
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 , где
, где ![]() ,
,![]() - ядерные функции
- ядерные функции
Затем генерируются вектора ![]() независимых в [0,1] чисел
независимых в [0,1] чисел ![]() . Для каждого
. Для каждого ![]() решаем систему и в результате получаем вектора случайных чисел
решаем систему и в результате получаем вектора случайных чисел  . Для решения системы можно использовать алгоритм стохастической аппроксимации [3].
. Для решения системы можно использовать алгоритм стохастической аппроксимации [3].
При разработке программного комплекса для моделирования надежности сложных систем использовались рассмотренные выше типы датчиков, которые позволили существенно расширить спектр решаемых задач.
Использованные источники
1. , , . Расчет прочностной надежности изделий на основе методов непараметрической статистики. -Новосибирск: Наука, -20с.
2. , Терещенко датчики случайных величин //Датчики и средства первичной обработки информации. –Курган, -1990. –С.110-112.
3. Цыпкин и обучение в автоматических системах. - М.: Наука,-19с.
ЭНЕРГЕТИЧЕСКИЙ МЕТОД АНАЛИЗА УПЛОТНЕНИЯ ЛИСТОСТЕБЕЛЬНЫХ МАТЕРИАЛОВ
Белорусский государственный аграрный технический университет, Беларусь
Совершенствование теории технологического процесса обработки кормовых материалов давлением и разработка на ее основе методов направленного прогноза развития новых устройств с заданными агротехническими параметрами приобрели ' особую важность в связи с созданием высокопроизводительных комплексов по приготовлению прессованных полнорационных кормов для крупных животноводческих ферм.
Уплотнение листостебельных материалов и кормовых смесей связано с необратимыми процессами [2, 5, 8...10], сопровождаемыми изменением общего энергетического состояния среды. В данной работе в основу энергетического метода расчета напряженно-деформированного состояния прессуемого материала положена связь уравнений механики сплошной среды с уравнениями термодинамики необратимых процессов.
Основы энергетического метода определения напряженно-деформированного состояния растительных материалов при их уплотнении. Выделим в деформируемой среде элементарный объем Ω (рис.1). Передача энергии между средой и этим объемом осуществляется (в закрытом объеме) в виде работы и теплоты.
Энергия![]() сообщенная элементарному объему, равна сумме внешних сил 𝑑L и количества тепла dQ. перенесенного методом теплопроводности. Эта энергия, отнесенная к объему Ω, определяет приращение плотности полной энергии:𝑑
сообщенная элементарному объему, равна сумме внешних сил 𝑑L и количества тепла dQ. перенесенного методом теплопроводности. Эта энергия, отнесенная к объему Ω, определяет приращение плотности полной энергии:𝑑![]() =𝑑𝑬/Ω.
=𝑑𝑬/Ω.
Рисунок 1 Условное изображение передачи энергии между средой и элементарным объемом
В свою очередь, переносимая с массой среды плотность полной энергии равна сумме плотностей кинетической р1 𝘦 и внутренней 𝜌𝘦L энергии: 𝜌𝘦![]() р1 𝘦
р1 𝘦![]() (1)
(1)
Где 𝜌- плотность деформируемой среды; V - скорость частиц среды; ℰ - внутренняя энергия единицы массы среды.
При изучении процессов уплотнения листостебельных материалов требуется решить две основные задачи. Одна из них связана с определением усилий, необходимых для получения брикетов и гранул заданной плотности. По этим усилиям проводится расчет хормопрессующих механизмов. Другая задача направлена на определение напряженно-деформированного состояния прессуемого материала при достижении заданной плотности с целью получения качественного продукта с наименьшими при этом затратами энергии. Сначала по заданным скоростям перемещения деформаторов выбранных устройств рассчитывается поле скоростей v перемещения частиц прессуемого материала. Для этого необходимо решить уравнение неразрывности деформируемой среды с учетом изменения плотности 𝜌 ее частиц:
ϑ![]()
Или, раскрыв это выражение, ϑ𝜌/��t+𝜌𝑑𝑖Vv+Vgrad𝜌=0. (2)
Для удобства решения записываем уравнение в ином виде:
ϑ𝜌/𝜌t=ϑ𝜌/ϑx![]() =Vgrad𝜌+
=Vgrad𝜌+![]() , (3)
, (3)
где ![]() =Vx;
=Vx; ![]() =Vy;
=Vy;![]() =Vz.
=Vz.
С учетом раве![]() нства уравнение примет вид:
нства уравнение примет вид:
��𝑖Vv=-1/𝜌![]()
или в за писи с коэффициентами Лямэ
1/𝜌
(К=1,2,3).
С целью получения замкнутой системы уравнений для определения напряженно-деформированного состояния уплотняемой листостебельной массы на основании экспериментов необходимо составить уравнение состояния, связывающее теплофизические и механические параметры с плотностью внутренней энергии. После установления значений составляющих уравнения можно перейти к решению первой задачи - определению потребной энергии для осуществления прессования с заданной плотностью. В общем виде из уравнения определяем плотность полной энергии с учетом равенства:
ρe=![]() σ Ср 𝜀 Ср+ σi𝜀i.)dt.
σ Ср 𝜀 Ср+ σi𝜀i.)dt.
Интегрируя это уравнение по деформируемому объему Ω, получаем значение энергии, необходимой для осуществления заданной деформации среды:
Аl=![]() + σi𝜀i.)) dtdΩ.
+ σi𝜀i.)) dtdΩ.
Взяв первую производную от Аl, по обобщенному перемещению ĥ i найдем значение обобщенной силы и, приравняв ее уравнению Лагранжа второго рода, перейдем к кинематическому и динамическому анализу конкретного прессующего механизма:
Аi/ϑϑhi=ϑ/ϑhi![]() ,
,
где Тk - кинетическая энергия системы; qi-обобщенная координата.
Для решения второй задачи, касающейся определения напряженно-деформированного состояния уплотняемой среды, необходимо найти поле напряжений по заданным условиям, деформирования. Исходным является уравнение., которое решается в отношении составляющих поля напряжения:
Σkl=ρ![]() V²/2 +ρe+1/Vk( (λ
V²/2 +ρe+1/Vk( (λ![]() /ϑqk - Фk+f(r,φ)) (5)
/ϑqk - Фk+f(r,φ)) (5)
(r≠φ≠k); (r,φ,k, l=1,2,3=х, у,z).
B этом уравнении свободная функция f(φ,r) определяется по начальным условиям. Однако для определения поля напряжений этого уравнения недостаточно, необходимы еще физические уравнения, отражающие конкретные свойства уплотняемой среды и выраженные через компоненты напряжений и деформаций, а также уравнение связи интенсивности напряжений и деформаций. Согласно закону изменения формы при активной деформации [ 1 ] , в случае простого нагружения девиатор напряжений прямо пропорционален девиатору деформаций, и между девиаторами напряжений и деформаций установлена зависимость:
Дσ=⅔![]() σi/εi
σi/εi![]() Дl. (6)
Дl. (6)
Изложенные основы энергетического метода позволяют найти расчетные зависимости для определения напряженно-деформированного состояния уплотняемой среды с учетом различных температурных и скоростных условий деформирования. Скорость изменения плотности внутренней энергии учитывает и немеханические явления, происходящие в материале в процессе его деформирования.Поскольку листостебельный материал как среда является деформирующимся нелинейно, принимаем нелинейную зависимость между обобщенными напряжением σi и деформацией li в форме σi=Е` li. В этой зависимости Е`=φ(li ) - секущий модуль деформации первого рода-определяется так же, как Е` =f(l) - функция относительного удлинения при простом нагружении.
Для получения замкнутой системы уравнений расчета напряженно-деформированного состояния среды при ее уплотнении б заданных температурно-скоростных условиях прессования необходимо иметь уравнения состояния этой среды, связывающие скорость изменения плотности внутренней энергии с температурой и другими параметрами среды, в частности, со степенью, скоростью и продолжительностью деформации.
Влияние условий уплотнения листостебельных материалов на скорость изменения плотности внутренней энергии. Проведенные реологические исследования, а также обобщенный и регрессионный анализы процесса уплотнения листостебельных материалов позволяют установить расчетные зависимости между скоростью изменения внутренней энергии и физико-механическими свойствами уплотняемого материала.
Как и в случае реологических исследований целых стеблей растений, значения мгновенного Е0, эластического Еr и равновесного Е модулей деформации сечки разнотравья (tср= 41 мм), соломы (tср = 49 мм) и кормосмеси (разнотравье - 60%, солома - 10%,комбикорм - 30%) с увеличением влажности W резко уменьшаются по абсолютной величине (рис,2), что значительной степени способствует снижению энергоемкости уплотнения этих материало. Изложенный энергетический метод анализа уплотнения листостебельных материалов и сыпучих кормовых смесей даёт возможность решить две основные задачи процесса прессования. Во-первых, определить общую энергию, которую необходимо затратить на получение прессованного материала заданной плотности. Это достигается интегрированием уравнений, отображающих плотность полной энергии. В свою очередь, дифференцирование по обобщенной координате уравнения, выражающего значение полной энергии, необходимой для деформирования материала, позволяет найти значение обобщенной силы и перейтк к кинематическому и динамическому анализу конкретного прессующего механизма. Во-вторых, энергетический метод позволяет определить напряженно-деформированное состояние уплотняемого материала с учетом различных температурных и скоростных условий деформирования. Уравнения, отображающие скорость изменения плотности внутренней энергии, дают возможность учесть немеханические явления, происходящие в материале в процессе его деформирования. Определение зависимости скорости изменения плотности внутренней энергии от скорости сжатия материала.
Опыты показывают, что в процессе прессования растительных материалов работа внешних сил преобразуется в потенциальную энергию, часть которой при малых скоростях сжатия рассеивается. С увеличением скорости деформирования уровень потенциальной энергии возрастает, так как скорость ее нарастания больше скорости ее рассеивания. В связи с этим возрастает и сопротивление сжатию материала. С энергетической точки зрения увеличение скорости сжатия отразится на скорости изменения плотности внутренней энергии При изучении процесса уплотнения листостебельных материалов и кормовых смесей было отмечено существенное влияние на этот процесс температуры нагрева прессуемой массы. С увеличением температуры до некоторого предела повышается пластичность растительной массы и способность к формообразованию. Заметно снижается усилие на прессование. В процессе уплотнения температура материала возрастает вследствие трения его частиц между собой и о стенки пресс-камеры. В зависимости от конструкции пресс-камер, степени уплотнения и состояния прессуемого материала под воздействием сил трения температура достигает столь большой величины, что возникает обугливание брикетов.
При брикетировании кормов энергия прессования расходуется в основном следующим образом: на нагрев внутренней области брикетируемого материала (как следствие превращения энергии давления в тепловую в результате трения частиц, их разрушения и уплотнения); на нагрев стенок рабочего органа пресса в результате трения о них материала ;на накопление тепловой энергии упругой деформации материала; на изменение межмолекулярных и внутримолекулярных связей; на испарение влаги, содержащейся в прессуемой массе.
Использованные источники
г, |
1. Безухо в теории упругости, пластичности и ползучести. М.: Высшая школа, 1968.
2. , Васильев ческие методы в земледельческой механике. М.: Машинострое-ние, 1967.
З. , X и л к о в -1? кие характеристики брикетируемых полнорационных кормовых ~ смесей.- Записки ЛСХИ, 1976, т.290.
4. Л а н д а у Л. Д., Л и ф ш и ц сплошной среды. М,: Гостехиздат 1953.
5.Мельников СВ. Индикаторные диаграммы прессования в каналах матриц брикетировщиков грубых кормов,-Записки ЛСХИ, 1976, т.311. 32
6.Соболев -химические основы процесса брикетирования кормовых культур,1974
7.Нащокин термодинамика и теплопередача,1980
Оптимизация конструкций цепных передач подъемных агрегатов
Мамед-заде Э. О.
Азербайджанская государственная нефтяная академия, Азербайджан
В современных подъемных агрегатах, предназначенных для бурения и ремонта нефтяных скважин широко используются цепные передачи. Использование цепных передач в подъемных агрегатах объясняется их специфическими преимуществами по отношению к другим видам передач, таких как ременные и зубчатые передачи. Одним из таких преимуществ является возможность передачи больших мощностей при высоких скоростях вращения и относительно больших межцентровых расстояниях. Важной особенностью при эксплуатации механических передач подъемных агрегатов в полевых условиях заключается также в легкости монтажа и демонтажа цепных передач. Поэтому решение задач оптимизации параметров цепных передач [1] даст возможность еще более широкому использованию цепных передач в подъемных агрегатах.
Ранее авторами была решена задача по оптимизации двухступенчатого цепного редуктора [2]. В соответствии с этим математическая постановка задачи по оптимизации параметров 2-х ступенчатых цепных редукторов была представлена в виде:




где ![]() - функция, определяющая минимум стоимости двухступенчатой цепной передачи (целевая функция);
- функция, определяющая минимум стоимости двухступенчатой цепной передачи (целевая функция); ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() - функции характеризующие запас прочности, износостойкость шарниров и кинематику цепных передач (функции ограничения);
- функции характеризующие запас прочности, износостойкость шарниров и кинематику цепных передач (функции ограничения); ![]() - стоимость единицы массы звездочек цепной передачи с учетом производственных затрат на изготовлении;
- стоимость единицы массы звездочек цепной передачи с учетом производственных затрат на изготовлении; ![]() - плотность вес материала звездочек;
- плотность вес материала звездочек; ![]() - коэффициент заполнения объема звездочек, принимаемая в пределах
- коэффициент заполнения объема звездочек, принимаемая в пределах ![]() ;
; ![]() ,
, ![]() - шаг приводной цепи первой и второй степени;
- шаг приводной цепи первой и второй степени; ![]() ,
, ![]() - ширина однорядной цепи с шагами
- ширина однорядной цепи с шагами ![]() ,
, ![]() соответственно;
соответственно; ![]() ,
, ![]() - число рядов цепи первой и второй ступени;
- число рядов цепи первой и второй ступени; ![]() ,
, ![]() - число зубьев ведущих звездочек первой и второй ступени;
- число зубьев ведущих звездочек первой и второй ступени; ![]() ,
, ![]() - параметры, характеризующие угловой шаг звездочек;
- параметры, характеризующие угловой шаг звездочек; ![]() ,
, ![]() - погонный вес приводной цепи первой и второй степени;
- погонный вес приводной цепи первой и второй степени; ![]() ,
, ![]() - крутящий момент на ведущих валах первой и второй ступени;
- крутящий момент на ведущих валах первой и второй ступени; ![]() - коэффициент эксплуатации, определяемый в зависимости от динамичности нагрузки, длины цепи, наклона линии центров звездочек передачи к горизонту, способа регулирования цепи, а также от характера смазывания;
- коэффициент эксплуатации, определяемый в зависимости от динамичности нагрузки, длины цепи, наклона линии центров звездочек передачи к горизонту, способа регулирования цепи, а также от характера смазывания;
Решение поставленной задачи для конкретных кинематических схем двухступенчатых цепных редукторов с учетом ограничений, приведенных ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() можно осуществить методом нелинейного программирования (метод штрафных функций) с применением электронно-вычислительной техники.
можно осуществить методом нелинейного программирования (метод штрафных функций) с применением электронно-вычислительной техники.
В качестве примера оптимизации конструкции 2-степенчатых цепных передач была рассмотрена цепная коробка передач подъемного агрегата фирмы «Wilson Products» Model 65 Winchmobile. Данный агрегат предназначен для бурения скважин глубиной до 3000 м и ремонта скважин глубиной до 4000 м. Кинематическая схема привода лебедки приведена на рисунке [3]
Надо отметить, что агрегаты выпускаемые фирмой «Wilson Products» используются на многих нефтяных районах, число моделей агрегата данной конструкции достигает десяти. Во всех моделях в качестве привода используются 2-х ступенчатые цепные передачи.
В рассматриваемой модели, «Model 65» для спуско-подъемных операций используют два барабана. Один барабан, тартальный, предназначен для спуско-подъема насосно-компрессорных труб, получает вращение от первой ступени цепного редуктора. Максимальная частота вращения ведущей звездочки ![]() , передаточное число
, передаточное число ![]() , число зубьев на звездочках
, число зубьев на звездочках ![]() и
и  . Межцентровое расстояние первой ступени
. Межцентровое расстояние первой ступени ![]() . Передаваемый крутящий момент
. Передаваемый крутящий момент ![]() .
.
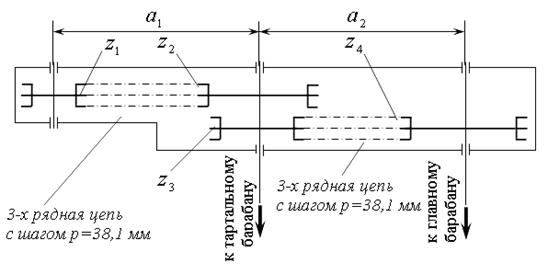
Рисунок Кинематическая схема цепного редуктора агрегата
фирмы «Wilson Products» Model 65
Таблица Результаты сравнения параметров цепных передач существующей конструкции и оптимальной конструкции
Параметры | Существующая конструкция | Оптимальная конструкция | ||
I ступень | II ступень | I ступень | II ступень | |
Числа зубьев ведущих звездочек | 24 | 30 | 24 | 30 |
Числа зубьев ведомых звездочек | 52 | 58 | 52 | 58 |
Шаг приводной цепи, | 38,1 | 38,1 | 25,4 | 31,75 |
Число рядов цепи | 3 | 3 | 6 | 4 |
Межосевое расстояние, | 1200 | 1800 | 1200 | 1800 |
Длина цепи, в | 3,8 | 5,3 | 3,4 | 5,0 |
Диаметры ведущих звездочек, | 291,9 | 364,5 | 194 | 303,7 |
Диаметры ведомых звездочек, | 631 | 703,7 | 420,7 | 586,4 |
Теоретические веса звездочек, | 263 | 342 | 146 | 245 |
Стоимости цепных передач, в долларах США | 795 | 1060 | 574 | 872 |
Суммарная стоимость цепных передач редуктора, в долларах США | 1855 | 1446 | ||
Суммарный вес цепных передач редуктора, кг | 775 | 532 |
Вторая ступень цепного редуктора предназначена для передачи крутящего момента на барабан, предназначенный для спуско-подъема бурильных труб. Частота вращения и передаваемый крутящий момент равны ![]() и
и ![]() . Число зубьев звездочек второй ступени
. Число зубьев звездочек второй ступени  и
и  при межцентровом расстоянии
при межцентровом расстоянии ![]() .
.
В качестве приводных цепей на обеих ступенях используются 3-х рядные роликовые цепи с шагом  .
.
При оптимизации конструкции цепного редуктора для сохранения конструктивного расположения обеих барабанов и скоростей подъема значения передаточных чисел, межцентровых расстояний и чисел зубьев звездочек были сохранены.
В результате оптимизации по данной методике были получены следующие параметры приводных роликовых цепей:
- I ступень – 6-ти рядная роликовая цепь с шагом ![]() ;
;
- II ступень - 4-х рядная роликовая цепь с шагом ![]() .
.
В результате последующих расчетов были получены результаты для сравнения параметров цепных передач существующей конструкции и оптимальной конструкции. Результаты расчетов приведены в таблице.
Заключение
На основе решения задачи оптимизации цепных передач приводов агрегатов для бурения и эксплуатации нефтяных скважин получены оптимальные параметры цепных передач буровых агрегатов (Model 65) фирмы «Wilson Products». Замена существующей конструкций цепных передач на оптимальную конструкцию снижает стоимость цепной передачи до 25%.
Использованные источники
1. Керимов машин и грузоподъемные и транспортирующие машины.- Баку: Маариф, 200с. (на азерб. яз)
2. Kerimov Zahid G., Mamed-zadeh Elkhan O. Optimization of Double-Acting chain drive.//Works of the Mathematics & Mechanics Institute of the National Academy of Azerbaijan.- 2008.- №28(36)- С. 48-53

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
