
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Диаметр нагреваемой трубы, мм | Толщина стенки трубы, мм | Число поясов ГЭН | Число секций электронагревателей, входящих в состав пояса ГЭН | Параметры нагрева | Общая масса нагревателя, кг | |||||||
ГЭН-133 | ГЭН-159 | ГЭН-168 | ГЭН-219 | ГЭН-273 | ГЭН-325 | оптимальный ток, А | напряжение, В | мощность нагревателя, кВт | ||||
377 | £ 30 | 2 | 1 | - | - | - | - | - | 200 | 24,0 | 11,4 | 20,2 |
- | - | - | 1 | - | - | 200 | 33,0 | |||||
31 - 50 | 3 | 1 | - | - | - | - | - | 300 | 24,0 | 17,1 | 30,3 | |
- | - | - | 1 | - | - | 300 | 33,0 | |||||
426 | £ 30 | 2 | - | - | - | - | 1 | - | 200 | 39,0 | 12,6 | 22,1 |
1 | - | - | - | - | - | 200 | 24,0 | |||||
31 - 50 | 3 | - | - | - | - | 1 | - | 300 | 39,0 | 18,9 | 33,2 | |
1 | - | - | - | - | - | 300 | 24,0 | |||||
530 | £ 30 | 2 | - | - | - | - | - | 1 | 200 | 45,0 | 14,5 | 25,7 |
- | - | 1 | - | - | - | 200 | 27,5 | |||||
31 - 50 | 3 | - | - | - | - | - | 1 | 300 | 45,0 | 21,8 | 38,5 | |
- | - | 1 | - | - | - | 300 | 27,5 | |||||
630 | £ 30 | 2 | - | - | - | - | - | 1 | 200 | 45,0 | 16,8 | 29,7 |
- | - | - | - | 1 | - | 200 | 39,0 | |||||
31 - 50 | 3 | - | - | - | - | - | 1 | 300 | 45,0 | 25,2 | 44,5 | |
- | - | - | - | 1 | - | 300 | 39,0 | |||||
720 | £ 30 | 2 | - | - | - | - | - | 1 | 200 | 45,0 | 20,0 | 35,4 |
- | - | 2 | - | - | - | 400 | 27,5 | |||||
31 - 50 | 3 | - | - | - | - | - | 1 | 300 | 45,0 | 30,0 | 53,1 | |
- | - | 2 | - | - | - | 600 | 27,5 | |||||
820 | £ 30 | 2 | - | - | - | - | - | 1 | 200 | 45,0 | 22,2 | 39,6 |
- | - | - | 2 | - | - | 400 | 33,0 | |||||
31 - 50 | 3 | - | - | - | - | - | 1 | 300 | 45,0 | 33,3 | 53,5 | |
- | - | - | 2 | - | - | 600 | 33,0 | |||||
920 | £ 30 | 2 | - | - | - | - | 2 | - | 400 | 39,0 | 26,6 | 46,0 |
- | 2 | - | - | - | - | 400 | 27,5 | |||||
31 - 50 | 3 | - | - | - | - | 2 | - | 600 | 39,0 | 39,9 | 67,0 | |
- | 2 | - | - | - | - | 600 | 27,5 | |||||
1020 | £ 30 | 2 | - | - | - | - | - | 2 | 400 | 45,0 | 27,6 | 48,8 |
2 | - | - | - | - | - | 400 | 24,0 | |||||
31 - 50 | 3 | - | - | - | - | - | 2 | 600 | 45,0 | 41,4 | 66,0 | |
2 | - | - | - | - | - | 600 | 24,0 |
Примечание. Длина пояса ГЭН при диаметре нагреваемой трубы более 325 мм складывается из двух и более последовательно расположенных секций ГЭН, суммарная длина которых равняется длине окружности термообрабатываемого сварного соединения.
Для обеспечения равномерного распределения температуры по периметру сварного соединения и креплений секций КЭН на трубах используются те же способы, что и при применении ГЭН. При установке КЭН секции должны наматываться обязательно одинаково (по часовой или против часовой стрелки); не следует накладывать витки один на другой. Размеры теплоизоляции должны соответствовать требованиям п. 17.4.12.
17.4.16. Секции, установленные на одном сварном соединении, должны подсоединяться к источнику питания, как правило, параллельно. Допускается последовательное соединение двух-трех секций нагревателя КЭН-1 и двух секций нагревателя КЭН-2.
17.4.17. Для термической обработки сварных соединений труб больших диаметров (1020 мм и более) могут быть использованы нагреватели ГЭН и КЭН-4. Для уменьшения теплоотвода из зоны нагрева и снижения перепада температуры по толщине стенки необходимо применять следующие технологические приемы:
увеличивать зону нагрева сварных соединений путем установки на наружной поверхности труб дополнительных поясов ГЭН или секций КЭН-4;
устанавливать на внутренние поверхности сварных соединений электронагреватели ГЭН и КЭН-4 (если есть доступ внутрь нагреваемых труб).
Групповая термообработка стыков труб с помощью электронагрева
17.4.18. Групповая термообработка стыков, то есть одновременный нагрев нескольких сварных соединений от одного источника питания, может производиться как с помощью индукторов, так и с помощью радиационных и комбинированных электронагревателей. Групповой термообработке с нагревом газовым пламенем могут подвергаться только стыки труб поверхностей нагрева котла, собранные в блоки (см. п. 17.4.25).
Таблица 17.9
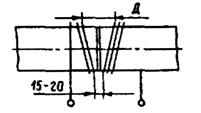
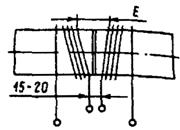
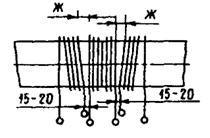
Размещение секций КЭН на вертикальных стыках труб
Размеры нагреваемого стыка труб, мм | Марка электронагревателя | Общая ширина намотки, мм, не менее | |||||||||||||||
диаметр | максимальная толщина стенки | КЭН-1 | КЭН-2 | КЭН-3 | КЭН-4-1 | КЭН-4-2 | КЭН-4-3 | ||||||||||
расстояние, мм, не более | |||||||||||||||||
Д | Е | Д | Е | Д | Е | Д | Е | Ж | Д | Е | Ж | Д | Е | Ж | |||
До 108 | До 20 | 20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 250 |
108 | 21 - 30 | - | 20 | 20 | - | - | - | - | - | - | - | - | - | - | - | - | 400 |
133 - 194 | До 30 | - | - | 20 | - | - | - | - | - | - | - | - | - | - | - | - | 250 |
31 - 50 | - | - | 20 | 20 | - | - | - | - | - | - | - | - | - | - | - | 600 | |
219 | До 30 | - | - | 20 | 20 | 20 | - | - | - | - | - | - | - | - | - | - | 400 |
31 - 50 | - | - | - | 20 | 20 | - | - | - | - | - | - | - | - | - | - | 600 | |
245 - 325 | До 30 | - | - | - | - | 40 - 50 | - | - | - | - | - | - | - | - | - | - | 400 |
31 - 50 | - | - | - | - | 40 - 50 | 40 - 50 | - | - | - | - | - | - | - | - | - | 600 | |
377 - 530 | До 30 | - | - | - | - | - | - | 50 - 70 | 50 - 70 | - | 50 - 70 | 50 - 70 | - | 50 - 70 | - | - | 400 |
31 - 50 | - | - | - | - | - | - | - | 50 - 70 | - | - | 50 - 70 | - | 50 - 70 | - | - | 600 | |
630 - 820 | До 30 | - | - | - | - | - | - | - | 80 - 100 | 80 - 100 | - | 80 - 100 | 80 - 100 | 80 - 100 | 80 - 100 | - | 400 |
31 - 50 | - | - | - | - | - | - | - | 80 - 100 | 80 - 100 | - | 80 - 100 | 80 - 100 | 80 - 100 | 80 - 100 | - | 600 | |
920 - 1020 | До 30 | - | - | - | - | - | - | - | - | - | - | - | 100 - 120 | - | 100 - 120 | 100 - 120 | 400 |
31 - 50 | - | - | - | - | - | - | - | - | - | - | - | - | - | 100 - 120 | 100 - 120 | 600 |
17.4.19. При групповой термообработке стыков труб необходимо выполнять следующие требования:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
