерном вращении ведущего вала и при условии постоянства передаточного отношения ( ) имеют вид:
) имеют вид:
![]() (2)
(2)
т. е. движение сателлита представляет регулярную прецессию. Найдем функцию положения механизма, т. е. определим зависимость угла поворота ведомого вала ![]() от угла поворота ведущего. Для этого представим движение ведомого колеса 5 как составное, состоящее из переносного вращательного движения вместе с блоком сателлитов 2-3 (
от угла поворота ведущего. Для этого представим движение ведомого колеса 5 как составное, состоящее из переносного вращательного движения вместе с блоком сателлитов 2-3 (![]() ) и относительного вращательного движения по отношению к блоку сателлитов 2-3 (
) и относительного вращательного движения по отношению к блоку сателлитов 2-3 (![]() ), т. е.
), т. е.
![]() (3)
(3)
где  , а
, а ![]() - функция от угла
- функция от угла ![]() .
.
Учитывая, что ![]() , получаем
, получаем
![]() (4)
(4)
Определим мгновенное передаточное отношение:
 (5)
(5)
Окончательно получим:
![]() (6)
(6)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
