
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Форма П27.2 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № _______________________________________________ Монтажная (ремонтная) организация __________________________________________ СВЕДЕНИЯ О СВАРНЫХ СОЕДИНЕНИЯХ
* Механические испытания и металлографические исследования выполняются для производственных сварных соединений, оговоренных в п. 18.6.4 РД 153-34.1-003-01. «____» _____________ 200__ г. Руководитель монтажного (ремонтного) участка ___________________________ (фамилия, инициалы) (подпись) Руководитель сварочных работ ___________________________ (фамилия, инициалы) (подпись) |
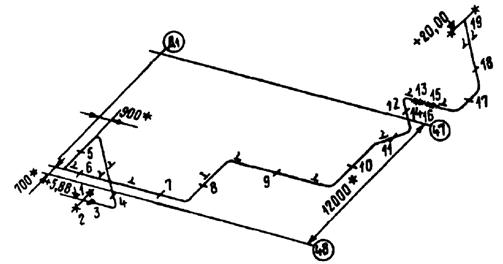
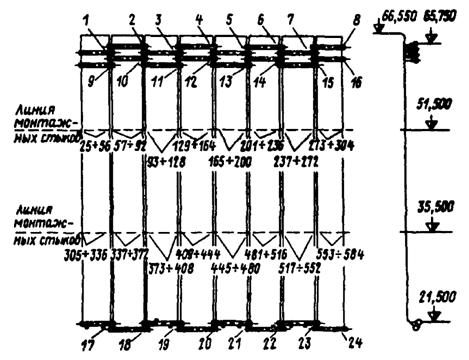
Форма П27.3 СХЕМА РАСПОЛОЖЕНИЯ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДА Электростанция __________________________________ Схема № ________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация __________________________________________ Параметры среды: Рр = 16,1 МПа, Тр = 345 °С
«____» ______________ 200__ г. Главный инженер монтажной (ремонтной) организации ______________________ (фамилия, инициалы) (подпись) Прораб по монтажу ______________________ (фамилия, инициалы) (подпись) Руководитель сварочных работ ______________________ (фамилия, инициалы) (подпись) Представитель дирекции (заказчика): должность _______________ ______________________ (фамилия, инициалы) (подпись) Схема выполнена на основании: _________________________________________________________________________ (номер чертежа, название трубопровода, наименование проектной организации) _________________________________________________________________________ |
Форма П27.4 Электростанция______________________________________________________________ Энергоблок (котел, турбина) № ________________________________________________ Монтажная (ремонтная) организация ___________________________________________ СВОДНАЯ ТАБЛИЦА СВАРНЫХ СТЫКОВ К схеме расположения сварных стыков трубопровода № __________ К сварочному формуляру № _____________________
«____» ______________ 200__ г. Руководитель сварочных работ __________________________ (фамилия, инициалы) (подпись) |
Форма П27.5 СВАРОЧНЫЙ ФОРМУЛЯР
«____» _____________ 200__ г. Главный инженер монтажной (ремонтной) организации ______________________ (фамилия, инициалы) (подпись) Прораб по монтажу ______________________ (фамилия, инициалы) (подпись) Руководитель сварочных работ ______________________ (фамилия, инициалы) (подпись) Представитель дирекции (заказчика): должность _______________ ______________________ (фамилия, инициалы) (подпись) Формуляр выполнен на основании: _________________________________________________________________________ (номер чертежа, наименование проектной организации) |
Форма П27.6 Электростанция__________________ Энергоблок (котел, турбина) № ____ Монтажная (ремонтная) организация СВЕДЕНИЯ О СВАРЩИКАХ К схеме расположения сварных стыков трубопровода № ____________ К сварочному формуляру № __________________
«____» _____________ 200__ г. Руководитель сварочных работ _________________________ (фамилия, инициалы) (подпись) |
Форма П27.7 Электростанция _____________________________________________________________ Энергоблок (котел, турбина) № ________________________________________________ Монтажная (ремонтная) организация ___________________________________________ АКТ № ___________ на проверку сварочно-технологических «____» _____________ 200__ г. Мы, нижеподписавшиеся, руководитель сварочных работ _______________________ _______________________ и аттестованный сварщик _____________________________ (фамилия, инициалы) ___________________ составили настоящий акт в том, что нами произведена проверка (фамилия, инициалы) сварочно-технологических свойств электродов марки _______________________ диаметром ___________ мм, партии № _________. Сварочно-технологические свойства электродов проверялись путем: сварки в потолочном положении таврового соединения пластин (погонов) толщиной __________ мм из стали марки __________________; сварки вертикального неповоротного стыка труб (потолочного участка труб) диаметром _________ мм при толщине стенки __________ мм из стали марки ____________________ (ненужное зачеркнуть). Электроды по сварочно-технологическим свойствам в соответствии с требованиями ГОСТ 9466 признаны годными для сварки ответственных изделий. Подписи: |
Форма П27.8 Электростанция _____________________________________________________________ Энергоблок (котел, турбина) № ________________________________________________ Монтажная (ремонтная) организация ___________________________________________ АКТ № ___________ на проверку соответствия присадочного материала «____» _____________ 200__ г. Мы, нижеподписавшиеся, руководитель сварочных работ _______________________ _______________________, стилоскопист _______________________________________ (фамилия, инициалы) (фамилия, инициалы) и аттестованный сварщик ______________________________ составили настоящий акт (фамилия, инициалы) в том, что нами произведена проверка соответствия марочному составу наплавленного металла электродов марки ____________________, партии № _________, сварочной проволоки __________________, плавки № _________ (ненужное зачеркнуть) путем стилоскопирования. Результаты стилоскопирования показали следующее: наплавленный металл, сварочная проволока (ненужное зачеркнуть) относится к типу ___________________, марке ______________ Подписи: |
Форма П27.9 Электростанция ____________________________________________________________ Энергоблок (котел, турбина) № _______________________________________________ Монтажная (ремонтная) организация __________________________________________ АКТ № _______ на сварку контрольного соединения «____» _____________ 200__ г. Мы, нижеподписавшиеся, мастер (ИТР) монтажного (ремонтного) участка ________________________________________ и представитель заказчика (дирекции (фамилия, инициалы) электростанции) _______________________________ составили настоящий акт в том, (фамилия, инициалы) что сварщик (и) ______________________________ клеймо № ___________ сварил (и) (фамилия, инициалы) контрольный стык труб диаметром _________ мм с толщиной стенки _________ мм из стали марки ___________________. Стык собран _____________________________________________________________ ___________________________________________________________________________ (с кольцом, без кольца, зазор, форма разделки кромок) Сварка стыка производилась __________________ способом в _________________ положении без поворота электродами (проволокой) марки ___________________ диаметром __________ мм, партии № _________________ с предварительным и сопутствующим подогревом до температуры _____________ °С. Корень шва выполнен ________________________ сваркой электродами (проволокой) марки __________________. После сварки контрольный стык подвергался термообработке по режиму: нагрев до температуры _________ °С, выдержка _______ ч, охлаждение со скоростью _________ °С/мин до температуры __________ °С, стык заклеймен ________________. Подписи: |
Форма П27.10 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ АКТ № ___________ на вырезку производственных сварных стыков «____» _____________ 200__ г. Мы, нижеподписавшиеся, мастер (ИТР) монтажного (ремонтного) участка ________________________________________ и представитель заказчика (дирекции (фамилия, инициалы) электростанции) _______________________________ составили настоящий акт в том, (фамилия, инициалы) что в нашем присутствии вырезано _____ производственных стыков № ____________ по схеме (формуляру) № ____________________________________, труб диаметром (наименование изделия, узла) _______________ мм с толщиной стенки ________________ мм из стали марки ______________________ котла № _____________, блока № ____________, ряда № ______________, которые сварил (и) сварщик (и) ______________________________ (фамилия, инициалы) клейма № ________________________. Сварка стыков производилась ________________ способом в __________________ положении без поворота присадочным материалом _____________________ марки ___________________ диаметром _____________ мм, партии № _____________. Стыки заклеймены _____________________ Подписи: |
Форма П27.11 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ АКТ № ___________ на визуальный контроль и измерение «____» _____________ 200__ г. Мы, нижеподписавшиеся, мастер (ИТР) монтажного (ремонтного) участка ________________________________________ и представитель заказчика (дирекции (фамилия, инициалы) электростанции) _______________________________ составили настоящий акт в том, (фамилия, инициалы) что нами произведены визуальный контроль и измерение размеров швов стыков труб ___________________________________ из стали марки ______________ диаметром (наименование узла) _________ мм при толщине стенки _________ мм, которые сварил (и) сварщик (и) _________________________ клеймо № _________________. (фамилия, инициалы) В результате визуального контроля и измерения установлено: 1. Стыки № ______________ подлежат исправлению путем ______________________ ввиду наличия дефектов ______________. 2. Остальные стыки по результатам визуального контроля признаны годными. Примечание. После устранения дефектов эти стыки должны быть вторично проверены с составлением повторного акта. Подписи: |
Форма П27.12 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ НАРЯД-ЗАКАЗ «____» _____________ 200__ г. В лабораторию сварки и испытания металлов _______________________________ (треста, управления) от _______________________________________________________________________ [номер или наименование монтажного (ремонтного) участка, треста] | ||||||||||
Трубопровод или узел | Диаметр и толщина стенки, мм | Марка стали | Вид стыка (контрольный или производственный) | Вид сварки | Марка присадочного материала | Режим термообработки | Вид испытания | Количество образцов | Маркировка образца | Фамилия, инициалы сварщика |
Главный инженер монтажной (ремонтной) организации _______ (фамилия, инициалы) (подпись) Руководитель сварочных работ _____________ (фамилия, инициалы) (подпись) |
Форма П27.13 Штамп лаборатории Электростанция ___________________________________ Энергоблок (котел, турбина) № ______________________ Монтажная (ремонтная) организация _________________ ПРОТОКОЛ № _______________ механических испытаний образцов сварных соединений от «____» _____________ 200__ г. Образцы получены по наряду-заказу № ___________ от «____» ____________ 200__ г. Результаты
Начальник лаборатории _________________________ (фамилия, инициалы) (подпись) Испытание провел __________________________ (фамилия, инициалы) (подпись) |
Форма П27.14 Штамп лаборатории Электростанция ____________________________________ Энергоблок (котел, турбина) № _______________________ Монтажная (ремонтная) организация __________________ ПРОТОКОЛ № ______________ от «____» _____________ 200__ г. Образцы получены по наряду-заказу № _____________ от «___» ___________ 200__ г. Результаты
Начальник лаборатории _______________________ (фамилия, инициалы) (подпись) Исследование провел _______________________ (фамилия, инициалы) (подпись) |
Форма П27.15 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ «____» ______________ 200__ г. | ||||||||||||||
ЗАКЛЮЧЕНИЕ № ____________ по ультразвуковому контролю сварных соединений Проверка _______________________________________________ сварных соединений (стыковых, угловых) _________________________________________________________________________ (наименование трубопровода, узла) по схеме (формуляру) № ____________________________ проводилась в соответствии с _______________________________________________________________________ (наименование НТД) ультразвуковым дефектоскопом типа _________________________________________ рабочая частота _______________ МГц, угол призмы искателя ___________________ Результаты
Мастер по контролю ____________________________ (фамилия, инициалы) (подпись) Контроль провел ___________________________ (фамилия, инициалы) (подпись) |
Форма П27.16 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ «____» _____________ 200__ г. ЗАКЛЮЧЕНИЕ № ____________ по радиографированию сварных соединений Контроль сварных соединений ______________________________________________ _________________________________________________________________________ (наименование трубопровода или узла) проводился с применением __________________________________________________ (аппаратура или источник излучения) __________________________________________________________________________ (наименование НТД) с оценкой качества по ______________________________________________________ (наименование НТД, номер ГОСТ) Схема формуляра № _______________ Результаты
Мастер по контролю _________________________ (фамилия, инициалы) (подпись) Контроль провел ________________________ (фамилия, инициалы) (подпись) |
Форма П27.17 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ Наименование трубопровода или узла котла ___________________________________ Схема (формуляр) № _______________________________________________________ ПРОТОКОЛ № _______________ от «___» _____________ 200__ г. Результаты
Мастер по контролю ____________________ (фамилия, инициалы) (подпись) Контроль провел ____________________ (фамилия, инициалы) (подпись) |
Форма П27.18 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ ПРОТОКОЛ № _____________ измерения твердости металла шва от «___» _______________ 200__ г. К схеме расположения сварных стыков трубопровода № __________ К сварочному формуляру № _________ Твердость металла шва измерена твердомером типа ____________________________ _________________________________________________________________________ Результаты
* Указать минимальную, максимальную и среднюю твердость. Начальник лаборатории ________________ (фамилия, инициалы) (подпись) Испытание провел __________________ (фамилия, инициалы) (подпись) |
Форма П27.19 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ ЖУРНАЛ Наименование трубопровода _______________________________________________ Схема расположения стыков трубопровода № _________________________________ Вид нагревателя ________________ Способ измерения температуры ______________
Мастер по термообработке _____________________________ (фамилия, инициалы) (подпись) |
Форма П27.20 Электростанция ___________________________________________________________ Энергоблок (котел, турбина) № ______________________________________________ Монтажная (ремонтная) организация _________________________________________ АКТ № ___________ на проверку сварных соединений «____» _____________ 200__ г. Мы, нижеподписавшиеся, представители заказчика (дирекции электростанции) _______________________________________ и монтажной (ремонтной) организации (должность, фамилия, инициалы) ___________________________________ составили настоящий акт в том, что сварные (должность, фамилия, инициалы) соединения труб наружным диаметром _________ мм с толщиной стенки ________ мм __________________________________________________________________________ (указывается элемент котла - пароперегреватель, водяной экономайзер и др.) проверены путем прогонки металлического шара диаметром _________ мм согласно требованиям НТД __________________________________________________________ _________________________________________________________________________. (указывается название и шифр НТД или чертежа) Сварные соединения по результатам прогонки шара признаны годными. Подписи: представитель заказчика ___________________________ представитель монтажной (ремонтной) организации ___________________________ |
Приложение 28

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
