
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Максимальная температура нагрева трубы с помощью ГЭН - 1000 °С. Нагреватель позволяет производить не более 25 нагревов до 750 °С.
В качестве источника питания могут быть использованы сварочные трансформаторы, а при их отсутствии - сварочные источники постоянного тока, обеспечивающие достаточную электрическую мощность (см. приложение 14, табл. П14.1).
Техническая характеристика нагревателей типа ГЭН приведена в приложении 20 (табл. П20.1).
17.3.12. Гибкий радиационный электронагреватель (ГРЭН) (рис. 17.5) конструкции НПО ЦНИИТМАШ, технические данные которого приведены в приложении 20 (табл. П20.2), представляет собой плоскую гибкую панель, в которую вмонтированы нагревательные элементы из проволоки Х20Н80-Н или Х23Ю5Т диаметром 3,2 мм. Проволока помещена в керамические изоляторы с окнами; благодаря этим окнам обеспечивается более эффективный нагрев трубы.
Нагреватель набирается из такого числа элементов, чтобы его длина L равнялась длине окружности нагреваемой трубы, а число нагревательных секций (поясов) выбирается в зависимости от требуемой ширины зоны равномерного нагрева, рассчитанной в соответствии с рекомендацией п. 17.4.1.
Источником питания током может служить сварочный трансформатор или сварочный источник постоянного тока.
Максимальная температура нагрева трубы 1150 °С.
Нагреватели ГРЭН комплектуются программным блоком управления термопроцессом (БУТ), обеспечивающим измерение и регулирование температуры нагрева трубы по заданной программе. Схема подключения нагревателя ГРЭН к источнику питания приведена на рис. 17.6. Технические характеристики программного блока управления термопроцессом приведены в приложении 21.
17.3.13. Нагреватели типа КЭН (комбинированные электронагреватели) представляют собой сердечник из нихромовых проволок диаметром 3,6 мм (от 1 до 6 проволок), помещенный в керамические втулки. Небольшие размеры втулок придают нагревателю гибкость, позволяющую намотать его на трубу в виде соленоида. Пропуская через нагреватель постоянный ток, нагревательный элемент выполняет функцию радиационного излучателя тепла, если же нагреватель подключают к источнику переменного тока, то он, кроме того, является индуктором, нагревающим трубу индуцированным током.
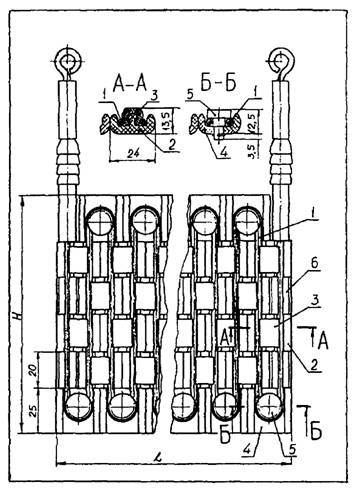
Рис. 17.5. Гибкий радиационный электронагреватель ГРЭН:
1 - нагревательный элемент; 2, 4, 6 - изоляторы; 3 - замок-изолятор; 5 - пробка-фиксатор
Технические данные нагревателей типа КЭН приведены в приложении 20 (табл. П20.3).
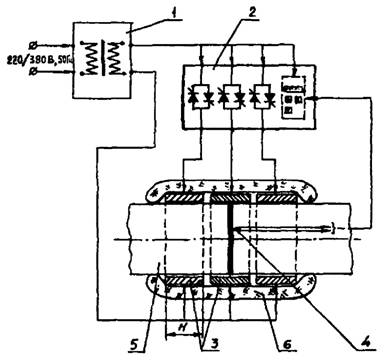
Рис. 17.6. Схема подключения нагревателя ГРЭН к источнику питания:
1 - сварочный преобразователь; 2 - программный блок управления термопроцессом (БУТ); 3 - секции ГРЭН; 4 - термоэлектрический преобразователь; 5 - трубопровод; 6 - теплоизоляционный мат
17.4. Технология термообработки
17.4.1. Общая ширина зоны равномерного нагрева (т. е. участка трубы со швом посередине, на поверхности которого температура не выходит за пределы, указанные в табл. 17.1) должна быть не менее 1,3![]() , но не менее 4S (Дн - наружный диаметр трубы, S - номинальная толщина стенки трубы).
, но не менее 4S (Дн - наружный диаметр трубы, S - номинальная толщина стенки трубы).
Примечание. В отдельных случаях, когда конструктивные особенности узла не позволяют обеспечить требуемую ширину зоны равномерного нагрева, разрешается уменьшить ширину этой зоны на 20 % указанной в данном пункте с одновременным увеличением длительности выдержки на 1 ч против приведенной в табл. 17.1.
17.4.2. Длительность нагрева до температуры отпуска сварных соединений хромомолибденовых и хромомолибденованадиевых сталей должна примерно соответствовать данным табл. 17.3. Длительность (скорость) нагрева сварных соединений углеродистых и кремнемарганцовистых сталей не регламентируется.
Таблица 17.3
Длительность нагрева до температуры отпуска стыков труб из хромомолибденовых и хромомолибденованадиевых сталей
Номинальная толщина стенки труб, мм | Время нагрева*, мин, не менее | |
Способами | ||
индукционным (частота 50 Гц / средняя частота) | радиационным | |
До 20 | 20/30 | 40 |
21 - 25 | 30/50 | 70 |
26 - 30 | 30/50 | 100 |
31 - 35 | 50/80 | 120 |
36 - 45 | 50/80 | 140 |
46 - 60 | 80/100 | 160 |
61 - 80 | 100/120 | - |
81 - 100 | 130/150 | - |
* Дано при начальной температуре стыка 20 °С. Если нагрев начинается при более высокой температуре (например, сразу после сварки), его длительность соответственно уменьшается.
Примечание. В интервале температур 500 - 700 °С скорость нагрева сварных соединений труб из хромомолибденованадиевой стали должна быть не ниже 100 °С/ч. Нагрев сварных соединений центробежнолитых труб с толщиной стенки более 20 мм из стали 15Х1М1Ф-ЦЛ до температуры отпуска должен проводиться со скоростью не более 200 °С/ч, при этом в интервале температур 600 - 700 °С скорость нагрева должна быть не ниже 100 °С/ч.
Индукционный способ нагрева
17.4.3. Индукционный нагреватель может быть одно - или двухсекционным; двухсекционный индуктор дает возможность проводить подогрев перед сваркой и последующую термообработку без перемотки или перестановки индуктора.
17.4.4. При установке индуктора на трубу необходимо руководствоваться следующими положениями:
кольцевой зазор между индуктором и нагреваемой поверхностью должен быть минимальным и равномерным по периметру, для чего следует плотно навивать гибкий индуктор на трубу, покрытую тепловой изоляцией (асбестом);
на трубах диаметром менее 200 мм длина теплоизолируемого участка должна быть 200 - 250 мм в каждую сторону от сварного шва при толщине изоляции 8 - 12 мм, на трубах диаметром менее 400 мм - 300 - 400 мм при той же толщине изоляции, на трубах диаметром 400 мм и более эти размеры должны быть соответственно 500 - 700 и 15 - 20 мм; при использовании двухсекционных индукторов, которые применяют одновременно для подогрева перед сваркой, зона сварного шва изолируется отдельно;
расстояние (зазор) между витками гибкого индуктора должно составлять 10 - 20 мм (кроме случая, оговоренного в п. 17.4.5);
не должно быть скруток, оборванных прядей медных жил, снижающих площадь поперечного сечения индуктора более чем на 15 %.
17.4.5. Для выравнивания температуры по окружности вертикального стыка можно использовать следующие способы:
создать тепловую изоляцию различной толщины по окружности стыка - в нижней части толще, чем в верхней (при изоляции листовым асбестом верхняя половина стыка изолируется обычно двумя слоями, нижняя - тремя);
установить индуктор так, чтобы расстояние между витками (или между секциями двухсекционного индуктора) в зоне стыка на верхнем участке было на 10 - 50 мм больше, чем на нижнем.
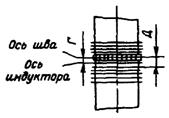
Для выравнивания температуры вдоль оси трубы при термообработке горизонтальных стыков рекомендуется смещать ось индуктора относительно оси стыка вниз на один-два витка.
При термообработке стыков труб диаметром 900 мм и более для эффективного и равномерного нагрева следует устанавливать (если это возможно) внутри труб на расстоянии 300 - 500 мм по обе стороны стыка теплоизоляционные заглушки.
Рекомендуемое расположение гибких индукторов на вертикальных и горизонтальных стыках труб в зависимости от диаметра показано в табл. 17.4.
Таблица 17.4
Расположение гибких неохлаждаемых индукторов на вертикальных и горизонтальных стыках труб
Положение стыка | Диаметр трубы, мм | Схемы расположения индуктора | Расстояние, мм | ||||
А | Б | В | Г | Д | |||
Вертикальное | 108 - 194 |
| 25 | - | - | - | - |
219 - 300 |
| - | 40 - 45 | 30 | - | - | |
325 - 377 | - | 50 - 55 | 35 | - | - | ||
426 - 465 | - | 80 - 85 | 40 | - | - | ||
530 - 630 | - | 100 - 105 | 50 | - | - | ||
720 - 820 | - | 105 - 110 | 60 | - | - | ||
1020 | - | 115 - 120 | 70 | - | - | ||
Горизонтальное | 108 - 194 |
| - | - | - | 10 - 15 | 20 |
219 - 300 | - | - | - | 10 - 15 | 25 | ||
325 - 377 | - | - | - | 10 - 15 | 30 | ||
426 - 465 | - | - | - | 15 - 20 | 35 | ||
530 - 630 | - | - | - | 15 - 20 | 40 | ||
720 - 820 | - | - | - | 15 - 20 | 45 | ||
1020 | - | - | - | 15 - 20 | 55 |
17.4.6. Индуктор для подогрева стыка перед сваркой и для последующей термообработки нужно устанавливать на трубу в следующей последовательности:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
